Мзвести) устройства для изготовления изде;ii ii тИПа и гдезидпых шлицевых сит из нроволоки. содсржаи:. емонтирован иые иа стаиине мехаи зм ппдачп Ировплоки и механизм ианигзки ее на враи1аюи1,инся бараба.
Не.-|.(;етагки известных устройств заключаются п невыс:;к()Г| )Н31К)дител1 ност | н иенозм(;жностн ()дно1 ременн-;)го профилирования ii|K)i().i;)KH.
Ll, изс)б Ктеиня - нсвыньгиие иро 13150дИ те.н.-ноети н сбесиечеиие возможиости 1)ДН( временного н;|;)филнроваиня проводОКН.
Пред.лагаемое уетро| 1ство снабжено мехаинзмом нр;;фил1 рования проволоки, устаиовленным на каретке eждy мexaниз raми иодачн н HainiBK проволоки н выпо.1нен1 ым в виде двух деформаторов, последовательно рас|(;;1ожен)1ых но сен ировол(5ки ,иа j)acстоянии, кратном luaiy нрофиля проволоки, ири этом каретка смонтирована с возможностью регулировочного перемещения соответствснио расстоя.нню между деформаторами отиое ительио оси барабана Б направлении, иериендикулярном этой оси.
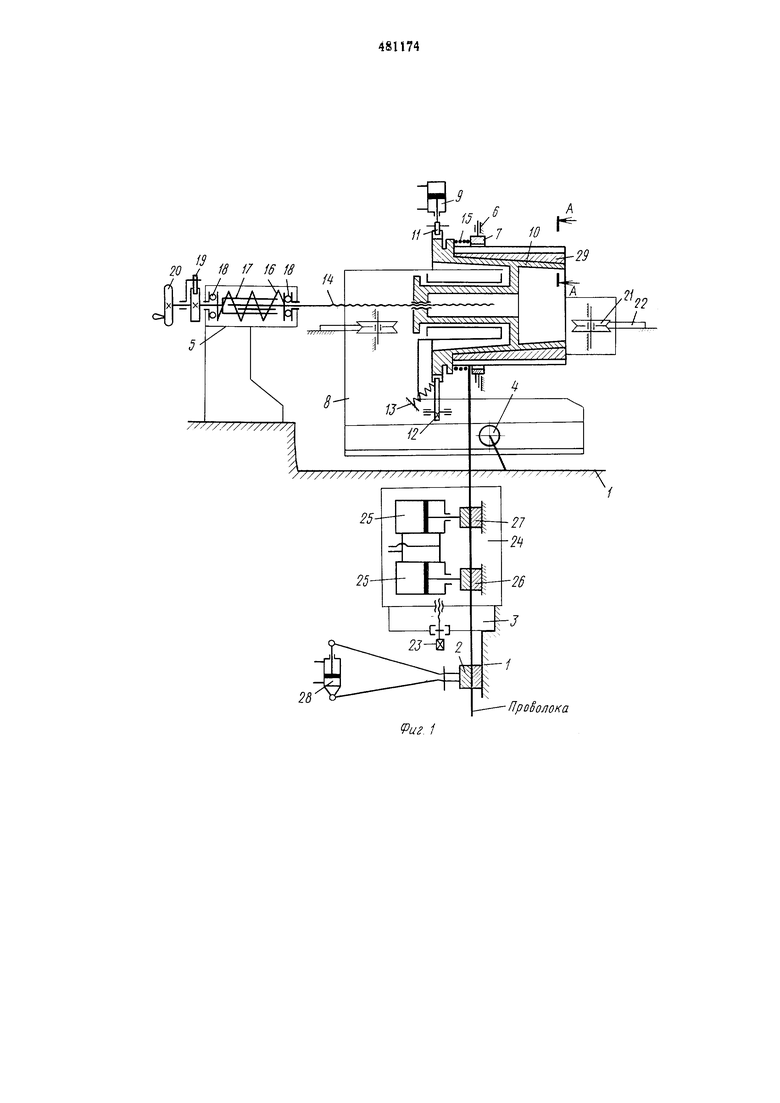
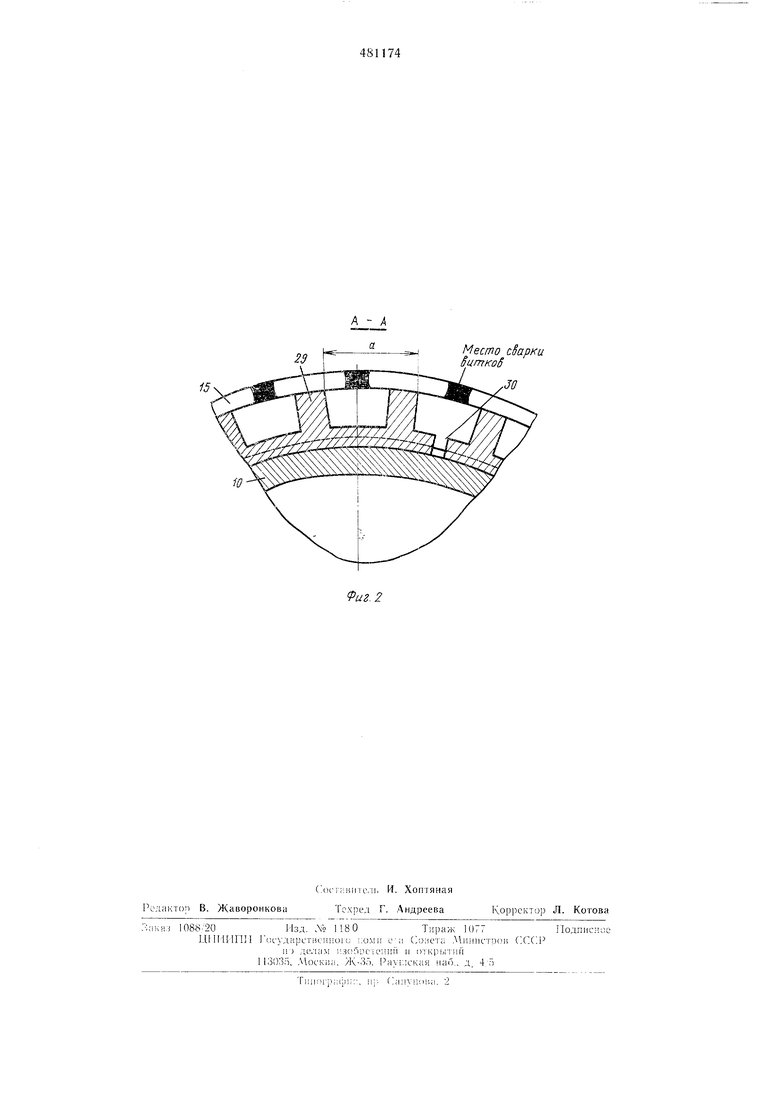
На фиг. I иоказа.на кинематическая схема OHHCbiBaeMoro ycTpoiicTBa; иа фиг.2 - сечение по А -- - А на фиг. I.
