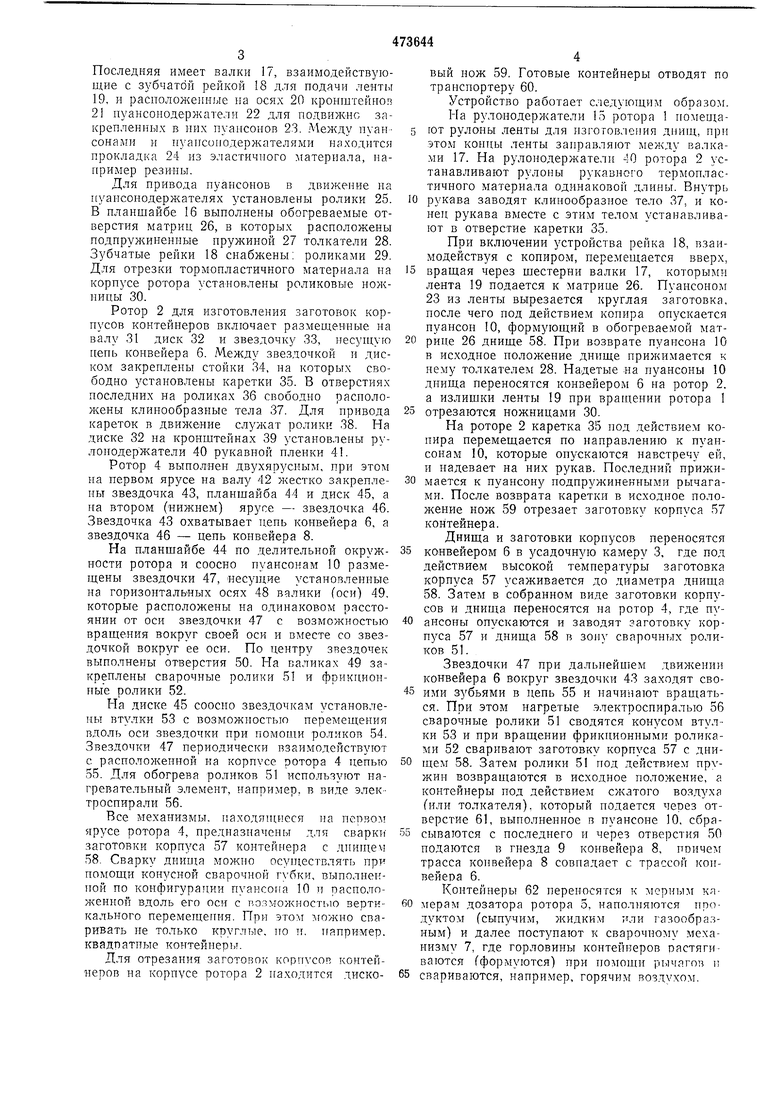
Последняя имеет валки 17, взаимодействующие с зубчатой рейкой 18 для подачи ленты 19, и расположенные на осях 20 кронштейнов 21 пуансонодержатели 22 для подвижно закрепленных в них пуансонов 23. пуансонал и и пуансонодержателями находится прокладка 24 из эластичного материала, например резины.
Для привода пуансонов в движение на пуансонодержателях установлены ролики 25. В планшайбе 16 выполнены обогреваемые отверстия матриц 26, в которых расположены подпружиненные пружиной 27 толкатели 28. Зубчатые рейки 18 снабжены: роликами 29. Для отрезки тормопластичного материала на корпусе ротора установлены роликовые ножницы 30.
