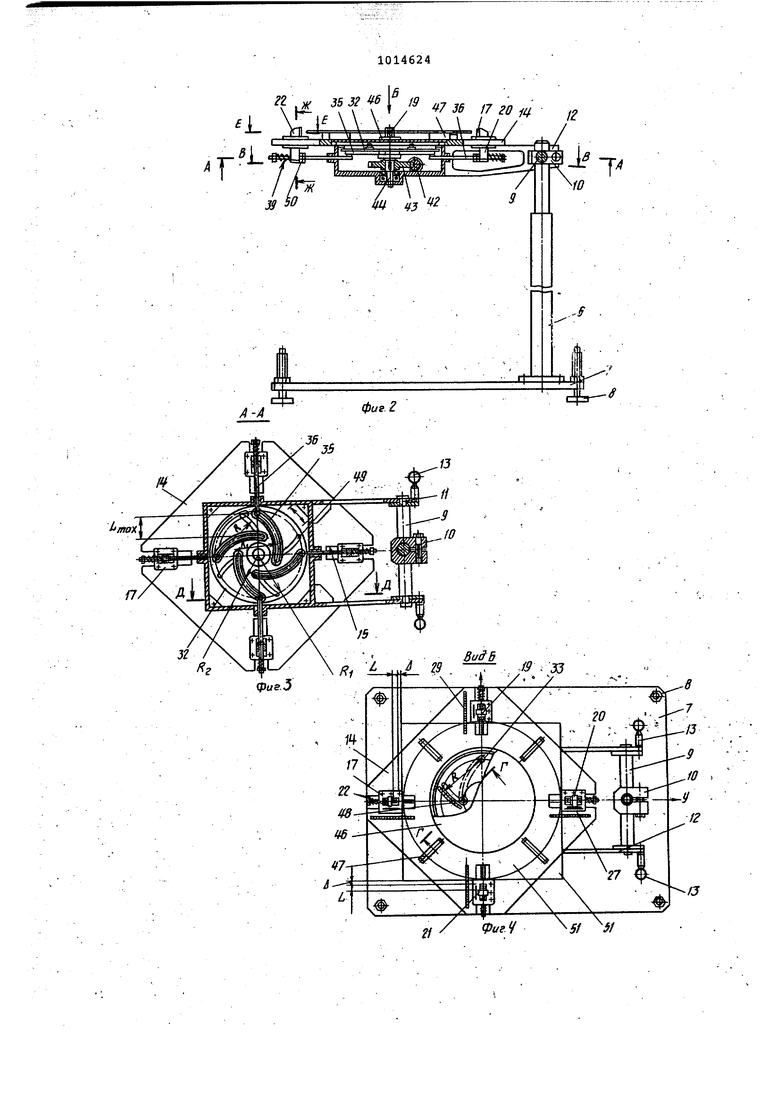
Изобретение относится к обработке металлов давлением и может быть использовано при автоматизации техноло гических процессов многопереходной листовой штамповки. Известна автоматизированная линия для штамповки, содержащая два, установленные в последовательности выпол нения .технологических переходов,штам повочных пресса, один из которых оснащен транспортером для подачи заготонок и роботом для перемещения заго товок от пресса на промежуточный стол, а другой - роботом для перемещения заготовок с промежуточного сто ла в ра:бочую зону fl. Недостатком этой автоматизированной линии является невозможность штамповки заготовок различных типоразмеров без переналадки штампов и роботов ввиду отсутствия на промежуточном столе ориентирующих устройств Наиболее близким к предлагаемому по технической сущности и достигаемо му результату является автоматизированная линия для многопереходной лис товой штамповки, содержащая по меньшей мере два, установленных в последовательности выполнения технологических переходов, штамповочных пресса, из которых первЕлй по ходу технологического процесса оснащен н-акопителем и средствами перемещения заготовок, в 1астности роботом, на проме жуточный стол с узлом Ориентировани включающим плиту с центральной осью радиальными пазами, установленныев радиальных пазах с возможностью возвратно-поступательного перемещения, снабженные пружинами сжатия упоры, и привод, другой - оснащен средствами перемещения заготовок, в частност роботом, с промежуточного стола в ра бочую зону С23. Однако известная автоматизированная линия характеризуется недостаточ ной надежностью работы и точностью изделий с несоосно расположенными участками, подвергаемьлми обработке. Цель изобретения - повышение надежности работы линии и точности изделий с несоосно расположенными участ ками, подвергаемыми обработке. Для достижения указанной цели в автоматизированной линии для многопереходной листовой штамповки, содержащей ho меньшей мере два, установ,ленных в последовательности выполнения технологических переходов, штамповочных пресса, из которых первый.по ходу технологического процесса оснащен накопителем и средствами перемещения заготовок, в частности роботом на прокЕжуточный стол с узлом ориентирования; включающим плиту с центральной осью и радиальными пазами, установленные в радиальных пазах плиты с возможностью возвратно-поступательного перемещения, снабженные пружинами сжатия упоры, и привод, другой - оснащен средствами перемещения заготовок, в частности роботом, с промежуточного стола в рабочую зону, стол снабжен установленным на центральной оси плиты с возможностью поворота и кинематически связанным с : приводом диском с криволинейными пазами на торцовой поверхности, размещенными на диске с возможностью качательного движения в горизонтальной плоскости криволинейными пластинами с продольным пазом и осью, расположенной в криволинейном пазу диска с возможностью относительного смещения, упоры снабжены тягой с- осью и роликом, установленным на оси с возможностью взаимодействия с продольным пазом пластины. Кроме того, упоры снабжены сменной вставкой с цилиндрической рабочей поверхностью. На фиг.1 изображена автоматизироэанная линия, общий вид; на фиг.2 промежуточный стол, вид сбоку; на фиг.3 - разрез А-Л на фиг.2; на фиг.4вид Б на фиг.2; на фиг,5 - разрез В-В на фиг.2; на фиг.