Одножильные бортовые нелокольца, несмотря на преимущество их перед многожильными бортоиыми вело кольцами, длительное премк не применялись вследствие отсутствия оборудования, обеспечнпающего нрочность соединения концов проволоки.
Описываемый полуавтоматт1ческий станок дает возможность осуществить изготовление одножильных бортовых волоко.иец, выполняя операции: отмеривания заготовки тгроволоки, резки ее под углом, изгиб проволоки в кольцо, накладывания скошенных концов проволоки один на другой, постановки муфты и ее оирессовки.
Отличительная особенность зто1о станка за1;лючается в том, что для изгиба проволоки к кольцо он имеет кольцевой калибр, вращающийся вместе с рабочим валом прерывисто и плавно от электродвигателя через передачу, имеющую на проме/куточпом валу шестерню с зубьями не по всей окружности, и снабженный замком для захвата конца проволоки. Для резки проволоки под углом станок имеет пожницы, производягцпе резку во время остановки калибра под действием кулачно-рычажной спстемьг от распределительного вала.
Накладыванне одип па другой скошенных концов проволок постановка на них муфты и ее опрессовка осухцестпляются при помощи пресса, состоящего из исполиительгюй головки, pj i4ara и профильного кулачка, находящегося па распределительном валу, вра1цающемся от электродвигателя.
Резка проволоки под углом, изгиб проволоки в кольцо, накладывание скоптенных котщов проволоки один на другой, постановка на ним муфты и ее опрессовка сблокированы между собой.
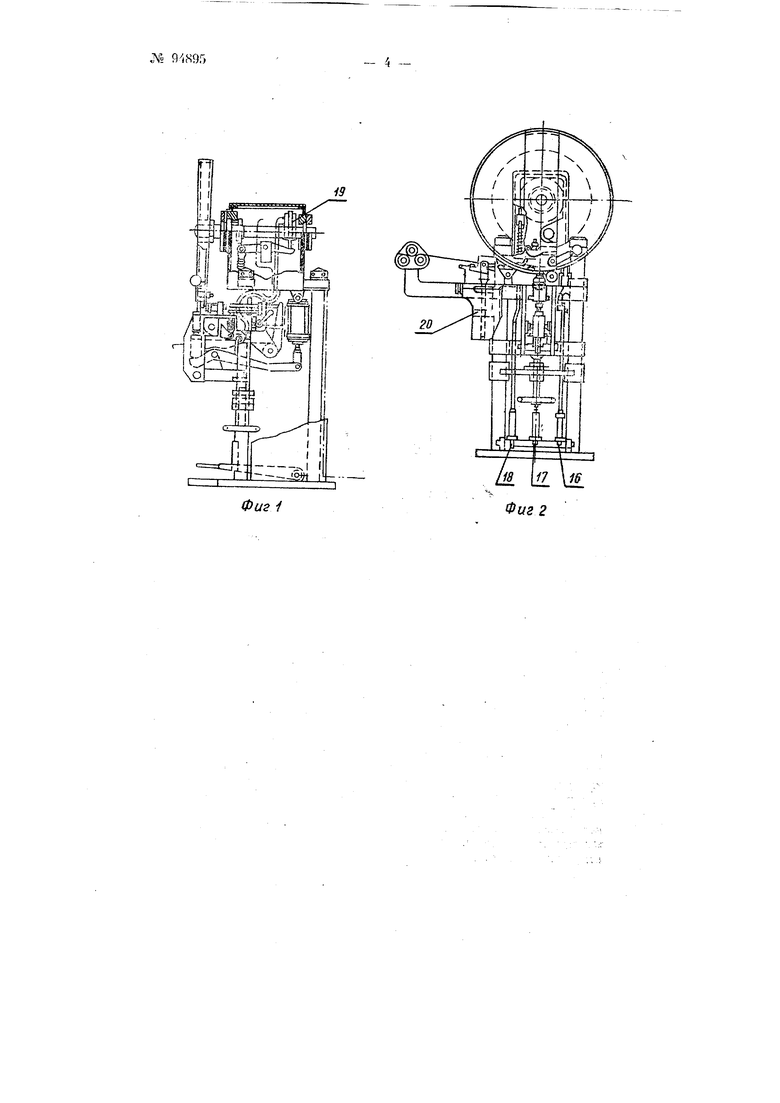
На фиг. 1 схематпчески изображен станок с ручным и ппевматическим приводом, вид с сбоку; па фиг. 2-то жр, вид-спереди; иа фиг. 3-сх;ема устройства осповпого :узла станка; на фиг. -4-схема устройства станка с Электроприводом.
JSs 94895Кольцевой калиб) 1 (флг. 3), вращающийся на осп 2, имеет замок 3 для зажима про1юдо1-аг, управляемый рукояткой 4, и матрицу 5 для опрессовки муфты. На столе 6 смонтирован фиксатор 7, при яодтощи которого калибр 1 дважды устанавливается соответствующим образом на время резни Jpo юлoкlI и постановки муфты.
Резка проволоки осуществляется ножницами 8, причем каретка 9 ножниц принудительно смещается ,нод углом к оси проволоки, пропущенной через нанрапляющий канал ножннц и разрезаемой наклонно к ее осп. Пресс 10 .дяя 1гостаиовки п опрессовки муфты состоит из исполнительной головкЕт. рычага и нрофильного кулачка, находящегося на распределптельпо.м налу, вращающемся от электродвигателя (фиг. 4). Унор И и напраи.чяющая 12 служат для установкгг конца проволоки со скосо.м для нахлестки, а наиравляющий ролнк 13-для закрепления второго конца прово.юки в момент постановки муфты.
Систел1а ролггью 14 предназначена для напра,влвн1Ш нроволок1т, з(остул;ш))цей с бухть 15 в станок.