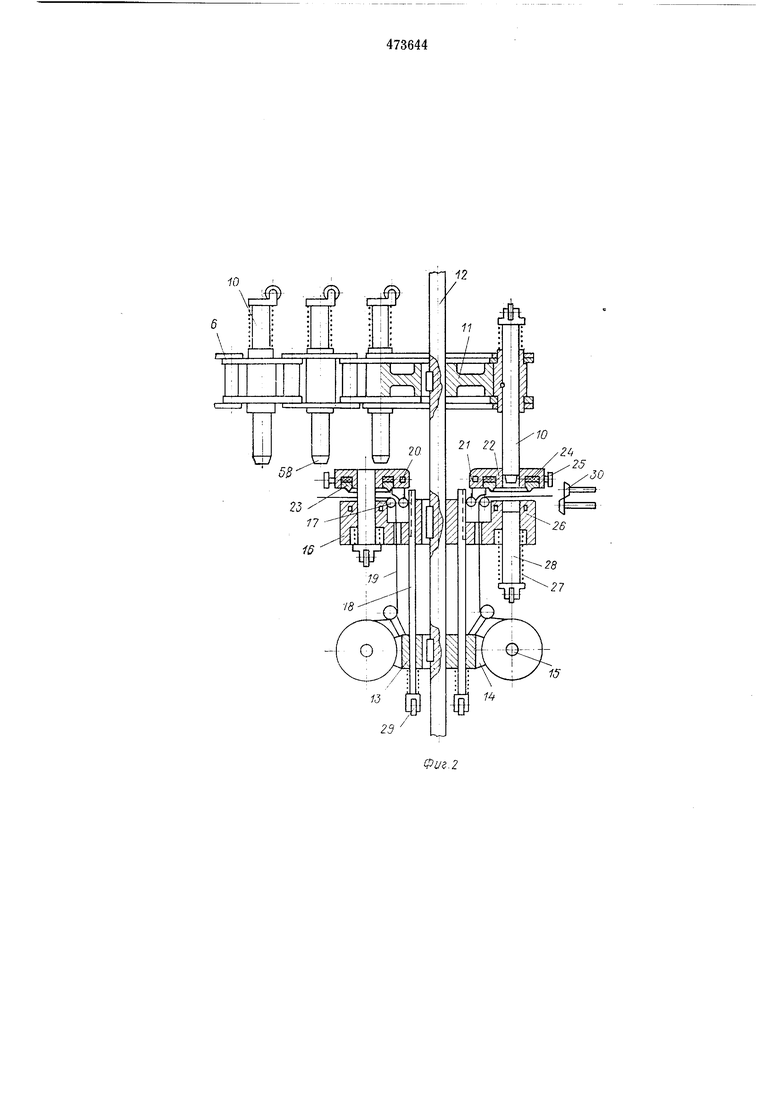
Ротор 2 для изготовления заготовок корпусов контейнеров включает размеще шые на валу 31 диск 32 и звездочку 33, несущую цепь конвейера 6. звездочкой и диском закреплены стойки 34, на которых свободно установлены каретки 35. В отверстиях последних на роликах 36 свободно расположены клинообразные тела 37. Для привода кареток в движение служат ролики 38. На диске 32 на кронштейнах 39 установлены рулоподержатели 40 рукавной пленки 41.
