Известны устройства, устанавливаемые на станках модели DXWB-630 (Франция), в которых осуществляется одновременная обработка двух калибров-валкоВ станов для холодной .прокатки труб. Основное движение калибры нолучают от планшайбы через планетарную передачу, привод инструмента снабжен гидрокопировальным устройством, причем калибры совершают качательное движение на угол, несколько превышаюндий их рабочий угол в клети стана, межцентровое расстояние при этом между обрабатываемыми валками-калибрами не изменяется.
Описываемое устройство для попарной обработки калибров-валков отличается от известных тем, что кинематическая взаимосвязь инструмента и калибров осуществлена посредством серег, устанавливаемых на вращающейся соосно с планшайбой обойме и соединяющих обойму и оси обрабатываемых калибров, причем обойма выполнена подвижной вдоль оси шнинделя вместе с инструментальным суппортом, с которым последняя связана жестко.
Такое выполнение устройства позволяет воспроизвести рабочее движение калиброввалков нри обработке требуемого .профиля.
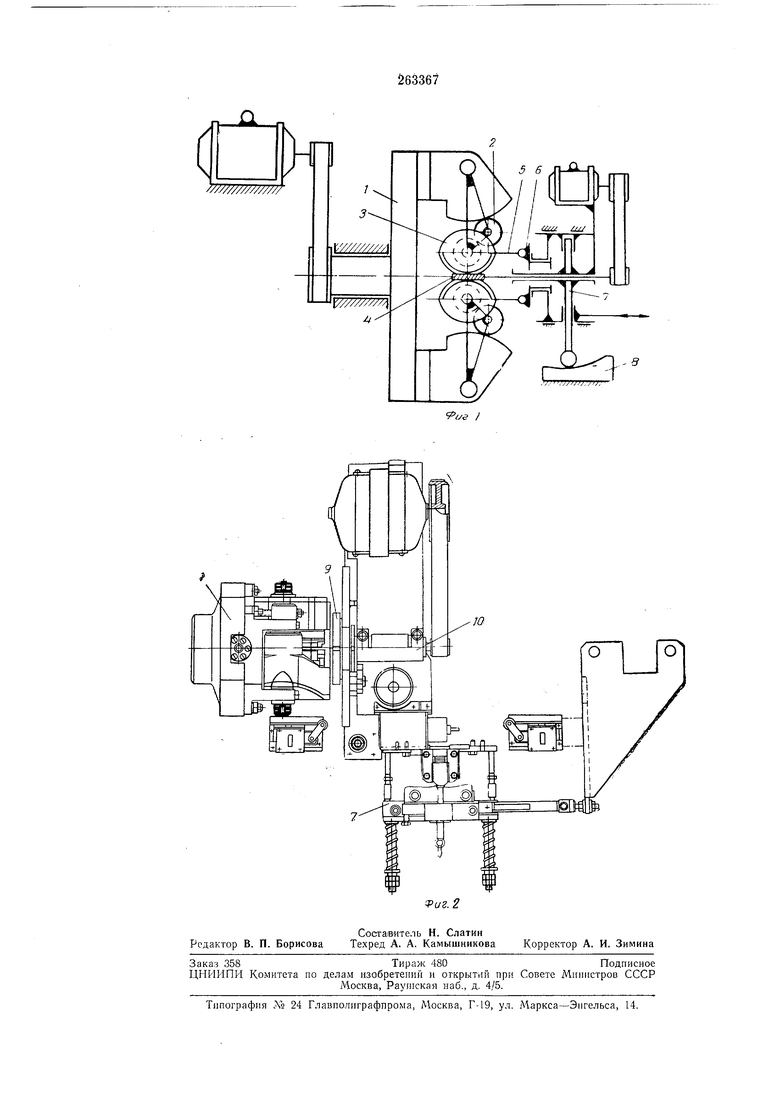
Устройство содержит планшайбу / с планетарными механизмами 2. На планшайбе установлены калибры-валки 3 для обработки калиброванного ручья. Нланетарные механизмы
2 планшайбы / 0:беспечивают такие угловые перемещения калибра рабочего валка по орбите и вокруг его оси, как и в планетарной клети стана. Одновременно планшайба / имеет возможность вращаться вокруг оси
прокатки калнбров, установленных на ней. Ввиду того что при движении калибров рабочих валков по орбите плоскость, проходящая через их оси, будет перемещаться вдоль оси прокатки, для обработки калибров необходиМО такое же перемещение режущего инструмента 4 вдоль оси. Так как при попарной обработке калибров не требуется «х кругового вращения, а достаточен только поворот на некоторый угол, соответствующий зоне деформации металла, неремещение инструмента вдоль оси калибра согласуется с .движением калибра при помощи системы, состоящей из двух серег б. Каждая серьга установлена с одной стороны соосно с калибрами, а с другой
закреплена на обойме 6, свободно вращающейся вокруг своей оси, совпадающей с осью вращения планшайбы и связанной в осевом направлении с устройством для крепления режущего инструмента. Кроме того, система
