Известны устройства для сварки пакетов из листовых термопластичных материалов, содержащие механизм для подачи листа, режущий нож, приспособление для гибки заготовки, сварочное устройство, выполненное в виде подвижных и неподвижных высокочастотных электродов, съемник и пульт управления.
В предложенном устройстве приспособление для гибки заготовки выполнено в виде направляющей матрицы и пуансона, на конце которого укреплен наконечник со встроенным нагревательным элементом, а съемник расположен между неподвижными электродами и выполнен в виде подпружиненного зуба, имеющего скос со стороны рабочего хода пуансона, благодаря чему можно сваривать пакеты из листов толщиной, например, до 1,2 мм.
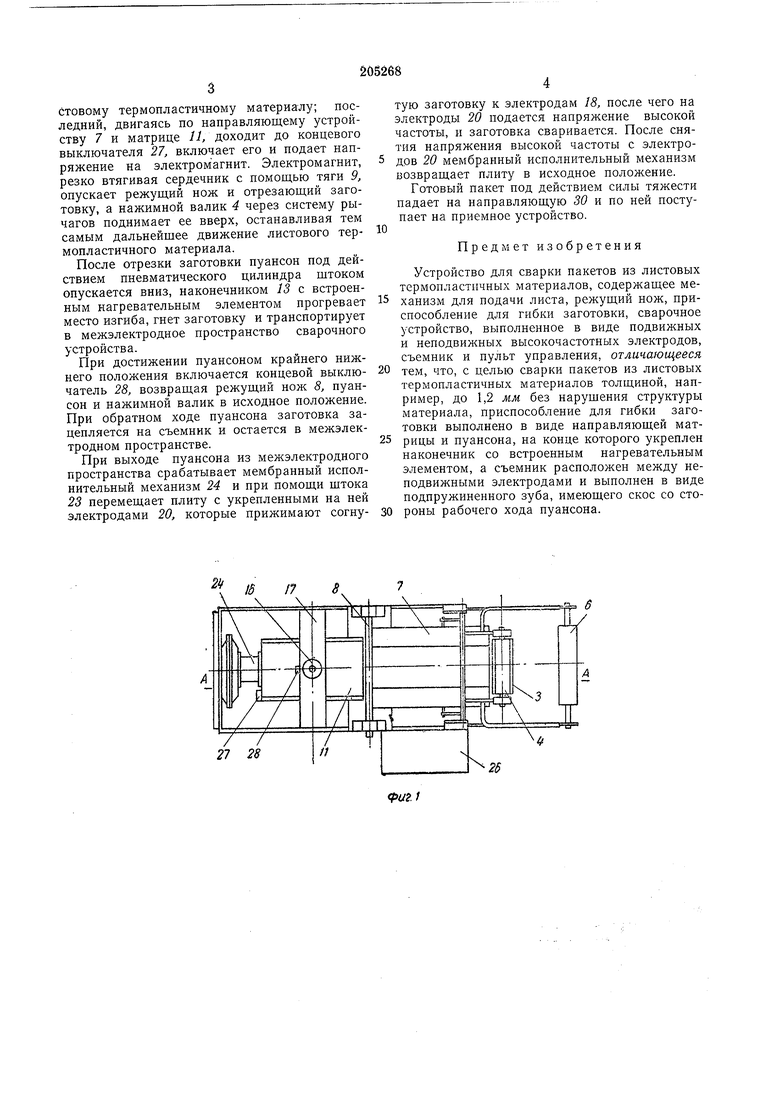
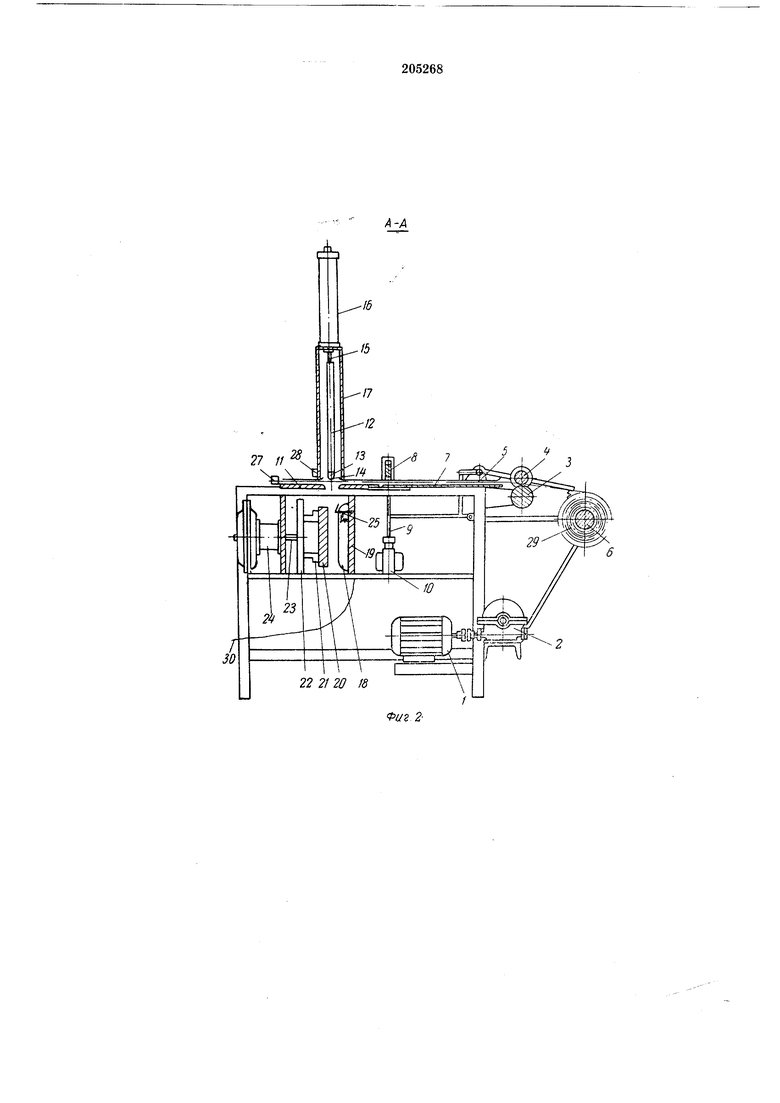
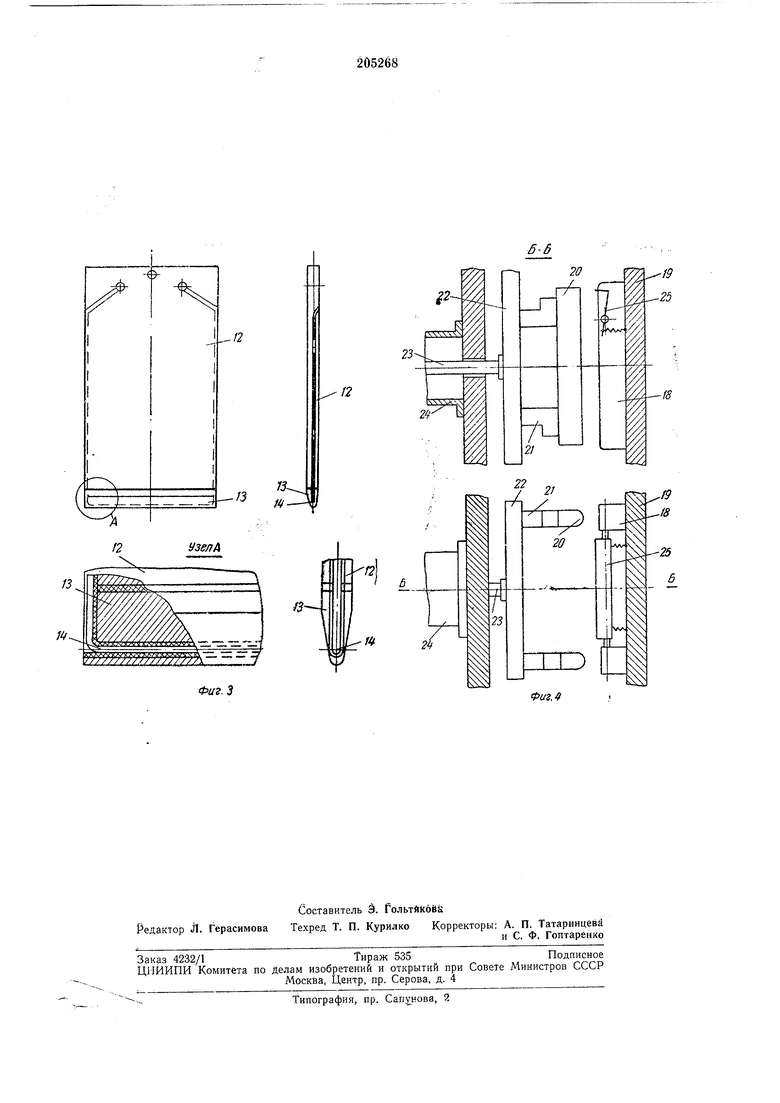
На фиг. 1 показан вид устройства сверху; на фиг. 2 - разрез по А-А; на фиг. 3 - конструкция пуансона с наконечником; на фиг. 4 - сварочное устройство.