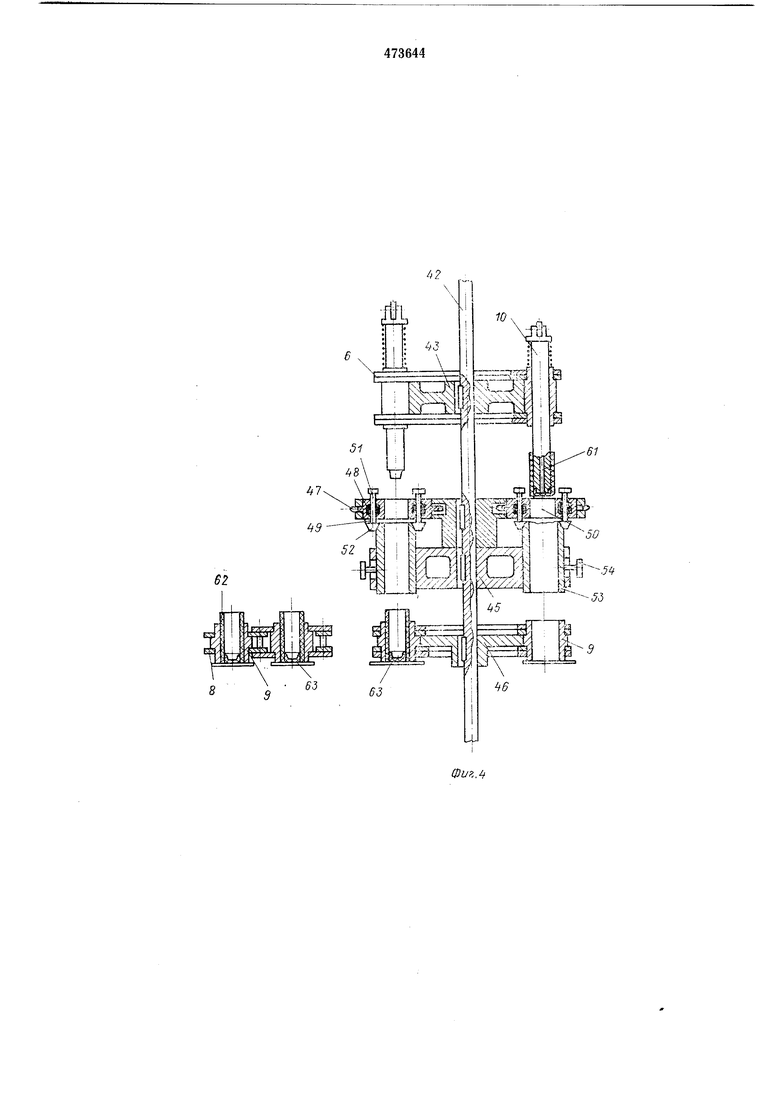
Ротор 4 выполнен двухяруспым, при этом на первом ярусе на валу 42 жестко закреплены звездочка 43, планшайба 44 и диск 45, а на втором (нижнем) ярусе - звездочка 46. Звездочка 43 охватывает цепь конвейера 6, а звездочка 46 - цепь конвейера 8.
На планшайбе 44 по делительной окружности ротора и соосно пуансонам 10 размещены звездочки 47, несущие установленные на горизонтальных осях 48 валики (оси) 49. которые расположены на одинаковом расстоянии от оси звездочки 47 с возможностью вращения вокруг своей оси и вместе со звездочкой вокруг ее оси. По центру звездочек выполнены отверстия 50. На валиках 49 закреплены сварочные ролики 51 и фрикционные ролики 52.
На диске 45 соосно звездочкам установлены втулки 53 с возможностью перемещения вдоль оси звездочки при помощи роликов 54. Звездочки 47 периодически взаимодействуют с расположенной на корпусе ротора 4 цепью 55. Для обогрева роликов 51 используют нагревательный элемент, например, в виде электроспирали 56.