производится от устройства для крепления режущего инструмента, совершающего возвратно-,поступательное движение. Так .как сечение ручья калибров при его обработке изменяется в результате смещения режущего инструмента от оси прокатки, предусмотрено копировальное устройство 7, обеспечивающее это смещение по заданному закону при движении инструмента вдоль оси, Ввиду того что калибры валков приводятся через серьги, установленные на их осях, профиль ручья калибров точно соответствует профилю копира 8.
Устройство, .предназначенное, например, для нарезки и шлифовки ручья калибров рабочих валков планетарных стазов 30 для прокатки труб и установленное на токарно-винторезном станке, состоит из четырех основных узлов (ом. фиг. 2): планшайбы /, поперечной балки 9, копировального 7 и режущего W устройств. Планшайба 1, устана1Бливаемая на щпиндель токарного станка, имеет паз, в котором могут переставляться в зависимости от наружного размера калибров при помощи винта с .правой и левой .резьбой каретки. На осях каретОК установлены корпуса сепараторов (на чертеже «е показаны). Внутри сепараторов расположены планетарная зубчатая передача, состоящая из неподвижного солнечного зубчатого колеса, лланетарной и паразитной шестерен. Благодаря такой системе движение калибров, установленных в устройстве, будет полностью соответствовать движению их в рабочей клети. Так как обработка калибров производится попарно, то корпус сепаратора может совершать только качание на угол, определяемый контактом одной пары калибров с прокатываемым металлом. Это качание осуществляется с помощью серег, связанных через радиально-упорный подшипник с поперечной балкой, установленной на фартуке суппорта станка, на месте подвилсного люйета.
Ввиду того что серьги установлены на сепаратОрах соосно с калибра., при продольном
перемещении суппорта режущий инструмент будет находиться в плоскости, проходящей через оси калибров рабочих валков.
Копировальное устройство 7 состоит из переставного .ролика, закрепленного па поперечном суппорте, направляющей копировальной линейки, жестко закрепленной на фартуке суппорта, пружин, обеспечивающих постоянное прилегание ролика к копиру и пеподвижной копировальной линейке, прикрепленной через тягу к задней бабке станка. Это устройство пр.и продольном перемещении суппорта обеспеч.ивает поперечное смещение режущего инструмента в соответствии с профилем копира. Нарезка и шлифовка ручья калибрО В производятся режущим устрой.ством 10, в котором устанавливается либо фрезерная, либо шлифовальная головка, при этом ось вращения инструмента параллельна оои прокатки.
Режущее устройство устанавливается на место резцедержателя.