Устройство содержит электродвигатель /, червячный редуктор 2, ведущий вал 3, нажимной валик 4, служащий для прижатия листового термопластичного материала 5 к ведущему валику 6. укрепленный на основании устройства для навещивания рулонов листового термопластичного материала. Направляющее устройство 17 закреплено на основании. Режущий нож 3 выполнен в ви;1е гильотины и соединен тягой 9 с электромагнитом 10. Приспособление для гибки выполнено в виде направляющей матрицы 11 и пуансона 12, на конце которого укреплен наконечник 13 со встроенным нагревательным элементом 14. Пуансон подвещен на штоке 15 к пневматическому цилиндру 16, укрепленному на стойках 17. Сварочное устройство состоит из электродов 18, укрепленных на неподвижном основании 19 к электродов 20, к которым от генератора подводится напряжение высокой частоты, укрепленных с помощью изоляторов 21 на горизонтально перемещающейся плите 22, соединенной щтоком 23 с мембранным исполнительным механизмом 24, закрепленным на основании устройства.
Съемник 25 расположен между электродами 18 и выполнен в виде подпружиненного зуба, имеющего скос со стороны рабочего хода пуансона. Для автоматического управления устройства служит электрический пульт управления 26 и концевые выключатели 27 и 28.
Рулон 29 листового термопластичного материала навещивается на валик 6.
Устройство работает следующим образом.
От двигателя / через червячный редуктор 2 вращается ведущий вал, к которому нажимным валиком 4 прижат листовой термопластичный материал. В результате этого нажатия движение от В дуще-о за.ла 3 перел
стовому термопластичному материалу; последний, двигаясь по направляющему устройству 7 и матрице 11, доходит до концевого выключателя 27, включает его и подает напряжение на электромагнит. Электромагнит, резко втягивая сердечник с помощью тяги 9, опускает режущий нож и отрезающий заготовку, а нажимной валик 4 через систему рычагов поднимает ее вверх, останавливая тем самым дальнейщее движение листового термопластичного материала.
После отрезки заготовки пуансон под действием пневматического цилиндра щтоком опускается вниз, наконечником 13 с встроенным нагревательным элементом прогревает место изгиба, гнет заготовку и транспортирует в межэлектродное пространство сварочного устройства.
При достижении пуансоном крайнего нижнего положения включается концевой выключатель 28, возвращая режущий нол 8, пуансон и нажимной валик в исходное положение. При обратном ходе пуансона заготовка зацепляется на съемник и остается в межэлектродном пространстве.
При выходе пуансона из межэлектродного пространства срабатывает мембранный исполнительный механизм 24 и при помощи штока 23 перемещает плиту с укрепленными на ней электродами 20, которые прижимают согнутую заготовку к электродам 18, после чего на электроды 20 подается напряжение высокой частоты, и заготовка сваривается. После снятия напряжения высокой частоты с электродов 20 мембранный исполнительный механизм возвращает плиту в исходное положение.
Готовый пакет под действием силы тяжести падает на направляющую 30 и по ней поступает на приемное устройство.
Предмет изобретения
Устройство для сварки пакетов из листовых термопластичных материалов, содержащее механизм для подачи листа, режущий нож, приспособление для гибки заготовки, сварочное устройство, выполненное в виде подвижных и неподвижных высокочастотных электродов, съемник и пульт управления, отличающееся тем, что, с целью сварки пакетов из листовых термопластичных материалов толщиной, например, до 1,2 мм без нарушения структуры материала, приспособление для гибки заготовки выполнено в виде направляющей матрицы и пуансона, на конце которого укреплен наконечник со встроенным нагревательным элементом, а съемник расположен между неподвижными электродами и выполнен в виде подпружиненного зуба, имеющего скос со стороны рабочего хода пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания контейнеров из рукавного термопластичного материала | 1973 |
|
SU473644A1 |
| Вырубной штамп с эластичной матрицей | 1985 |
|
SU1278074A1 |
| Штамп последовательного действия | 1990 |
|
SU1785470A3 |
| Устройство для изготовления изделий из термопластов методом сварки токами высокой частоты | 1981 |
|
SU979137A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп последовательно совмещенного действия | 1991 |
|
SU1794550A1 |
| Устройство для упаковки продуктов в пакеты из рукавного полимерного материала | 1976 |
|
SU654493A1 |
/ / 27 28
2S
12
-MJ lif
УзелА
вtf CCK f ftQ 33S /y чууУУХ „ 71 г л /////7///У////7//// .7
Фиг.З
20
-19
/ г -25
25///
-(8
t
2J
,(9 -/(
x/
2Q
-25
:5
23
Фиг. 4
