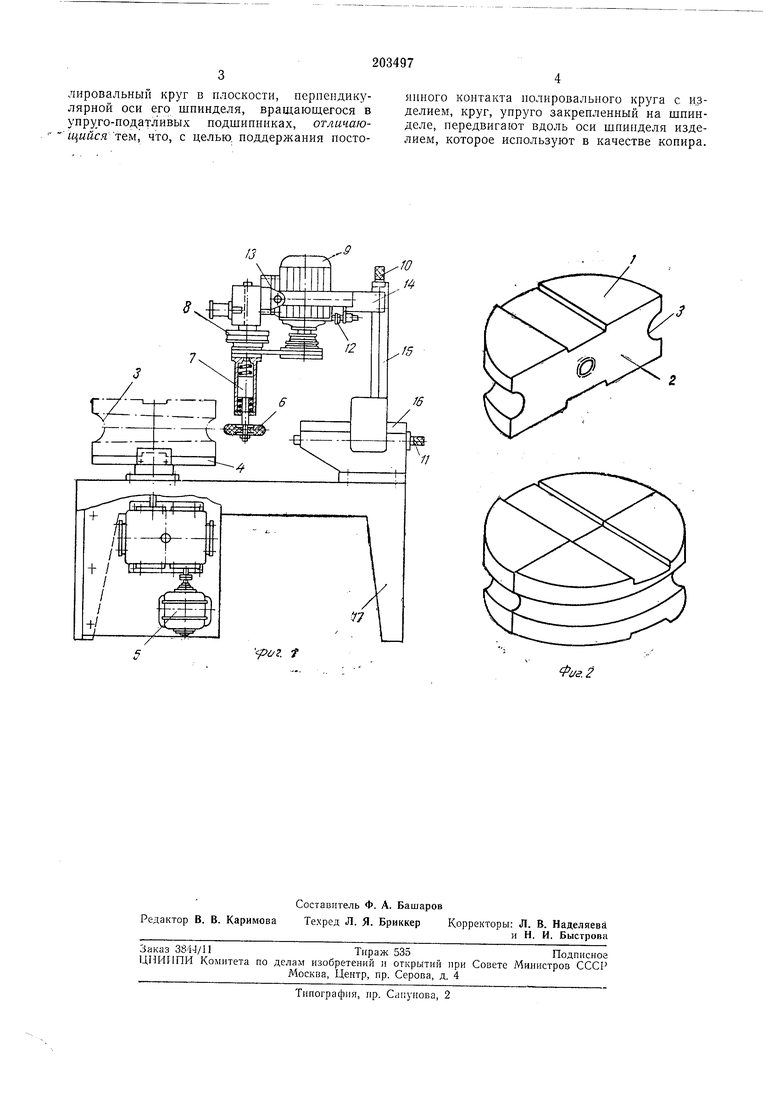
Уже известен способ абразивной обработки деталей сложной формы, согласно которому движущимся изделием перемещают полировальный круг в плоскости перпендикулярной оси его шпинделя, вращающегося в упруго-нодатливых подшипниках. Сиособ полирования поверхности деталей сложной формы, например, ручья калибров стана холодной нрокатки труб отличается тем, что круг, упруго закрепленный на шпинделе, передвигают вдоль оси шпинделя изделием, которое используют в качестве копира. Способ полирования поверхности деталей сложной формы, например, ручья калибров стана холодной прокатки труб, предложен с делью поддержания постоянного контакта полировального круга с изделием. На фиг. 1 показана схема осуществления способа полирования поверхности деталей сложной формы; на фиг. 2 показаны полудиск-калибр и два полудиска-калибра в спаренном виде. Способ полирования поверхностей деталей сложной формы, например, ручья калибров стана холодной прокатки труб осуществляется следующим образом. Два полудиска-калибра / соединяются плоскими основаниями 2, в результате чего их ручьи 5 образуют общий ручей переменного сечения, а оба полудискакалибра / в спаренном виде представляют тело враш,ения, закрепленное на столе 4, приводимое во вращение электродвигателем 5. Полировальный круг 6, смонтированный на оси 7 шнинделя 5, вращаемого от электродвигателя .9 с помощью гибкой передачи, вводится в ручей 5 спаренных полудисков-калибров / и прижимается к поверхности ручья 5 посредством регулировочных винтов 10 и Л и пружины 12, позволяющей узлу плпинделя 8 смеете с полировальпым кругом 6 и электродвигателем 9 поворачиваться на некоторый угол вокруг пальцев 13, закрепленных на кронштейне 14 