Известны трехниточные станы холодной прокатки труб с подвижной кассетой, с двумя рабочими и двумя опорными валками. На рабочие валки устанавливаются калибры, выполненные в виде бандажей. Известно также, что на одном сплошном валке могут быть расположены три ручья.
Описываемый трехниточный стан холодной прокатки труб отличается от известных тем, что на валках рабочей клети установлены три пары врезных калибров, соединенных с ними обшей продольной шпонкой, болтами и клиньями, что упрош,ает конструкцию клети. Для уменьшения расстояния между соседними нитками применены механизм зажима стержня, расположенный «треугольником, и патрон подачи с подвижной втулкой, позволяюший установить в последнем три шпинделя рядом друг с другом. Кроме того, в стане применен загрузочный механизм реечного типа с шагом реек, равным расстоянию между соседними осями прокатки, что позволяет одним движением выдавать заготовки из бункеров и укладывать их на все три оси прокатки; это обеспечивает непрерывную автоматическую работу стана.
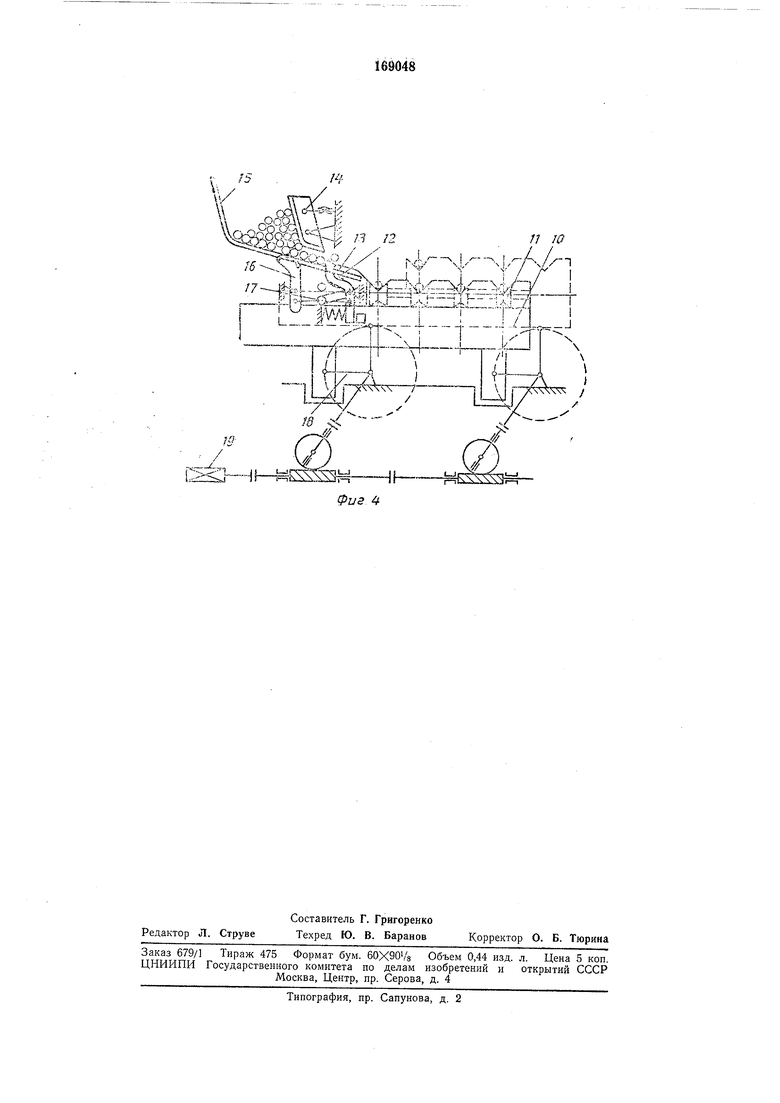
фиг. 4 - кинематическая схема стола загрузки.