Предмет изобретения
Устройство для попарной обработки калибров-валков планетарных станов инструментом, совершающим возвратно-поступательное движение с врезанием от копира, выполненное в виде установленной в шпинделе станка планшайбы с укрепленными на ней .с помощью нланетарных механизмов калибрами, оси которых перпендикулярны оси шпинделя станка, отличающееся тем, что, с целью воспроизведения рабочего движения калибров при обработке требуемого профиля, кинематическая взаимосвязь инструмента и калибров осуществлена посредством серег, устанавливаемых на вращающейся соосно с планшайбой обойме и соединяющ.их обойму .и оси обрабатываемых калибров, причем обойма выполнена подвижной вдоль оси шпинделя вместе с инструментальным суппортом, с которым последняя связана жестко.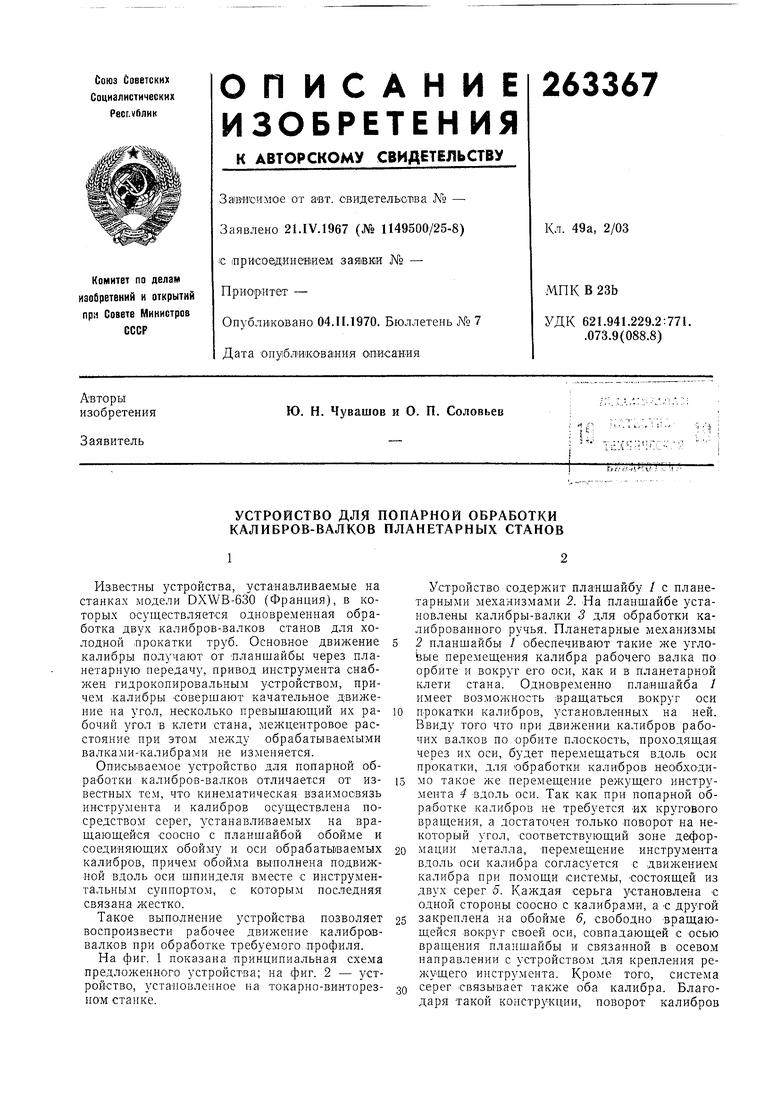
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к шлифовальному станку для обработки калибров валков | 1988 |
|
SU1688997A1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
| Способ изготовления ручьев наВАлКАХ | 1979 |
|
SU831277A1 |
| Рабочая клеть трубопрокатного стана | 1978 |
|
SU768498A2 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| Станок для чистовой обработки деталей с переменным сечением | 1988 |
|
SU1574442A1 |
| Устройство для резки проката | 1976 |
|
SU647066A1 |
| Технологический инструмент двухвалкового редукционного стана | 1988 |
|
SU1614875A1 |
| Двухвалковый калибр для продольной прокатки труб | 1982 |
|
SU1079321A1 |