перемещающимся по вертикали в пазах стойки 15, которая обладает свободой горизонтального перемещения по салазкам 16 станипы 17. В процессе полировки вращающемуся полировальному кругу 6 сообщается дополнительно колебательное движение вдоль его оси за счет наличия пружинного компенсатора, смонтированного в шпинделе 8, а переменный контур профиля ручья 3 служит копиром, регулирующим это движение. Предмет изобретения
лнровальный круг в плоскости, перпендикулярной оси его шпинделя, вращающегося в упруго-податливых подщипниках, отличаю щийсятеы, что, с целью, поддержания постоянного контакта нолировального круга с изделием, круг, упруго закрепленный на щпинделе, передвигают вдоль оси шпинделя изделием, которое используют в качестве копира.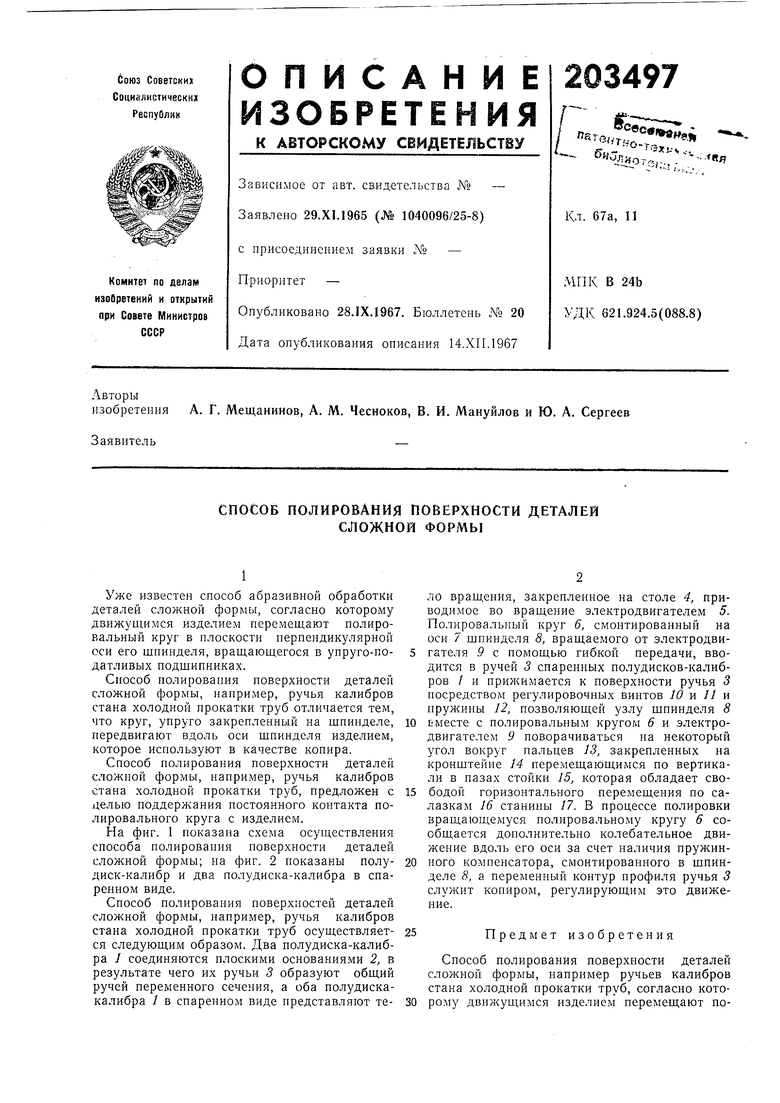
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к шлифовальному станку для обработки калибров валков | 1988 |
|
SU1688997A1 |
| УСТРОЙСТВО ДЛЯ ПОПАРНОЙ ОБРАБОТКИ КАЛИБРОВ-ВАЛКОВ ПЛАНЕТАРНЫХ СТАНОВ | 1970 |
|
SU263367A1 |
| Автоматическая линия для полирования подошвы утюга | 1976 |
|
SU774920A1 |
| ТРЕХНИТОЧНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1965 |
|
SU169048A1 |
| ВСЕСОЮЗИ^^^^nMtHIHU-i*.^'"*^^ ' БИБЛИО~пК.^ | 1973 |
|
SU373041A1 |
| Устройство для шлифования и полирования асферических поверхностей | 1980 |
|
SU927484A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 2009 |
|
RU2415743C2 |
| КАЛИБРОВКА ИНСТРУМЕНТА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2156174C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КАБОШОНОВ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ | 2005 |
|
RU2286238C1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ КАЛИБРОВ | 1972 |
|
SU332921A1 |
. f
.2