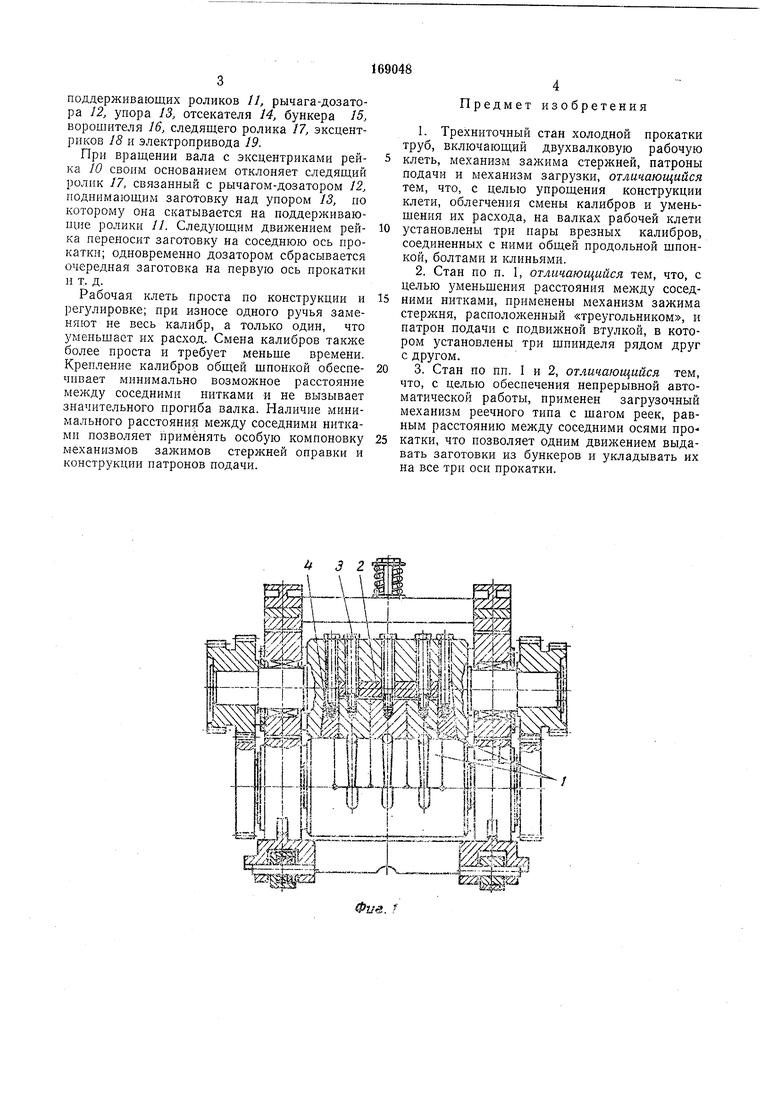
Рабочие валки клети имеют вырезы, в которые вставлен комплект калибров. Комплект состоит из трех верхних и трех нижних калибров /, выполненных в виде полудисков. Калибры крепятся к валку обшей продольной шпонкой 2, болтами 5 и двумя боковыми клиньями 4.
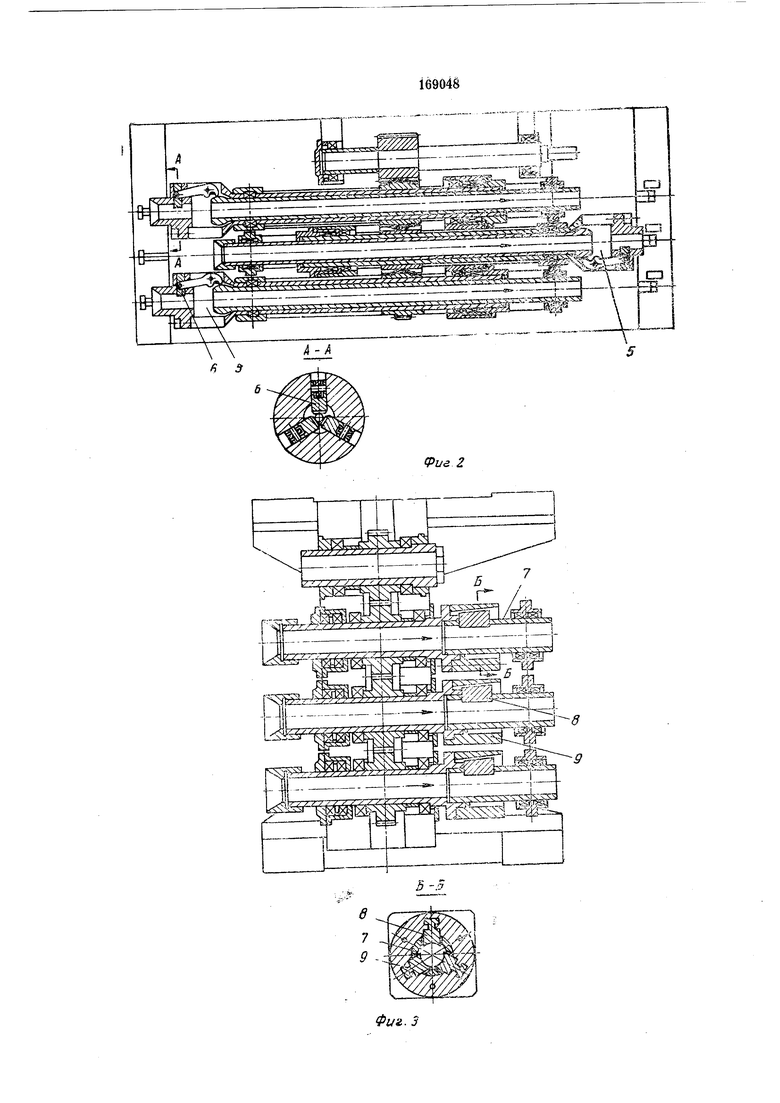
Механизм зажима стержней оправки расположен «треугольником, при котором головки 5 (где расположены зажимные кулачки б) у крайних зажимов повернуты на 180° по отношению к центральному зажиму.
