При существующих в стекольном производстве кернодержателях нельзя вести работу в многогнездных формах, так как заполнение формы стеклом производится вручную и невозможно добиться равной дозировки стекла во всех гнездах. При неравном же количестве стекла пресс остановится, как только допрессуется изделие в гнезде с большим количеством стекла, а следовательно, остальные керны не дойдут до места и изделия в этих гнездах останутся недопрессованными. В предлагаемом компенсационном кернодержателе отдельные керны получают возможность действовать независимо и изделия получаются допрессованными во всех гнездах, даже в том случае, когда количество стекла в гнездах будет неодинаково.
На чертеже изображен компенсационный кернодержатель в разрезе.
На винт ручного пресса навинчивается пустотелый шток 1; на нижнем конце его укреплена поперечина 2, в которой движутся керны 3. В штоке 1 имеется прямоугольного сечения окно, в котором на шарнире 4 качается коромысло 5, снабженное двумя стальными калеными подушками 6, расположенными против верхних концов кернов 3 и опирающимися на ролики 7. Таким образом подушки 6 передают давление винта пресса равномерно на все керны 3 без применения каких-либо пружин; при этом получается прессовка изделия в обоих гнездах формы, независимо от количества стекла в каждом гнезде.
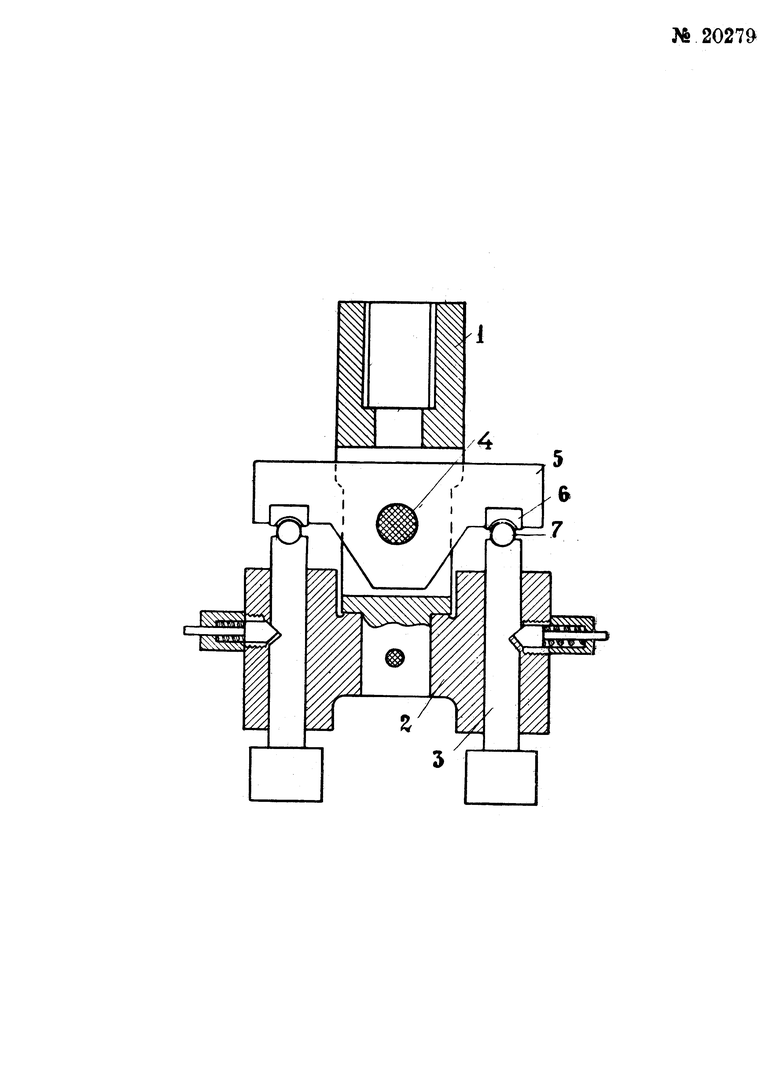
Компенсационный кернодержатель для стекольных прессов с двумя формовочными гнездами, отличающийся тем, что, с целью равномерной передачи давления на керны без применения пружин, прессовый шток снабжен, качающимся на шарнире 4 коромыслом 5 с подушками 6, расположенными против верхних концов кернов 3, пропущенных сквозь отверстия поперечины 2.
