1
Изобретение относится к области механической обработки материалов, а именно к приспособлениям для закрепления деталей на станках с ЧПУ.
Известна базовая плита универсальноналадочного приспособления к станкам с ЧПУ, содержащая взаимно перпендикулярные базовые пазы и отверстия 1.
Однако эта плита имеет ограниченные технологические возможности, так как положение базовых пазов и отверстий постоянно.
Цель изобретения - расширение технологических возможностей базовой плиты путем обеспечения возможности изменени я в плоскости положения базовых отверстий.
Это достигается тем, что плита снабжена каретками и линейками с отверстиями, при этом в каретках выполнены пазы, в которых с возможностью перемещения установлены линейки, а плита и каретки снабжены элементами крепления каретки относительно плиты и линейки относительно каретки.
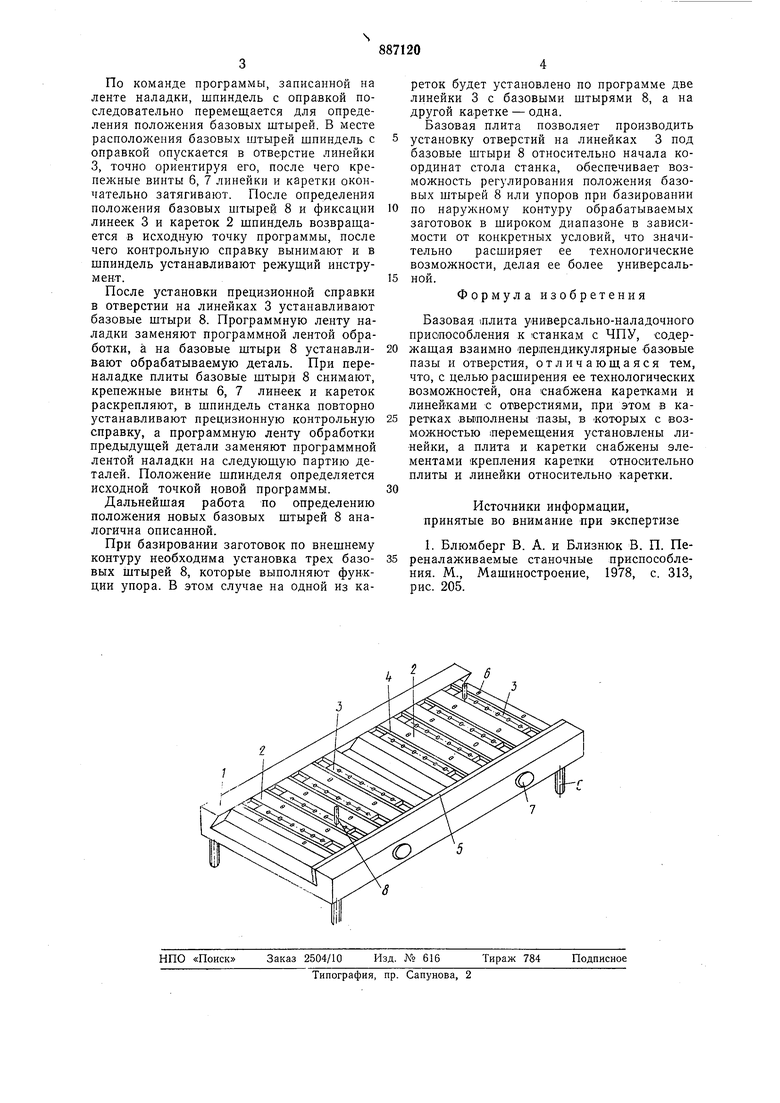
На чертеже изображена базовая плита, общий вид.
В базовой плите 1 при помощи внутреннего паза типа «ласточкин, хвост установлены каретки 2, в пазах которых размещены линейки 3. Для устранения зазоров при креплении подвижных элементов в пазах типа «ласточкин хвост установлены клинья как для фиксации линеек 4, так и для фиксации кареток 5 при помощи винтов 6 и 7. Обрабатываемые детали фиксиS руются базовыми штырями 8. Плита крепится на столе станка болтами 9.
