Продолжительность процесса гальванического покрытия зависит от требуемой толщины осажденного слоя. Измерение толщины слоя известнььми способами требует извлечения предметов из гальванической ванны и производится лишь на поверхностях, удобных для измерения, на которых осаждается равномерный слой.
Однако такой способ не точен, так как не позволяет определить толщину слоя на всех поверхностях детали сложной конфигурации, а также в том случае, если деталь отличается по конфигурации от контрольной. Кроме того, определение момента полного покрытия детали также требует извлечения детали из ванны и прерывания процесса электролиза.
Предложенный способ не требует извлечения деталей из гальванической ванны. Способ основан на том, что при погружении металла в раствор электролита и пропускании тока на границе металла с раствором возникает двойной слой зарядов разного знака, который может рассматриваться как две обкладки конденсатора. Вследствие этого сопротивление системы электрод - раствор не является чисто активным, а содержит заметную емкостную составляющую, обусловливающую появление сдвига фаз между током и напряжением, приложенным к электроду. Этот сдвиг фаз зависит от материала металлического электрода.
Способ заключается в том, что ванну подключают периодически к источнику переменного тока, например, промышленной частоты и измеряют сдвиг фаз между током и напряжением, по которому судят о степени покрытия.
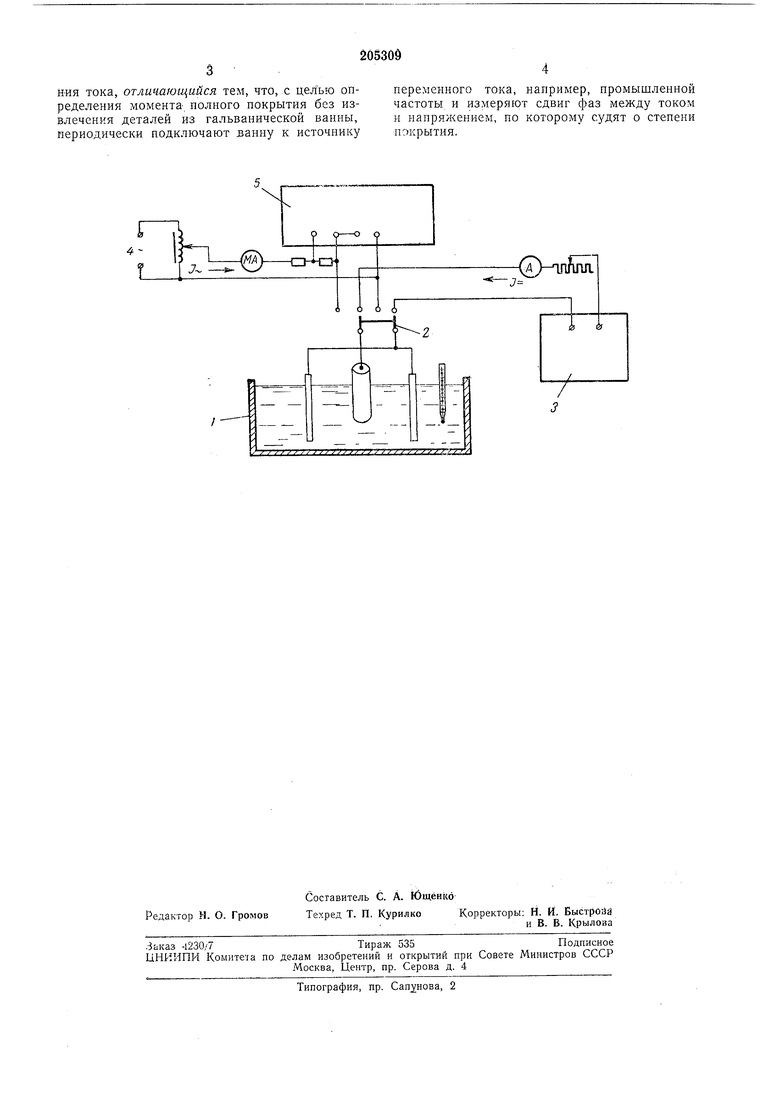
Предлагаемый способ поясняется чертежом. Ванну / переключателем 2 отключают от источника 3 постоянного тока и подключают
0 к источнику 4 переменного тока, в качестве которого может служить сеть промышленной частоты. По фазометру 5 отсчитывают сдвиг фаз между током и напряжением. По результатам трехкратных наблюдений строят график в координатах: время от начала электролиза - сдвиг фаз. Соединяя точки плавной к ривой, продолжают ее до пересечения со значением сдвига фаз, соответствующим покрывающему металлу, предварительно нанесенным на график. Абсцисса полученной точки соответствует искомому времени. В дальнейшем значение сдвига фаз соответствует покрывающему металлу, следовательно, найденное значение времени может быть уточнено, как значение, при
5 котором сдвиг фаз становится постоянным.
ния тока, отличающийся тем, что, с целью определения момента полного покрытия без извлечения деталей из гальванической ванны, периодически подключают ванну к источнику
переменного тока, например, промышленной частоты и измеряют сдвиг фаз между током и напряжением, по которому судят о степени покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗВЛЕЧЕНИЯ БЛАГОРОДНЫХ МЕТАЛЛОВ ИЗ СОДЕРЖАЩИХ ИХ ПОКРЫТИЙ И ОСНОВНОГО МЕТАЛЛА ИЗ ЭЛЕКТРОННЫХ ДЕТАЛЕЙ, СОДЕРЖАЩИХ ПРОМЕЖУТОЧНЫЙ СЛОЙ С НИКЕЛЕВЫМ ПОКРЫТИЕМ | 2020 |
|
RU2781953C1 |
| Способ контроля качества электрохимической очистки металла | 1978 |
|
SU729290A1 |
| Способ диагностирования повреждения формируемого керамического слоя при микродуговом оксидировании алюминия и его сплавов | 2024 |
|
RU2841352C1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового гладкого покрытия | 2021 |
|
RU2773545C1 |
| Устройство для автоматического определения выхода по току | 1978 |
|
SU771198A1 |
| Способ контроля толщины покрытия в процессе его химического осаждения на деталь | 2017 |
|
RU2665356C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЦИНКА ИЗ ВАНН УЛАВЛИВАНИЯ ХЛОРАММИАКАТНЫХ ЭЛЕКТРОЛИТОВ | 1993 |
|
RU2080415C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОЙ ДЕТАЛИ С ВСТАВКОЙ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 2006 |
|
RU2413783C2 |
| СПОСОБ КОНТРОЛЯ ТОЛЩИНЫ ГАЛЬВАНОПОКРЫТИЯ В ПРОЦЕССЕ ОСАЖДЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2069307C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ПОКРЫТИЯ В ХОДЕ ПРОЦЕССА ПЛАЗМЕННО-ЭЛЕКТРОЛИТИЧЕСКОГО ОКСИДИРОВАНИЯ | 2017 |
|
RU2668344C1 |