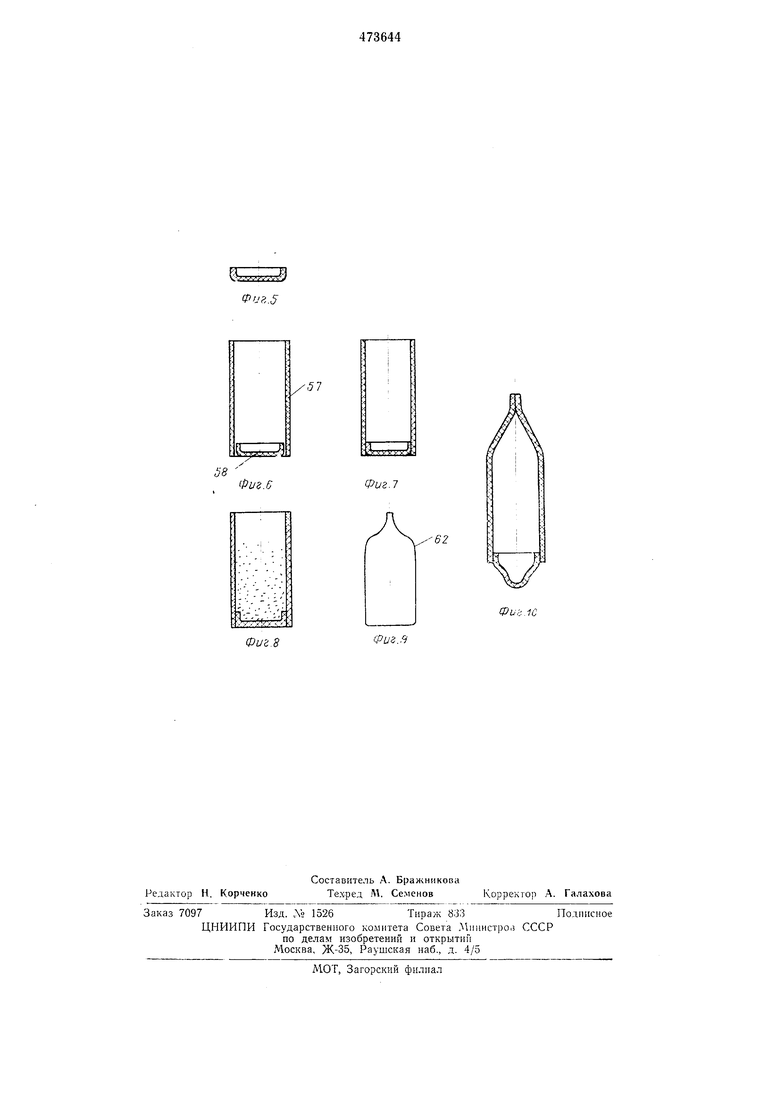
Все механизмы, находятциеся на первом ярусе ротора 4, предназначены для сварки заготовки корпуса 57 контейнера с днищех 58. Сварку днин1а можно осуществлять при помощи конусной сварочной губки, выполненной по конфигурации пуансона 10 и располол енной вдоль его оси с пояможностью вертикального перемещения. При этом можно сваривать не только круглые, но п. например, квадратные контейнеры.
Для отрезания заготовок корпусов контейнеров на корпусе ротора 2 находится дисковый нож 59. Готовые контейнеры отводят по транснортеру 60.
Устройство работает следующим образом. На рулонодержатели 15 ротора 1 номещают рулоны ленты для изготовления дннщ, при этом концы ленты заправляют между валками 17. На рулонодержателн 40 ротора 2 устанавливают рулоны рукавного термопластичного материала одинаковой длины. Внутрь
рукава заводят клинообразное тело 37. и конец рукава вместе с этим телом устанавливают в отверстие каретки 35.
При включении устройства рейка 18, взаимодействуя с копиром, перемещается вверх,
вращая через шестерни валки 17, которыми лента 19 подается к матрице 26. Пуансоном 23 из ленты вырезается круглая заготовка, носле чего иод действием конира онускается пуансон 10, формующий в обогреваемой матрице 26 днище 58. При возврате пуансона 10 в исходное положение днище прижимается к нему толкателем 28. Надетые на пуансоны 10 днища переносятся конвейером 6 на ротор 2. а излишки ленты 19 при вращении ротора 1
отрезаются ножницами 30.
На роторе 2 каретка 35 иод действием конира перемещается по направлению к пуансонам 10, которые опускаются навстречу ей, и надевает на них рукав. Последний прижимается к пуансону подпружиненными рычагами. После возврата каретки в исходное положение нож 59 отрезает заготовку корпуса 57 контейнера.