Станок с ручным г иневматнчсскнм нриводом управляется ножными педалями. Педаль 16 (фиг. 2) отводит фиксатор 7, педаль 17 выдвигает вперед, на себя, упор И. Фиксатор 7 и .упор 11 приводятся -в первоначальное положение действием пружип (на чертеже не указапы). Педаль 18 действует на пневматический клапан 19, через который посту1гает сжатый воздух п цилиндр пресса. На цилиндре 20 резки проволоки пневматический клапан срабатывает автоматически ири западании: фиксатора rto впадину 21 калибра 1.
В точке А (фиг. 3) проволоку вручную подают до унора 11. Цроволока проходит через головку замка 3, замок закрывают рукояткой 4, вследствие чего коней нроволоки закрепляется на калибре с таким расчетом, что скос стыка находится в середине матрицы 5 и плоскостью среза книзу. Далее выжимают педалью 17 фиксатор 7 к поворачивают кольцевой калибр 1, который тянет закрепленную на нем проволоку через канал ножниц. Нри совладении внадины 21 с роликом фиксато-. ра 7 носледний, отклоняясь, нажимает на пневматический клапан цилиндра ножниц 8, которые и разрезают проволоку. Педаль 17 снова выжимают, освобождая ко.пьцевой калибр от фиксатора 7, который при дальнейшем иовертывапии калибра западает во вторую впадину и останавливает его для постаповки муфты (это положение указано на фиг. 3).
Проволока, огибающая калибр 1 во время его вращепия, все время поджимается к его ободу роликом 13.
Ролик 13 имеет углубление (канавку) ио нрофилю проволоки ir, таким образом, концы ироволоки точно совпадают, выдерживая заданную нахлестку стыка и диаметр кольца.
Муфта в головку пресса закладывается вручную в момент повертывания калибра. Нри западепии фиксатора во вторую впадину калибра нажимают на педаль 18, срабатывает пресс 10, который и опрессовывает муфту.
При освобождении иедали 18 головка нресса опускается, откидывают рукоятку 4 замка, одновременно опускается ролик 13, освобождая на ободе калибра собраиное кольцо, которое снимается и далее поступает на пайку твердым припоем.
При работе от электропривода рабочий вал 22 (фиг. 4), несущий круглый калибр, приводится во вращение от двигателя 23 при помощи шестерен 24, 25, 26 и 27, неподвижно насаженных на валах 22, 28 и 29. Шестерня 26 имеет неполное количестно зубцов но окру/кностл, Что позволяет осуществлять остановки кольцевого калибра, необходимые для: резки нроволоки и оирессовки муфты. Правильное заценлеиие шестерен 26 и 27 обеснечгншется фрикционным замком 30 н фиксатором 31 кольце юго калнбра. Распределительный вал 29 несет кулачки 32 и 33. Кулачок 32 действием па ролик 34 рычага 35 осуществляет опрессовку муфты, а кулачок 33 действием на рычаг 36- резку нроволоки. Ведутцая шестерня 37 имеет йагнитную нлн какую-либо другую муфту сценления. котораи после каждого рабочего цикла отсоедиияет ее от двигателя, которьн после этого иродолжает вращаться на холостом ходу. После того, как конец нроволоки доведен до унора н закренлен на кольцевом калибре (нитание станка н зажим нроволоки нринимается но тину станка с инекматическим нриводом), нажимают иа недаль 38, выводя ролик 41 фиксатора 31 из внадины кольцевого калнбра. Одноврем(;нно разрывается контакт 39, включается муфта сцеплетшя. калибр приходит во вран(ательное движение и тянет нроиолоку через ножницы 40, наматывая ее на себя вокруг обода. Вращение калибра продолжается до занадеиия ролика 41 фиксатора 31 ко внаднну 42. В этот момент калибр останаиливается, так как Н1естерня 26 выходит из зацепления с Н1естерней 27 и срабатывает фрикционный замок 30. Происходит резка нроиолоки ножницами иод действием рычага 36 и кулачка 33 (валы 28 и 29 нродолжают непрерывно вращаться). К моменту окончания резки нроволоки зацеиление тиестереи 26 н 27 восстанавливается, и калибр приводится во вращение до следуюн|,его момента совпадения ролика 41 фиксатора 31 с другой внадиной, после чего калибр снова останавливается. Раснределительпый вал 29, продолжая вращаться, нроизводнт онрессовку муфты при помощи кулачка 32, ролика 34, рычага 35 и головки 45. Затем кулачок 43 размыкает контакт 39 и распределительный вал останавливается. Питание станка проволокой осуществляется с катун1кн 44, а нитание головки 45 заготовками муфты - из магазинной коробки вручную или автоматически. Предмет изобретения 1.Станок для изготовления одножильных бортовых велоколоц, отличающийся тем, что он состоит из установленных на станине и связанных с обнщм электроприводом посредством зубчатой и рычажно-кулачковой систем: кольцевого калибра для сгнбаини и ртмери)ания проволокн, ножниц для резки нроволоки под заданным углом среза и пресса для онрессовки муфты па соединяемых концах заготовок. 2.Форма выполнения станка по п. 1, отличающаяся тем, что для остановки ко.яьцевого калибра на время срабатывания ножниц и последующего срабатывания пресса одпо из колес зубчатой передачи имеет неполное количество зубьев, а валы, сопряженные между собой при помощи этого колеса, снабжены фрикционным фиксатором. 3.Форма выполнения станка но п. 1, отличающаяся тем, что для привода в действие пресса и ножнпц во время остановки кольцевого калибра применены рычаги и смонтированные на распределительном валу привода кулачки. 94895
i3
Физ i
Фиг.