Известны способы образования окон в тонкостенных трубах, помещенных на оправкуматрицу. Эти способы заключаются в том, что пробивка окна требуемой конфигурации осуществляется пуансоном, имеющим соответствующее сечение. За один ход ползуна пресса пробивают одно окно, .после чего производят поворот или продольное перемещение трубы.
Описываемый способ отличается от известных тем, что пробивку каждого окна заданной конфигурации осуществляют одним пуансоном путем последовательного образования контура окна при подаче трубы под пуансоном в соответствии с .программой, обеспечивающей требуемые форму и размеры окна. При этом стенки трубы при последующих продольных перемещениях удаляют отходы, остающиеся после пробивки всего контура и находящиеся в зазоре между матрицей и обоймой.
Такой способ позволяет получать окна различной формы и автоматизировать этот процесс..
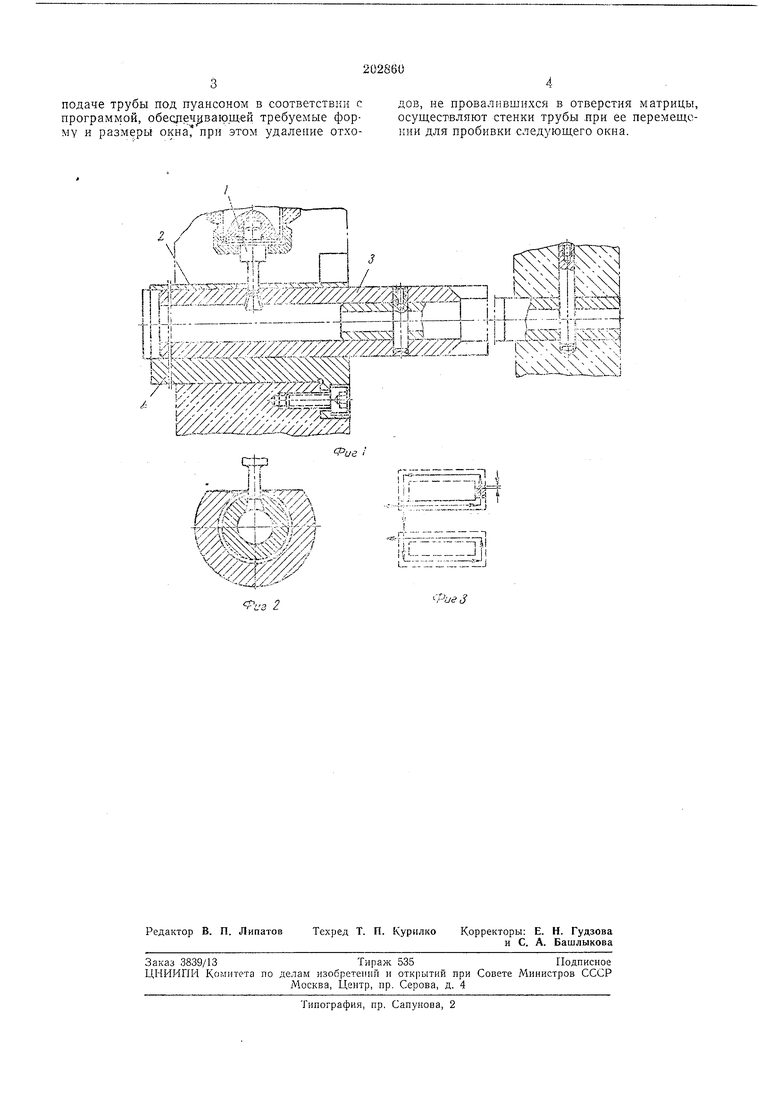
На фиг. 1 и 2 изображено устройство для осуществления описываемого способа; на фиг. 3 - схема образования контура окна.
оси на щаг пробивки, который меньще размера пуансона.
Продольные и круговые подачи трубы осуществляются таким образом, что на поверхности трубы образуется необходимый конгур окна (фиг. 2). При переходе к последующему окну пуансон отводится в верхнее (не рабочее) положение.
В зоне пробивки труба перемещается в зазоре, величина которого больще толщины стенки трубы на 0,10-0,15 Л1м, между опраикой-матрицей 3, консольно закрепленной, и обоймой 4, закрепленной в станине устройства. Отходы (мелкая высечка) проваливаются в полость оправки, а отходы, остающиеся после обработки всего контура окна, при последующем продольном перемещении трубы переносятся стенками и выпадают за пределы обоймы.
20
Предмет изобретения
Способ образования окон в тонкостенных трубах, помещенных на оправку-матрицу, путем пробивки их пуансоном, отличающийся тем, что, с целью получения окон различной формы и автоматизации этого процесса, пробивку каждого окна заданной конфигурации осуществляют одним пуансоном путем последовательного образования контура окна при
подаче трубы под пуансоном в соответствии с программой, обесдеч вающей требуемые форму и размеры окна при этом удаление отходов, не провалившихся в отверстия матрицы, осуществляют стенки трубы при ее перемещении для пробивки следующего окна.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПРОБИВКИ оконв | 1969 |
|
SU241382A1 |
| Устройство для пробивки окон в тонкостенных трубах | 1981 |
|
SU995997A1 |
| ПЛОДОРЕЗКА СО СМЕННЫМ БЛОКОМ-РЕЗАКОМ "ВИКОСТ" | 2000 |
|
RU2195848C2 |
| Способ образования отверстий в тонкостенных трубах | 1983 |
|
SU1134262A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для реверсивной вырубки | 1986 |
|
SU1346299A1 |
| Устройство для пробивки отверстий в полых изделиях | 1985 |
|
SU1258564A1 |
| Устройство для пробивки отверстий в полых изделиях | 1989 |
|
SU1607996A2 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| Способ изготовления пакетов магнитопроводов из пластин и штамп для его осуществления | 1989 |
|
SU1671390A1 |
iiiivf pjf -frC P
ч -j-iv f Jк V4-- ч
i- 1 , I
-M П
f.js ppb: i;vi teT 55555 /7b -- 1
p й | 1Ш||р%- M
t UJл„..и.:,I