Установка пе менее двух однотипных линеек с рядом отверстий в каждой каретке 2 необходимо для уменьшении зазора между каретками при установке обрабатываемых деталей различной формы, что увеличивает опорную площадь детали, уменьшая ее провисание, а также улучшает базирование детали по наружному контуру. Значительное число отверстий на каждой линейке 3 необходимо для упрощения настройки приспособления, а также для обеспечения базирования детали по наружному контуру.
Базовая плита используется следующим образом.
Плита устанавливается на .рабочий стол станка и крепится болтами 9. Крепежные винты 6, 7 кареток и линеек не затянуты и базовые штыри 8 не установлены. В шпиндель станка устанавливается прецизионная контрольная справка (на чертеже не показана). Положение шпинделя определяется исходной точкой программы.
По команде программы, записанной на ленте наладки, шпиндель с оправкой последовательно перемещается для определения положения базовых штырей. В месте расположения базовых штырей шпиндель с оправкой опускается в отверстие линейки 3, точно ориентируя его, после чего крепежные винты 6, 7 линейки и каретки окончательно затягивают. После определения положения базовых штырей 8 и фиксации линеек 3 и кареток 2 шпиндель возвращается в исходную точку программы, после чего контрольную справку вынимают и в шпиндель устанавливают режущий инструмент.
После установки прецизионной справки в отверстии на линейках 3 устанавливают базовые штыри 8. Программную ленту наладки заменяют программной лентой обработки, а на базовые штыри 8 устанавливают обрабатываемую деталь. При переналадке плиты базовые штыри 8 снимают, крепежные винты 6, 7 линеек и кареток раскрепляют, в шпиндель станка повторно устанавливают прецизионную контрольную справку, а программную ленту обработки предыдущей детали заменяют программной лентой наладки на следующую партию деталей. Положение шпинделя определяется исходной точкой новой программы.
Дальнейшая работа по определению положения новых базовых штырей 8 аналогична описанной.
При базировании заготовок по внешнему контуру необходима установка трех базовых штырей 8, которые выполняют функции упора. В этом случае на одной из кареток будет установлено по программе две линейки 3 с базовыми штырями 8, а на другой каретке - одна.
Базовая плита позволяет производить установку отверстий на линейках 3 под базовые штыри 8 относительно начала координат стола станка, обеспечивает возможность регулирования положения базовых штырей 8 или упоров при базировании
по наружному контуру обрабатываемых заготовок в широком диапазоне в зависимости от конкретных условий, что значительно расширяет ее технологические возможности, делая ее более универсальной.
Формула изобретения
Базовая ялита универсально-наладочного приспособления к станкам с ЧПУ, содержащая взаимно перпендикулярные базовые пазы и отверстия, отличающаяся тем, что, с целью расширения ее технологических возможностей, она снабжена каретками и линейками с отверстиями, при этом в каретках выполнены пазы, в Которых с возможностью (Перемещения установлены линейки, а плита и каретки снабжены элементами крепления каретки относительно плиты и линейки относительно каретки.
Источники информации, принятые во внимание при экспертизе
1. Блюмберг В. А. и Близнюк В. П. Пе35 реналаживаемые станочные приспособления. М., Машиностроение, 1978, с. 313, рис. 205.
| название | год | авторы | номер документа |
|---|---|---|---|
| Базовая плита универсально-наладочного приспособления | 1987 |
|
SU1466908A2 |
| Базовая плита универсально-наладочного приспособления | 1986 |
|
SU1348129A1 |
| Универсальное приспособление для установки деталей на станках с ЧПУ | 1986 |
|
SU1454640A1 |
| Стол для закрепления деталей | 1987 |
|
SU1505746A1 |
| Гибкий производственный модуль | 1988 |
|
SU1593915A1 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ ДЕТАЛЕЙ | 1992 |
|
RU2024382C1 |
| Способ настройки станка с программным управлением | 1984 |
|
SU1238944A1 |
| Устройство для автоматической смены инструмента на металлорежущем станке | 1982 |
|
SU1065132A1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2003 |
|
RU2287420C2 |
