Изобретение относится к обработке металлов давлением, в частности к трубопрокатному производству, и может быть использовано при холодной прокатке труб на валковых станах.
Известен технологический инструмент для холодной прокатки труб, состоящий из валков, гребень ручья которых выполнен по параболе, и оправки уменьшающегося поперечного сечения с параболической образующей, причем гребень ручья валка имеет порядок параболы, на единицу выше порядка параболы образующей оправки [1].
Однако использование такого инструмента не обеспечивает требуемую точность геометрических размеров прокатываемых труб вследствие отсутствия калибрующего участка на оправке и валках, а настроить прокатный стан по одному сечению, соответствующему геометрическим размерам готовой трубы, практически невозможно.
Известен технологический инструмент для холодной прокатки труб, содержащий конусную оправку и пилигримовые валки с ручьем, имеющим по длине развертки зону редуцирования, зону обжатия с углом наклона ее образующей к оси оправки больше угла наклона образующей оправки, предотделочную зону и зону калибровки. При этом образующая предотделочной зоны выполнена с углом наклона к оси оправки, составляющим 0,5-0,9 угла наклона образующей оправки, а длина предотделочной зоны составляет 0,3-0,6, длины обжимной зоны [2].
Недостатком данного технологического инструмента является то, что его использование ограничено только прокаткой труб из легких цветных металлов. Кроме того, переход из зоны обжатия в предотделочную зону и из предотделочной зоны в калибрующую предусматривает перепад образующих, что приводит к налипанию металла на оправку и валки.
Известен технологический инструмент для холодной прокатки циркалоевых оболочечных труб [3], характеризующийся тем, что:
- начало калибра имеет зону слабого редуцирования;
- максимум деформации находится в первой половине развертки;
- конусность в конце рабочей части минимальна (0,04 мм на 10o периметра бочки). Однако, как следует из текста, при использовании данного инструмента не удается полностью избежать образования мелких дефектов на трубах. Кроме того, данный инструмент используется лишь при прокатке циркалоевых сплавов.
Наиболее близким техническим решением к заявляемому является калибровка инструмента для станов холодной пилигримовой прокатки, в которой развертка калибровки внешнего и профиль внутреннего инструмента имеют форму постоянно вогнутой, преимущественно параболической кривой по всей рабочей длине.
При этом:
- постоянная, преимущественно параболическая кривая внутреннего инструмента и развертка наружного инструмента описываются одной математической функцией и обладают одинаковыми параболическими показателями;
- вход кривой в калибрующий участок происходит тангенциально и перекрывает цилиндрическую или коническую основную форму [4].
Поскольку параболическая кривая внутреннего инструмента и развертка наружного инструмента описываются одной и той же математической функцией и обладают одинаковыми параболическими показателями, не зависящими от свойств прокатываемого материала, применение данной калибровки не позволяет рационально использовать распределение деформации по длинам рабочего и калибрующего участков и обеспечить стабильность физико-механических свойств прокатываемых труб.
К тому же постоянно вогнутая по всей рабочей длине форма развертки внешнего и профиля внутреннего инструментов затрудняет построение конусного или иной формы внутреннего инструмента [5, 6].
Задача, решаемая заявляемым изобретением, - повышение точности, качества поверхности, стабильности механических свойств и снижение дефектности прокатываемых труб.
Указанная задача решается созданием оптимальных режимов деформации трубной заготовки за счет применения калибровки рабочего инструмента, которая рассчитывается с учетом физико-механических свойств металла и режимов прокатки данной заготовки.
Технический результат достигается тем, что в отличие от известной калибровки инструмента, выполненного в виде внешнего и внутреннего формообразующих инструментов, спрофилированных по всей рабочей длине в форме построенных на основе математических вычислений кривых, геометрия кривых профиля развертки внешнего инструмента и профиля внутреннего инструмента образована узловыми точками различных сплайн-функций [7, 8].
Технический результат достигается также тем, что на каждой стадии прокатки калибровка каждого отдельно взятого внешнего или внутреннего инструмента выполнена в виде единой кривой. Это также позволяет автоматизировать процесс изготовления профилей инструментов (например, с использованием станков с числовым программным управлением).
Для обеспечения стабильности физико-механических свойств прокатываемых труб, при расчете узловых точек кривых в качестве расчетных параметров сплайн-функций, наряду с геометрическими параметрами используют коэффициенты, учитывающие физико-механические свойства прокатываемого металла, например, такие как модуль упругости, предел текучести, коэффициент трения, а также режимы прокатки: степень деформации по толщине стенки и внутреннему диаметру трубы, величина подачи и т.п.
На фиг. 1 приведена предлагаемая развертка профиля гребня ручья наружного инструмента 1 и профиль внутреннего инструмента 2.
Где
АВ - обжимной участок наружного инструмента;
ВС - калибрующий участок наружного инструмента;
А1В1 - обжимной участок внутреннего инструмента;
В1С1 - калибрующий участок внутреннего инструмента;
точки 1,2, 3, . . . n-1, n - узловые точки сплайн-функции, образующие профиль наружного инструмента;
точки 1*, 2*, 3*,...n*-1, n* - узловые точки сплайн-функции, образующие профиль внутреннего инструмента.
Развертка профиля гребня ручья наружного инструмента АС выполнена в виде сплайн-функции S(x) степени k > 3, содержащей n - узловых точек.
Профиль внутреннего инструмента A1C1 выполнен в виде сплайн-функции S1(x) степени k1 > 3, содержащей n* - узловых точек.
Количество узловых точек сплайн-функций S(x) и S1(x) изменяется от 10 до 10000, в зависимости от типов применяемых прокатных станов и вида наружного инструмента: сегмент, кольцевой калибр.
В случае прокатки малопластичных металлов сплайн-функции S(x) и S1(x) имеют коэффициенты кривизны, стремящиеся к максимуму, а в случае прокатки пластичных металлов - к минимуму.
Для обеспечения стабильных физико-механических свойств прокатанного металла сплайн-функции S(x) и S1(x) рассчитываются исходя из условия снижения степени деформации по длине наружного и внутреннего инструмента.
Примеры использования заявленного инструмента.
Пример 1. Получение труб диаметром 9,13 мм циркониевого сплава
Zr - 1,0 Nb.
Заготовку для прокатки подвергали холодной деформации за три стадии до получения труб готового размера. Первую прокатку вели на стане ХПТ-55, наружный инструмент которого выполнен в виде полудисков. Вторую прокатку на стане KPW-25, наружный инструмент которого выполнен в виде кольцевых калибров, третью на стане KPW-18, наружный инструмент которого выполнен в виде кольцевых калибров.
Развертка профиля гребня ручья наружного инструмента и профиль внутреннего инструмента стана ХПТ-55 были образованы различными сплайн-функциями: S(x) степени k = 6, содержащей 50 узловых точек и S1(x) степени k1=4, содержащей 48 узловых точек.
Развертка профиля гребня ручья наружного инструмента и профиль внутреннего инструмента стана KPW-25 были образованы различными сплайн-функциями: S(x) степени k=4, содержащей 100 узловых точек и S1(x) степени k1 = 4, содержащей 80 узловых точек.
Развертка профиля гребня ручья наружного инструмента и профиль внутреннего инструмента стана KPW-18 были образованы различными сплайн-функциями: S(x) степени k=6, содержащей 300 узловых точек и S1(x) степени k1=5, содержащей 250 узловых точек.
Расчет узловых точек производился по формуле:
Dk=K1/[(K1-K)/Dk-1 + K-1], где
D1 - диаметр внутреннего инструмента в n-сечении,
Kt = f(G,σ0,2,E,..) - коэффициент, зависящий от физико-механических свойств металла,
G - модуль сдвига,
σ0,2 - предел текучести,
E - модуль упругости,
K = f(m,μ,Q,..) - коэффициент, зависящий от условий прокатки,
m - величина подачи металла,
μ - вытяжка за проход,
Q - отношение степени деформации по толщине стенки к степени деформации по внутреннему диаметру трубы.
В приведенном примере K1 =[15,07 - 33], K = [0,604 - 1,82].
После получения труб диаметром 9,13 мм был осуществлен контроль геометрических размеров: отклонение по наружному диаметру составило до 30 мкм, отклонение по внутреннему диаметру не превысило 25 мкм. На наружной и внутренней поверхностях дефектов прокатного производства не выявлено. Исследования механических свойств по длине и сечению прокатанных труб показали, что разброс значений не превышает 2%. Для труб, выпускаемых по существующей технологии, разброс вышеуказанных значений до 10%.
Пример 2. Получение труб диаметром 25,4 мм из титанового сплава ВТ1-0
Заготовку для прокатки подвергали холодной деформации за две стадии до получения труб готового размера.
Первую прокатку вели на стане ХПТ-55, наружный инструмент которого выполнен в виде полудисков. Вторую прокатку - на стане ХПТ-32, наружный инструмент которого выполнен также в виде полудисков.
Развертка профиля гребня ручья наружного инструмента и профиль внутреннего инструмента стана ХПТ-55 были образованы различными сплайн-функциями: S(x) степени k=4, содержащей 80 узловых точек и S1(x) степени k1=6, содержащей 80 узловых точек.
Развертка профиля гребня ручья наружного инструмента и профиль внутреннего инструмента стана ХПТ-32 были образованы различными сплайн-функциями: S(x) степени k= 5, содержащей 120 узловых точек и S1(x) степени k1=4, содержащей 200-узловых точек.
После получения труб диаметром 25,4 мм был осуществлен контроль геометрических размеров: отклонение по наружному диаметру составило до 150 мкм, отклонение по внутреннему диаметру не превысило 120 мкм. На наружной и внутренней поверхностях дефектов прокатного производства не выявлено. Исследования механических свойств по длине и сечению прокатных труб показали, что разброс значений не превышает 5%. Для труб, выпускаемых по существующей технологии, разброс вышеуказанных значений до 10%.
В настоящее время на ОАО "Чепецкий механический завод" проходят опытно-промышленные испытания труб, полученных с применением калибровок инструмента для холодной прокатки по заявляемому способу.
Источники информации
1. А.С. СССР N 534261, МКИ B 21 B 21/02, публ. 05.11.76. БИ N 41.
2. А.С. СССР N 822937, МКИ B 21 B 21/02, публ. 23.04.81. Б.И. N 15.
3. S. Reschke, A. Schaa und T. Grimmelsmann, VERBESSERUNG DES HERSTELLUNGSVERFAHRENS FUR ZIRCALOY-HULLROHRE. Metall. 1986. H. 40, N 4, S. 338-346.
4. Патент ФРГ N 1777043, 1971.
5. З. А. Кофф, П. М. Соловейчик, В.А. Алешин, М.И. Гришпун. Холодная прокатка труб. Металлургиздат. Свердловск. 1962.
6. Glen Stapleton. "COLD PILGER TECHNOLOGY", 1683 W. 216 th Street Sheridan, USA. 1996.
7. И. Н. Бронштейн. К.А. Семендяев. Справочник по математике. Москва. Наука. 1986. Стр. 504.
8. К. ДЕ БОР. Практическое руководство по сплайнам. Москва. Радио и связь. 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАЛИБРОВКА ИНСТРУМЕНТА ДЛЯ ПРОКАТКИ ТРУБ | 2007 |
|
RU2354467C2 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2133161C1 |
| Технологический инструмент дляХОлОдНОй пРОКАТКи ТРуб | 1979 |
|
SU822937A1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Инструмент для периодической деформации труб | 1987 |
|
SU1437119A1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ НА ОСНОВЕ ЭПОКСИДНОЙ СМОЛЫ | 2000 |
|
RU2213115C2 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2414975C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| Способ обработки передельных горячекатаных труб-заготовок из стали для получения бесшовных холоднокатаных труб высокой точности | 2020 |
|
RU2733522C1 |
Изобретение относится к трубопрокатному производству и может быть использовано при холодной прокатке труб на валковых станах. Задача, решаемая изобретением, - повышение точности, качества прокатываемых труб. Калибровка инструмента для холодной прокатки труб характеризуется тем, что кривые профиля развертки внешнего и профиля внутреннего инструментов являются геометрическим местом узловых точек различных сплайн-функций. Обжимной и калибрующий участки каждого отдельно взятого внешнего или внутреннего инструмента выполнены в виде единой кривой. В расчетах калибровки наряду с геометрическими параметрами сплайн-функций расчетных кривых используются коэффициенты, определяющие физико-механические свойства прокатываемого материала и режимы прокатки. Изобретение обеспечивает изготовление труб высокой точности, с качественной поверхностью и стабильными механическими свойствами. 2 з. п. ф-лы, 1 ил.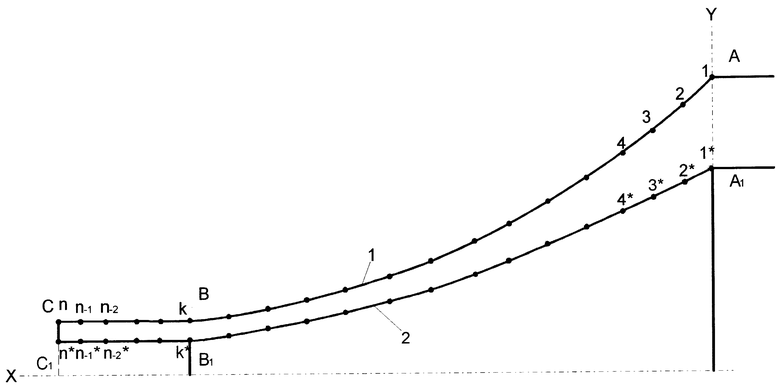
| Устройство для измерения потери веса материалов в вакууме | 1990 |
|
SU1777043A1 |
| Технологический инструмент стана холодной прокатки труб | 1975 |
|
SU534261A1 |
| Технологический инструмент дляХОлОдНОй пРОКАТКи ТРуб | 1979 |
|
SU822937A1 |
| Деформирующий инструмент пилигримового стана | 1987 |
|
SU1477489A1 |
| Валок пилигримового стана | 1986 |
|
SU1419771A2 |
| 1979 |
|
SU825215A1 |