б - разрез Г-Г на фиг.4/ на фиг.7 - разрез Д-Д на фиг.З}, на фиг.8 - разрез Е-Е на фиг.2; на фиг.9 - разрез Ж-Ж на фиг.2} на фиг.10 - карта настройки узла ориентирования промежуточного стола при переориентации контура заготовки относительно зеркала матрицы штампа при изменении координат центров давления 5 и 52 контура заготовки на первом и втором переходах. Автоматизированная линия для многопереходной листовой штамповки содержит штамповочные прессы 1, накопитель ( магазинное устройство ) 2 , роботы 3, промежуточные столы 4 и тару 5 для отштампованных деталей. Промежуточный стОл 4 содержит стойку б, закрепленную на основании 7- с регулируемыми упорами 8. В верхней части стойки б установлена тра- . верса 9 с.возможностью вертикальной регулировки относительно стойки 6 при помощи зажима 10. На осях 11 траверсы 9 с возможностью вращения вокруг горизонтальной оси траверсы 9 установлен корпус 12, который зафиксирован в горизонтальной плоскости относительно траверсы 9 при помощи фиксаторов 13. На плите 14 корпуса 12 выполнены радиальные пазы 15, в которых установлены с возможностью регулирования положения вдоль оси радиальных пазов 15 при помощи установочных винтов 16 направляющие 17, в продольных отверстиях 18 которых с возможностью возвратно-поступательноного перемещения установлены упоры 19-22, Направляющая часть которых выполнена в виде сменных вставок 23, закрепленных при помощи винтов 24 и имеющих цилиндрическую рабочую поверхность. Дпя настройки промежуточных 4 . при переориентации контура детали относительно зеркала матрицы «р положения, соответствующего предыдущему переходу, на положение соответствующее последующег гу переходу, на .упорах 19-22 закреплены стрелки 25, риски 26 которых лежат на прямых-касательных, проведенных к .рабочим поверхностям вставок 23 перпендикулярно прЬдольным осям отверстия 18; на направляющих 17 закреплены делительные линейки 27 параллельнопродольным осям отверстий 18; при этом нулевые деления 28 делительных Линеек 27 лежат на прямых, про веденных по краю коротких сторон отверсти1й 18 перпендикулярно их продольным осям.
На плите 14 закреплены делительные линейки 29 -параллельно продольным осям радиальных пазов 15; при этом нулевые деления линеек 29 совпадают с центром симметрии плиты 14, на направляющих 17 закреплены стрелки 30, риски 31 которых, так же как и нулевые деления J28 делительных линеек 27, лежат на пряг.1ых, проведенных по краю коротких сторон отверстий 18 перпендикулярно их продольным осям. Внутри корпуса 12, смонтирован диск 32, .на котором при помощи неподвижных осей 33 и подвижных осей 34 закреплены с возможностью регулировки положения относительно диска 32 при помощи неподвижных осей 33 криволинейные пластины 35 с продольными пазами. Плас-тины 35 связаны с упорами 19-22 посредством толкателей 36 с роликами 37, которые закреплены при помощи осей 38. На толкателях 36Установлены пружины 39 сж-атия. Привод вращения диска 32 содержит сдвоенный пневмоцилиндр 40 с поршнями 41 и шток рейку 42, шестерню 43, смонтированную на центральной оси 44, на конце которой закреплен диск 32. На шток-рейке 42 закреплен упор 45 для регулировки величины хода поршней 41 сдвоенного пневмоцилиндра 40. На плите 14 корпуса 12 закреплена пластина 46 с установочными опорами 47. На диске 32 закреплены делительные линейки 48 для настройки величины хода упоров.19-22 и выполнены криволинейные пазы 49.
