Известны резцовые головки для удаления дефектов с иоверхности проволоки. Эти головки производят удаление дефектов враидающимися вокруг движущейся ироволоки резцами. Обычно скорость 1)ротягивания ироволоки ири работе этими головками, оиределяющая ироизводительиость обработки, составляет 5-20 м1мин.
Предложенная головка позволяет иовысигь производительность обработки. С этой целью она выполнена в виде двух неподвижных корпусов, смонтированных на общем основании вдоль оси протягиваемой проволоки и повернутых вокруг этой оси иа 45° друг относительно друга. Каждый из корпусов снабжен четырьмя расположенными равномерно ио окружностн вокруг проволоки резцами, закрепленными в подпружиненных резцедержавках, радиально перемещаемых в пазах корпусов для регулировки глубины резания ири иомощи установочных нажимных рычагов и конусной оправки с резьбой, навернутой на хвостовик корпуса.
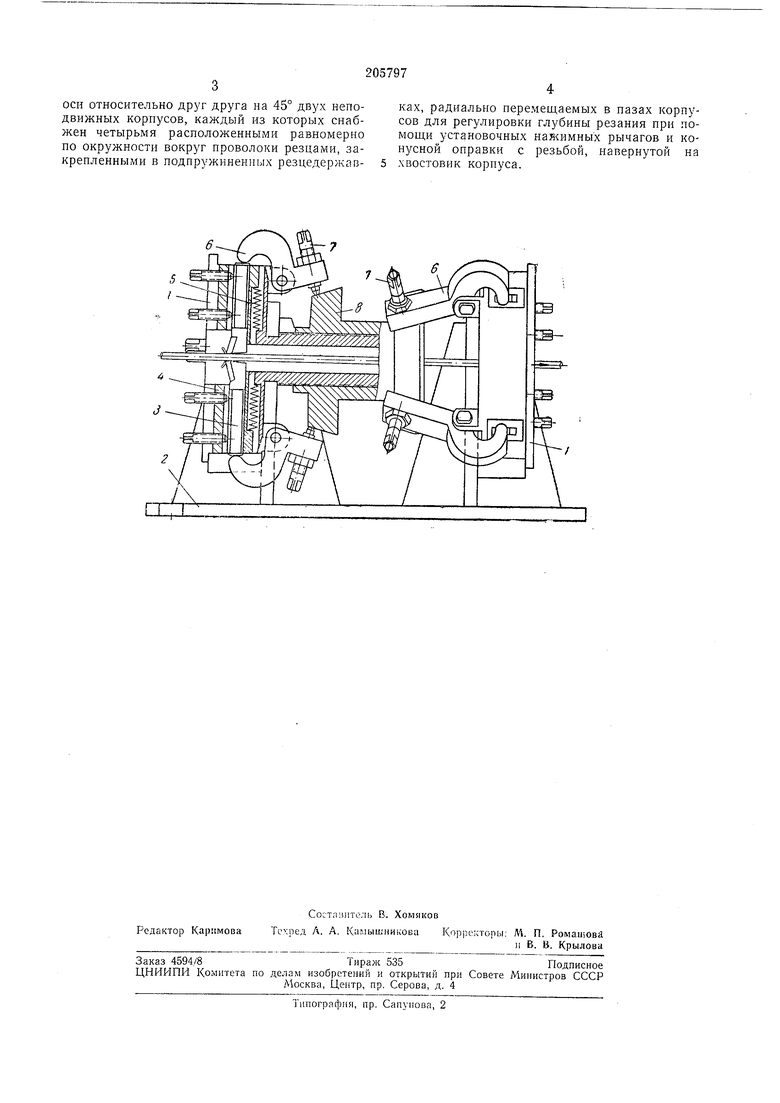
На чертеже представлена конструкция предложенной головки.
ной, пернендикулярной к обрабатываемой проволоке, плоскости. Резцы одной группы смещены по отношению к резцам другой группы в плоскости, пернендикулярной движению проволоки, на 45° и отстоят друг от друга в илоскостн оси нроволоки на расстоянии, необходимом для удаления срезаемой с проволоки стружки.
Резцы закреплены винтами 4 на резцедержавках, которые могут иеремещаться в продольных пазах корпусов головки. Фиксирование резцов на заданный размер осуществляется пружинамп 5 и установочными рычагами 6. Установочные рычаги за счет изменения положения регулировочных винтов 7 могут изменить положение каждого из резцов по отнощению к обрабатываемой иоверхности нроволоки. Путем вращения ио резьбовому хвостовику корпуса головки конусной оправки Socyпяествляется регулировка толщины снимаемой с проволоки стружки, раздельно для каждой групны резцов.
Предмет изобретения
Резцовая головка для удаления дефектов с иоверхности проволоки, отличающаяся тем, что, с целью повыщения производительности обработки, она выполнена в виде смонтированных на общем основании вдоль оси протяоси относительно друг друга на 45° двух неподвижных кориусов, каждый из которых снабжен четырьмя расположенными равномерно по окружности вокруг проволоки резцами, закрепленными в подпружиненных резцедержавках, радиально перемещаемых в пазах корпусов для регулировки глубины резания при помощи установочных нажимных рычагов и конусной оправки с резьбой, навернутой на хвостовик корпуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| Устройство для автоматической подналадки резца | 1972 |
|
SU441110A1 |
| Автомат для изготовления пружинных шайб | 1977 |
|
SU751483A1 |
| Устройство для изготовления изделий типа щелевидных шлицевых сит из проволоки | 1970 |
|
SU481174A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Автоматический зажим проволоки для навивки спиральных пружин на станках | 1976 |
|
SU595044A1 |
| Устройство для контроля толщины листового стекла в процессе шлифования | 1954 |
|
SU103116A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ и ЗАПРЕССОВКИ ПРОВОЛОЧНЫХ КОНТАКТОВ в ПЕЧАТНЫЕ ПЛАТЫ | 1972 |
|
SU351346A1 |
| Станок для изготовления одножильных бортовых велоколец | 1950 |
|
SU94895A1 |
| УСТРОЙСТВО для СВАРКИ сотовых КОНСТРУКЦИЙ | 1970 |
|
SU284219A1 |