Днища и заготовки корпусов переносятся
конвейером 6 в усадочную камеру 3, где под действием высокой температуры заготовка корпуса 57 усаживается до диаметра днища 58. Затем в собранном виде заготовки корпусов и днища переносятся на ротор 4, где пуансоны опускаются и заводят заготовку корпуса 57 и днища 58 в зону сварочных роликов 51.
Звездочки 47 при дальнейшем движении конвейера 6 вокруг звездочки 43 заходят своими зубьями в цепь 55 и начинают вращаться. При этом нагретые электроспиралью 56 сварочные ролики 51 сводятся конусом втулки 53 и при вращении фрикционными роликами 52 сваривают заготовку корпуса 57 с днитем 58. Затем ролики 51 под действием пружин возвращаются в исходное положение, а контейнеры под действием сжатого воздуха (или толкателя), который подается через отверстие 61, выполненное в пуансоне 10, сбрасываются с последнего и через отверстия 50 подаются в гнезда 9 конвейера 8, поичем трасса копвейера 8 совпадает с трассой конвейера 6.
Контейнеры 62 переносятся к мерным клмерам дозатора ротора 5, наполняются про.туктом (сыпучим, жидким тли газообразным) и далее поступают к сварочному механизму 7, где горловины контейнеров растягиваются (формуются) при рычагов и
свариваются, например, горячим ВОЗДУХОМ.
Запечатанные контейнеры конвейером 8 выносятся в зону транспортера 60. Закрепленные на осях заслонки 63 поворачиваются посредством упоров; готовые контейнеры падают на транспортер 60 и отводятся по назначению.
Тубы изготавливаются аналогичным образом путем замены формующего наконечника па пуансонах 10. Посредством предлагаемого устройства можно также изготавливать плоские пакеты в случае оснащения устройства еще одним сварочным механизмом и при отключении роторов 1 и 4. Указанное устройство можно использовать для работы на различных или одинаковых продуктах при его оснащении несколькими одинаковыми питающими или дозиру,ющими роторами. Предмет изобретения
Устройство для изготовления, наполнения
продуктом и запечатывания контейнеров из рукавного термопластичного материала, содержащее ротор для изготовления корпусов контейнеров из рукава, дозирующий ротор, конвейер с оправками для корпусов контейперов и сварочный механизм для запечатывания одного из концов контейнеров, отличающееся тем, что, с пелью обеспечення зозможпости изготовления контейнеров в ппде туб
или пакетов с устойчивым дном, оно снабжено ротором для изготовления днищ пакетов или горловин туб, усадочной камерой, дополнительным конвейером с гнездами и роторо.м для приварки днищ пакетов пли горловпн туб
к корпусам контейнеров, имеющим две расположенные одна над другой звездочки, охваченные указаннымн конвейерами, а оправкн для корпусов контейнеров выполнены в виде подъемно-опускных нуансоно-.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для расфасовки и упаковки сыпучих продуктов в пакеты с М-образными боковыми складками из рукавных термопластичных пленочных материалов | 1986 |
|
SU1369989A1 |
| Устройство для упаковки продуктов в пакеты из рукавного полимерного материала | 1976 |
|
SU654493A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1967 |
|
SU202698A1 |
| Устройство для расфасовки и упаковки продуктов | 1985 |
|
SU1265085A1 |
| Роторно-конвейерная машина | 1985 |
|
SU1286428A1 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
| Автомат для расфасовки и упаковки продуктов | 1971 |
|
SU434720A2 |
| Установка для вырубки деталей из полосовых эластичных заготовок | 1984 |
|
SU1333589A1 |
| Устройство для упаковывания предметов в рукавную пленку | 1991 |
|
SU1814634A3 |
| Станок для соединения витков бортового кольца из стальной ленты | 1981 |
|
SU1022771A1 |
Э М
. 1
10
31
62
61
/57
58
Фиг.С
Фиг.7
62
Фиг.В
Фиг.я