На толкателях 36 установлены регулировочные гайки 50.
Позицией 51 обозначена листовая заготовка произвольной формы (круглой квадрат ной ит.п.).
Автоматизированная линия работает следующим образом
Поскольку при многопереходной штамповке изделий с несоосно расположенными участками, подвергаемыми об; работке, а следовательно, с -изменяемыми координатами.центра давления необходима переориентация контура заготовки относительно зеркала матрицы штампа при передаче ее с позиции на позицию, требуется настройка узла ориентирования промежуточного стола 4. Дпя этогопромежуточные столы 4, входящие в состав автоматизированной линии, устанавливаются между прессами 1 на равном расстоянии от продольных осей а , б , в прессов 1; при этом центры симметрии плит 14 промежуточных столов 4 лежат на одной прямой с осями хвостовиков прессов 1. Опорная поверхность, установочных -опор 47 при помост регулируемых опор
8 выставляется на одном-уровне с зерiкалом матриц от уровня пола. Затем согласно карте настройки производит.ся настройка узла ориентирования промежуточных столов 4 для переориентации контура детали относительно зер-гкала матрицы при передаче ее роботами
.3 с предыдущего перехода на последую щий. Так, при переориентации контура загчэтовки 51 с положения, соо ветствующего 1-му -переходу, на положение контура, соответстйующее |1 -му переходу (фиг.1) , направляющие 17 упоров 19-22 устанавливаются относительно делительных линеек 29 при помощи рисок 31 стрелок 30 от центра симметрии плиты 14 промежуточного стола 4 на расстоянии, равном соответствующей координате центра давления 5„ контура заготовки на Н переходе, а именно: направляющая 17 упора 19 на расстоянии {х + направляющая 17 упора 20 на расстоянии (v,+ Л) , направляющая 17 упора 21 на расстоянии (х, 4-л ), а направляющая 17 упора 22 на расстоянии (Уф+Л) , где Д- зазор между сменными вставками -23 упоров 19-22 и заготовкой 51 при соверйении упорами 19-22 рабочего хода L, , когда сменные вставки 23 упрутся в торцы коротких рторон отверстий 18 направляющих 17, при этом зазор А должен лежать в пределах допуска позиционирования заготовки 51 роботами 3. Затем производится настройка величины рабочих ходов L, упоров 19-22. В общем случае величина рабочих ходов упоров 19-22
равна д® 1
личина разброса координат центров давления 5 и Sg контура детали на предыдущем и последующем переходах по осям к или У } Ug - дополнительный ход упоров 19-22 для поджатия
сменных вставок 23 к то{5цу коротких сторон отверстий 18 в направляющих 17; Ua - расширение зоны загрузки заготовки 51 относительно сменных вставок 23 упоров 19-22. Величины L L,j выбираются произвольно. Максимальный ход упоров 19-22 равен максималь ной величине разброса координат цент ров давления контура детгши с учетом величин L.2 Конструктивно он ра-вен Затем осуществляется настройка не личины рабочих ходов упоров 19-22 Для этого толкатели 36 с роликами 37 выводятся в исходное положение, при этом оси 38 роликов 37 расположены по радиусу R , пластина 46 снимается с плиты 14, затем упоры 19-22 с закрепленными на них стрелками 25 . с рисками 26 перемес1аются относитель но продольных осей отверстий 18 направляющих 17 при помощи гаек 50 относительно нулевых делений 28 делительных линеек 27 согласно расчетным величинам рабочих ходов Ц упоров 1922. Так, упор 19 перемещается на величину C-,9()+L,j, упор 20 перемещается на величину L2o(-v.j) tL,3 5 упоры 21 и 22 перемещаются на величи ну 2г -3 Затем при пёреме-щении Лодвижных осей 34 криволинейны пластин 35 с направляющими пазами по криволинейным пазам 49 в диске 32 по радиусу R относительно делительных линеек 48 производится настройка величины рабочих ходов упоров 19-22. Так, упор 19 настраивается на рабочий ход ()-«-и2-«- -.з ) УП°Р 20 на рабочий ход 1,20(т, ры 21 и 22 - на рабочий .ход Ug jf L,2 1-.,, тем самым обеспечивается поджатие сменных вставок 23 упоров 19-22 к торцу коротких сторон отверстий 18 направляющих 17 на-величину Lj при рабочих ходах упоров 19-22. Зазор Л между сменными вставками 23 упоров 19-22 и заготовкой 51 проверяется при помощи щупа.. Аналогичным образом осуществляется настройка узлов ориентирования промежуточного стола 4 для передачи заготовок 51 со второго на третий переход штамповки. Далее стопа листовых заготовок 5Д укладывается в ориентированном положении в магазинное устройство 2. Все устройства, входящие в линию, выведены в исходное . положение. Включается система управления роботами 3, которая обеспечивает последовательное выполнение