Известны способы фрезерования спиральных зубьев конусных концевых фрез на уииверсально-фрезерных станках. Фрезерование обычно выполняется по передней грани концевой фрезой.
В случае же применения для этой операции угловой фрезы приходится проводить дополнительную обработку на заточном станке.
Концевая фреза не позволяет вести высокопроизводительную обработку, особенно при обработке фрез малого диаметра и фрез с большим числом зубьев.
Предложенный способ фрезерования позволяет повысить производительность обработки и получать правильную геометрию зубьев при постоянном шаге опирали без дополнительной операции по снятию лишнего слоя металла.
С этой целью обработку ведут угловой фрезой, заготовке, кроме обычного винтового движения, сообщают донолнительное вращательное движение, изменяющее угол наклона ее оси по отнощению к оси инструмента в соответствии с изменением угла наклона спирали по длине обрабатываемой фрезы.
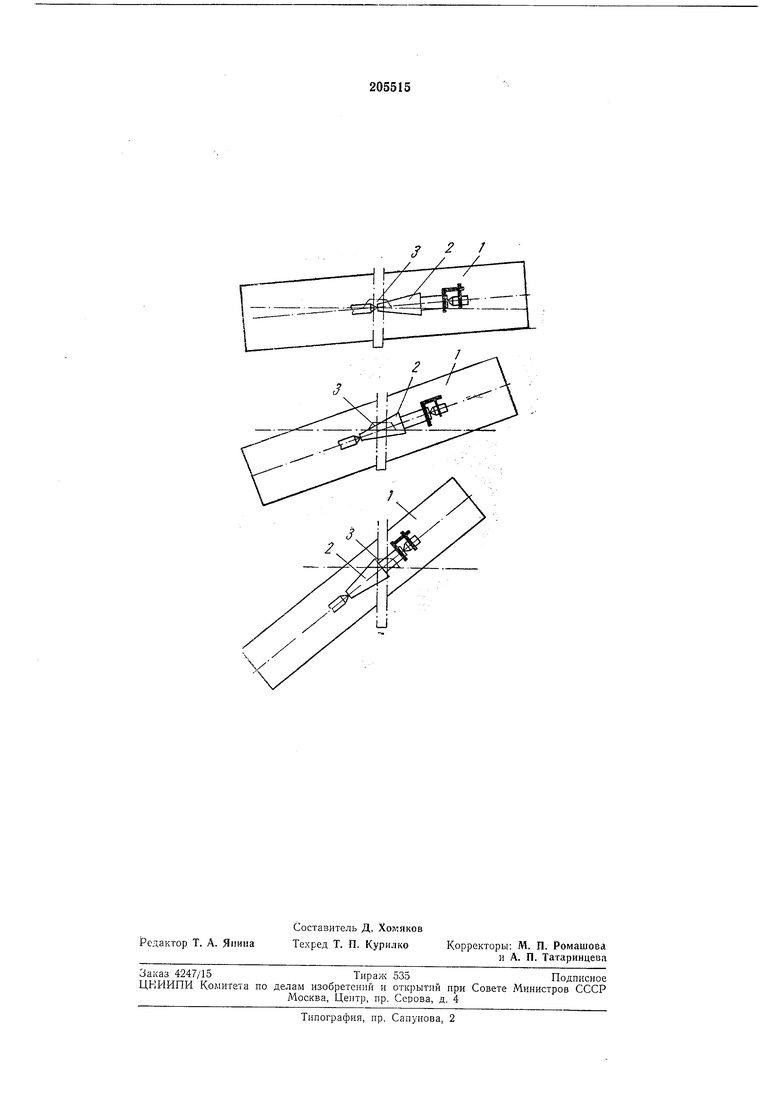
На чертеже показана схема фрезерования спиральных зубьев конусной концевой фрезы. Если шаг спирали у фрезы постоянный, то угол наклона спирали меняется по мере изменения ее диаметра. Поэтому при фрезеровании зубьев такой фрезы, с целью получения
правильной геометрии, необходимо устанавливать заготовку будущей фрезы по отношению к инструменту строго по расчетным угла.м наклона спирали в каждой точке конуса.
Для этого, кроме обычного винтового движения, нужно сообщить заготовке вместе со столом станка дополнительное вращательное движение в плоскости стола, согласовав его с изменением утла наклона спирали по длине
обрабатываемой фрезы. На трех ноз11циях чертежа показаны последовательные положения стола 1 станка с заготовкой 2 но мере продвижения утовой фрезы 3 от меньшего к больщему диаметру конуса заготовки 2.
Предмет изобретения
Способ фрезерования спиральных зубьев конусных концевых фрез на универсальнофрезерных станках, отличающийся тем, что, с целью повыщения производительности обработки и получения правильной геометрии зубьев при постоянном щаге спирали, обработку ведут угловой фрезой, а заготовке, кромс обычного винтового ДБ 1жения, сообщают дополнительное вращательное движение, изменяющее угол наклона ее оси по отношению к оси инструмента в соответствии с изменением угла наклона спирали по длине обрабаты
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования винтовых зубьев концевых фрез | 1973 |
|
SU542592A1 |
| Способ фрезерования спиральных зубьев конусных инструментов | 1978 |
|
SU742049A1 |
| ИЗГОТОВЛЕНИЕ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2507040C2 |
| Способ изготовления конических зубчатых пар | 1986 |
|
SU1431901A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ СПИРАЛЬНЫХ ЗУБЬЕВ КОНУСНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 1969 |
|
SU427797A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИБРОУСТОЙЧИВОЙ КОНЦЕВОЙ ФРЕЗЫ (ВАРИАНТЫ) | 2007 |
|
RU2462336C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВЫХ КАНАВОК С ПЕРЕМЕННЫМ ШАГОМ И РАДИУСОМ ПРОФИЛЯ | 2011 |
|
RU2529144C2 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |