(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПОЛИРОВАНИЯ ПОДОШВЫ УТЮГА
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный автомат | 1990 |
|
SU1717317A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Автоматическая линия для обработки плоских поверхностей изделий | 1986 |
|
SU1450976A1 |
| Автомат для изготовления двухветвевых пружин с отогнутыми концами | 1982 |
|
SU1052304A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| Автомат для сборки резьбовых соединений | 1975 |
|
SU568530A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1984 |
|
SU1191222A1 |
| Транспортно-технологический ротор | 1987 |
|
SU1498565A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ЗАГОТОВОК ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ | 1965 |
|
SU175567A1 |
| Роторная машина | 1989 |
|
SU1692820A1 |

1
Изобретение относится к области мёшииностроения и предназначено для полирования боковых поверхностей подошвы утюга.
Известен полуавтомат для полиро- 5 вания торца подошвы утюга с полировальными кругами, приводом, устройством передачи изделий и спутникалда для крепления обрабайлваеммх изделий.
Недостатками такого устройства 10 являются значительные габариты и низкая производительность.
Цель изобретения - уменьшение габаритов и повышение производительности устройства.15
Для этого устройство возвратнокруговых подач изделия выполнено в виде подпружиненного ползуна с размещенной в нем подпружиненной рейкой и снабжено откидным прихватом и за- 20 крепленнымна его корпусе круговым копиром, причем один конец подпружиненной рейки установлен с возможностью взаимодействия с круговым копиром, а другой - с откидным прихва- 25 том, а механизм передачи изделия с позиции на позицию выполнен в виде толкателя, установленного с возможностью возвратно-вращательного движения и установленной на оси вращаю- 30
щейся шайбы, связанной с толкателем и имеющей два расположенных по обе стороны от оси вращающейся шайбы параллельно друг другу паза, причем каждая зажимная губка механизма снабжена роликом, установленным в одном из указанных пазов шайбы.
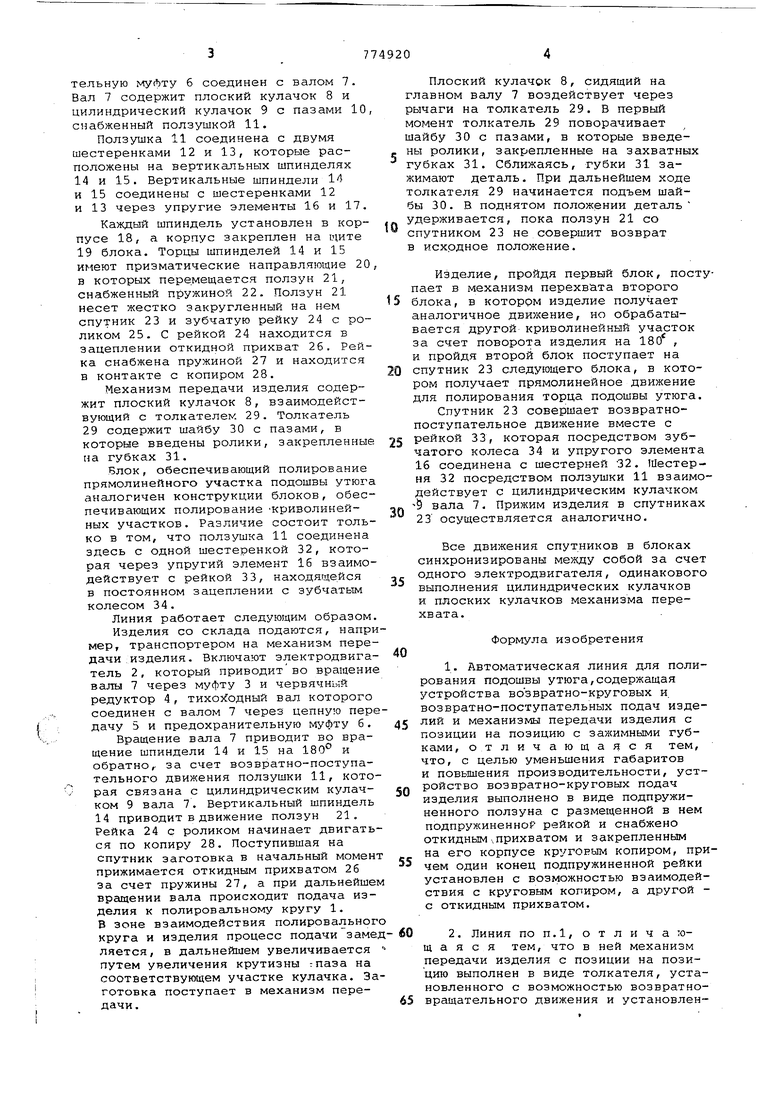
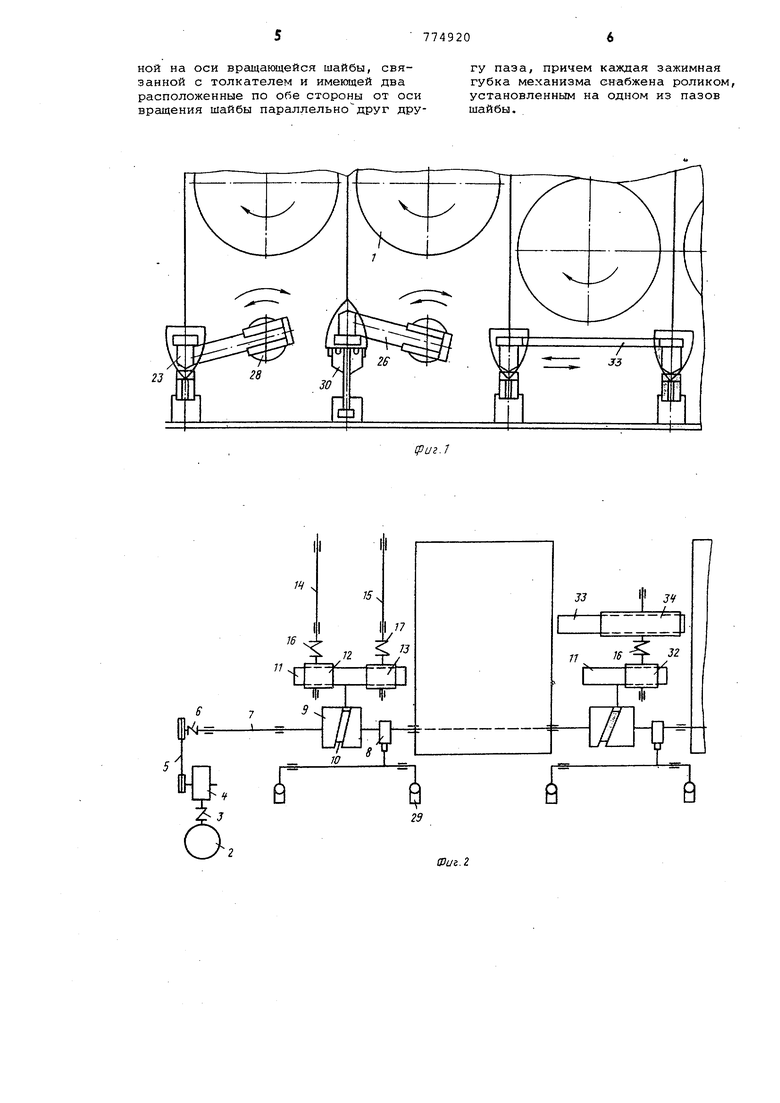
На.фиг, 1 схематично изображена автоматическая линия, состоящая из трех различных блоков, из которой два обеспечивают полирование криволинейных участков боковой поверхности подошвы утюга, а третий - прямолинейного участка; на фиг. 2 - кинематическая схема привода автоматической линии; на фиг. 3 - устройство возвратно-круговых подач изделия блока I; на фиг. 4 - механизм передачи заготовки с предыдущего блока на последующий.