Патрон подачи благодаря наличию подвижной втулки 7 с закрепленными в ней кулачками 5 позволил применить головку шпинделя 9 с минимальным наружным диаметром.
Это позволило установить в патроне подачи три шпинделя рядом друг с другом.
Таким образом, зажим каждой трубы патроном подачи и зажим каждого стержня осушествляется раздельно для каждой нитки.
Для автоматизации работы стана применен загрузочный механизм реечного типа, который при одном движении выдает заготовки из бункера и укладывает их на все три оси проката труб. Механизм состоит из рейки 10,
поддерживающих роликов //, рычага-дозатора 12, упора 13, отсекателя 14, бункера 15, ворошителя 16, следящего ролика 17, эксцентриков 18 и электроиривода 19.
При вращении вала с эксцентриками рейка 10 своим основанием отклоняет следящий ролик 17, связанный с рычагом-дозатором 12, поднимающим заготовку над упором 18, по которому она скатывается на поддерживающие ролики //. Следующим движением рейка переносит заготовку на соседнюю ось прокатки; одновременно дозатором сбрасывается очередная заготовка на первую ось прокатки и т. д.
Рабочая клеть проста по конструкции и регулировке; при износе одного ручья заменяют не весь калибр, а только один, что уменьшает их расход. Смена калибров также более проста и требует меньше времени. Крепление калибров общей шпонкой обеспечивает минимально возмоншое расстояние между соседними нитками и не вызывает значительного прогиба валка. Наличие минимального расстояния между соседними нитками позволяет применять особую компоновку механизмов зажимов стержней оправки и конструкции патронов подачи.
Предмет изобретения
1.Трехниточный стан холодной прокатки труб, включающий двухвалковую рабочую
клеть, механизм зажима стержней, патроны подачи и механизм загрузки, отличающийся тем, что, с целью упрощения конструкции клети, облегчения смены калибров и уменьшения их расхода, на валках рабочей клети установлены три пары врезных калибров, соединенных с ними общей продольной шпонкой, болтами и клиньями.
2.Стан по п. 1, отличающийся тем, что, с целью уменьшения расстояния между соседними нитками, применены механизм зажима стержня, расположенный «треугольником, и патрон подачи с подвижной втулкой, в котором установлены три шпинделя рядом друг с другом.
3. Стан по пп. I и 2, отличающийся тем, что, с целью обеспечения непрерывной автоматической работы, применен загрузочный механизм реечного типа с шагом реек, равным расстоянию между соседними осями прокатки, что позволяет одним движением выдавать заготовки из бункеров и укладывать их на все три оси прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многониточный стан периодическойпРОКАТКи издЕлий | 1977 |
|
SU795681A1 |
| РАБОЧАЯ КЛЕТЬ ДВУХНИТОЧНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2094140C1 |
| Поворотно-подающий механизм стана холодной прокатки труб | 1972 |
|
SU500828A1 |
| Механизм подачи стана холодной прокатки труб | 1974 |
|
SU519236A1 |
| Способ изготовления многожильного кабеля с керамической изоляцией и устройство для его осуществления | 1978 |
|
SU1095244A1 |
| ГИДРАВЛИЧЕСКИЙ ПОДАЮЩЕ-ПОВОРОТНЫй МЕХАНИЗМ СТАНОВ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1967 |
|
SU201296A1 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |
| Привод поворота и осевого перемещения патрона заготовки стана холодной прокатки труб | 1980 |
|
SU900900A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
1 ill IS
j-W-lfF
P H П I
ii m il
I 3.J..
Фиг 2
:-; /VI . I .. 1 --. . A /
I N- N/ / /
1Vv ,I I ,. i J-J
...
,,-. .. .L.J,; - -I
фиг
0-1
iw
/