команд, поступающих к соответствующим механизмам устройств,входящих в состав автоматизированной линии, в соответствии с заданным циклом их работы. После того, как роботы 3 перенесут заготовки 51 с предыдущих переходов на промежуточные столы 4, сработают конечные выключатели (не показаны), дающие команду в систему управления о наличии на промежуточных столах 4 очередных заготовок 51, сработают сдвоенные пневмоцилиндры 40, поршни 41 которых переместят шток-рейки 42, взаимодействующие с шестернями 43, при этом происходит вращение центральных осей 44 с закрепленными на них дисками 32 а криволинейными пластинами 35 с направляющими пазами, которые через толкатели 36 с роликами 37 и пружинами 39 сжатия взаимодействуют с упорами 19-22, совершающими рабочий ход вдоль продольных осей отверстий 18 направляющих 17. Заготовки 51 при этом переориентируются для передачи их роботами 3 на последующие переходы. Как только роботы 3 перенесут заготовки 51 на последующие переходы, сработают сдвоенные пневмоцилиндры 40, которые выведут упоры 19-22 в исходное положение для принятия заготовок 51 с предыдущих переходов. Робот 3 на I -ом переходе ле- ; вой рукой захватывает заготовку 51 . из магазинного устройства 2, а правой рукой - заготовку 51 после первого перехода. На И -ом и Щ-ем переходах роботы 3 левой рукой захватывают заготовки 51, переориентированные на промежуточных столах 4 с положения, соответствующего предыдущему переходу, на положение, соответствующее последующему переходу, а правой рукой захватывают заготовки 51, полученные на последующих переходах П и Ж . Затем каретки с руками роботов 3 совершают поперечный сдвиг относительно фронтальной плоскости прессов 1, осуществляя последовательный перенос заготовок 51 с одного перехода на другой. Готовая деталь стретьего, перехода сбрасывается роботом 3 в тару 5. Предлагаемая авт омат из ирован н ая линия для многопереходной листовой штамповки более надежна в работе по сравнению с известными и позволяет повысить точность изделий с несоосно расположенными.участками, подвергаемыми обработке.
2 -д. 3B52Wr ,9
Ч-7 36 17 го ii4
IZ

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1013042A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Линия для многопереходной штамповки деталей из листового материала | 1987 |
|
SU1433587A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1163943A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1988 |
|
SU1516198A1 |
| Линия горячей штамповки | 1983 |
|
SU1119826A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1461566A2 |

1. АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ МНОГОПЕРЕХОДНОЙ ЛИСТОВОЙ ЮТАМПОВКИ, содержащая по меньшей мере два, установленных в последовательности выполнения технологических переходов штамповочных пресса, из которых первый по ходу технологического процесса оснащен накопителен и средствами перемещения заготовок, в частностироботом, на промежуточный стол с узлом ориентирования, включающим плиту с центральной осью и радигьльными пазаNMг упоры, установленные в радиальньт пазах плиты с возможностью возвратно поступательного перемещения, снабженные пружинами сжатия, к привод, другой-оснащен средствами перемещения заготовок с промежуточного стола в рабочую зону, в частности роботом, отличающаяся тем, что, с целью повышения надежности работы линии и точности изделий с несоосно расположенными участками, подвергаемыми обработке, стол снабжен установленным на центральной оси плиты с возможностью поворота и кинематически связанным с приводом диском с криволинейными пазами на торцовой поверхности, размещенными на диске с возможностью качательного движения в горизонтальной плоскости криволинейными пластинами с продольным пазом и осью, расположенной в криволинейном пазу диска с возможностью относительного смещения, упоры снабжены тягой с осью и роликом, установленным на оси с возможностью взаимодействия с про- S дольным пазом пластины. 2. Линия ПОП.1, отличающа я с я тем, что упоры снабжены сменной уставкой с цилиндрическбй рабочей поверхностью.
55
A-A
f 7 Фиг. N/ М 1 I I I. 1/ T- 1 I iX iFl ZZZA , JO сригЗ
/7
Ш: Х
/-/
J5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кривицкий А.Л.и др | |||
| Лвтомати ческие комплексы и линии с применением промышленных роботов модульного исполнения | |||
| - Кузнечно-штампОвочное производство, 1981, № 12, с.17-18, рис.2 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке №-3381001, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| (прототип).,. | |||