Блоки, обеспечивающие полирование криволинейных участков, представляют собой устройства для осуществления возвратно-круговых подач изделий при полирювании боковых поверхностей подошвы утюга ишифовальным кругом 1. Привод линии содержит электродвигатель 2, муфту 3 и червячный редуктор 4. Тихоходный вал редуктора 4 через цепную передачу 5 и предохранительную муфту б соединен с валом 7. Вал 7 содержит плоский кулачок 8 и цилиндрический кулачок 9 с пазами 10 снабженный ползушкой 11. Ползушка 11 соединена с двумя шестеренками 12 и 13, которые расположены на вертикальных шпинделях 14 и 15. Вертикальные шпиндели I и 15 соединены с шестеренками 12 и 13 через упругие элементы 16 и 17. Каждый шпиндель установлен в корпусе 18, а корпус закреплен на щите 19 блока. Торцы шпинделей 14 и 15 имеют призматические направляющие 20 в которых перемещается ползун 21, снабженный пружиной 22. Ползун 21 несет жестко закругленный на нем спутник 23 и зубчатую рейку 24 с роликом 25. С рейкой 24 находится в зацеплении откидной прихват 26. Рейка снабжена пружиной 27 и находится в контакте с копиром 28. Механизм передачи изделия содержит плоский кулачок 8, взаимодействующий с толкателем 29. Толкатель 29 содержит шайбу 30 с пазами, в которые введены ролики, закрепленные на губках 31. Блок, обеспечивающий полирование прямолинейного участка подошвы утюга аналогичен конструкции блоков, обеспечивающих полирование Криволинейных участков. Различие состоит только в том, что ползушка 11 соединена здесь с одной шестеренкой 32, которая через упругий элемент 16 взаимо действует с рейкой 33, находящейся в постоянном зацеплении с зубчатым колесом 34. Линия работает следующим образом Изделия со склада подаются, напр мер, транспортером на механизм пере дачи .изделия. Включают электродвига тель 2, который приводитво вращени валы 7 через муфту 3 и червячный редуктор 4, тихо одный вал которого соединен с валом 7 через цепную пер дачу 5 и предохранительную муфту 6. Вращение вала 7 приводит во вращение шпиндели 14 и 15 на 180° и обратно,, за счет возвратно-поступательного движения ползушки 11, кото рая связана с цилиндрическим кулачком 9 вала 7. Вертикальный шпиндель 14 приводит в движение ползун 21. Рейка 24 Q роликом начинает двигать ся по копиру 28. Поступившая на спутник заготовка в начальный момен прижимается откидным прихватом 26 за счет пружины 27, а при дальнейше вращении вала происходит подача изделия к полировальному кругу 1. В зоне взаимодействия полировальног круга и изделия процесс подачи заме ляется, в дальнейшем увеличивается путем увеличения крутизны гпаза на соответствующем участке кулачка. За готовка поступает в механизм передачи. Плоский кулачок 8, сидящий на лавном валу 7 воздействует через ычаги на толкатель 29. В первый омент толкатель 29 поворачивает айбу 30 с пазами, в которые введеы ролики, закрепленные на захватных убках 31. Сближаясь, губки 31 заимают деталь. При дальнейшем ходе олкателя 29 начинается подъем шайы 30. В поднятом положении деталь держивается, пока ползун 21 со путником 23 не совершит возврат исходное положение. Изделие, пройдя первый блок, постуает в механизм перехвата второго лока, в котором изделие получает налогичное движение, но обрабатыается другой криволинейный участок за счет поворота изделия на 180 , пройдя второй блок поступает на спутник 23 следующего блока, в котором получает прямолинейное движение для полирования торца подошвы утюга. Спутник 23 совершает возвратнопоступательное движение вместе с рейкой 33, которая посредством зубчатого колеса 34 и упругого элемента 16 соединена с шестерней 32. Шестерня 32 посредством ползушки 11 взаимодействует с цилиндрическим кулачком 5 вала 7. Прижим изделия в спутниках 23 осуществляется аналогично. Все движения спутников в блоках синхронизированы между собой за счет одного электродвигателя, одинакового выполнения цилиндрических кулачков и плоских кулачков механизма перехвата. Формула изобретения 1. Автоматическая линия для полирования подошвы утюга,содержащая устройства возвратно-круговых и. возвратно-поступательных подач издеЛИЙ и механизмы передачи изделия с позиции на позицию с зажимными губками, отличающаяся тем, что, с целью уменьшения габаритов и повышения производительности, устройство возвратно-круговых подач изделия выполнено в виде подпружиненного ползуна с размещенной в нем подпружиненной рейкой и снабжено откидным .,прихватом и закрепленным на его корпусе круговым копиром, причем один конец подпружиненной рейки установлен с возможностью взаимодействия с круговым копиром, а другой с откидным прихватом. 2. Линия по п.1/ отличающаяся тем, что в ней механизм передачи изделия с позиции на позицию выполнен в виде толкателя, установленного с возможностью возвратновращательного движения и установленной на оси вращакадейся шайбы, связанной с толкателем и имеющей два расположенные по обе стороны от оси вращения шайбы параллельно друг другу паза, причем каждая зажимная губка механизма снабжена роликом, установленным на одном из пазов шайбы.