9
Па станине I неиодвижно закреплены меx;i ;i3Mbi 2 иодачи нр.ово.чоки, основание стола 3. уиориьп рэтнК 4. корпус 5 буферного устр:)1гетва, две втулки 6 уиор)юго кольца 7. lia корпус 8 закрепен цилиндр 9 дтя поворота бараб.чна I П. Л1я (|1иксаиип барабана н;1едиазна -;ены собачка II и собачка 12. которая |рнжимается к храиовомх венцу барабана при ИОМОН1Н Иружины 13. При иовороте б;1рабаиа ное.теднн| | навинчивается на виит 4 с HiaroM, p;iBHi,i то.ицине витка Изготовляемого еитп. УНОрн.ое кольцо 7 нрижнмает кла.чываемые , 15 и через них уиираетея i барабаи, который через винт 14 упираercs; в 11ружн 1у Hi. являюниюея одновременно )ejioM н компенсатором иогрешности вин га но И1агу н 1огрен1ности ви.тков но тодiHHi.-ie.
Ви1г; 14 н Н1.1:гцевая втулка 17 уннраются criOiiMH буртамн в иодшииники 18. На конце m;iHHeBOi i втулки креиятся храноBoi; з бчаты| | механизм 19 и махо.вик 20. Ida корпусе 8 закоеи.чены два онорных катка 21, оиира1они1хся на рельс 22, установ.ченньи на етанине. В направляющих стола 3 нри помонди винта 23 перемещается каретка 24 с устанОВлеи.нымн на ней двумя деформаторами 25. В деформаторах установлены формовочHbiii 2u н чеканочны 27 штампы. .ехапизм
подачи проволоки приводится в действие цялилдром 28. Для тростогы съема ГОТОБОГО сита барабан имеет конусную часть, на которой уложено не менее двух :секций 29, имеющих между зазор 30, позволяющий при снятин легко отделить Секции от сита. Секции имеют продольные ребра, расположенные с определенйым щагом а, зависящи-м от конструкции сита, 1ПО Образующей цилиндра с диаметром, равным внутреннему диаметру снта. Это иозволяет про-изводить сварку в занхитной атмосфере с подачей защитного газа с внутренней стороны сита.
Работает устройство следующим образом. Проволока, из которой изготовляется сито, занра-вляется в механизм -иодачн и далее через штамяы 26 И 27 конец нроволо«и крепится 1на барабан. После за-кренления проволоки делается несколько холостых внтков, не включая в работу деформаторов. егулнроваНИе величины усилия поджатия витков 15Производится вследствие деформации пружин 16 при помощи маховика 20, при этом из подшипников 18 разгрулсается. Навивка нроволоки на барабан Производится в результате работы цилиндра 9. Ход дилиндра устанавливается иостояИНым и зг.висит от шага щелей на сите, а также от отношения диаметра сита к диаметру храпового венца на барабане. В .конце Поворота барабана на шаг, равный ходу цилиндра, собачка 12 при номощи иружины 13 заПадает в паз храиового и удерживает барабан от поворота его в обратную сторону, когда совершается обратный ход цилиндра 9. Пр.и каждсм последующем повороте барабана цнкл работы цилиндра 9 повторяется. Работа деформаторов 25 и цилиндра 9 согласована, т. е. когда деформато)ы соверн1ают рабочий ход, то барабан ненодвнжен (цилиндр 9 сэверн1ает обратный
ход), и, наоборОТ, когда деформаторы север-, шают обратный ход, .после некоторой выдержки во времени начинается поворот барабана. Согласованность работы деформаторов 25 и цилИндра 9 осуществляется «омандоаппаратом (не показан).
Проф.илироваиие проволоки производится в два Приема: черновое - в щтамне 26 и чистовое- в штампе 27. Расстояние между осями штампов строго оиредел.энное и составляет вел.ичину, состоящую из целого числа шагов профиля ироволоки. Для строгой HacTpoiiKJi размещения шлиц сита на барабане каретка 24, на KOTOpoii установлены дефор.маторы, пореме1цаетея npii noMOHUi винта 23. П.о окончагпп навивки, а ec.Ui треб ется, то и сварки, сито си.имаетея .с барабана, а каретка с барабаном возвращается в исходное иоложение при помопи-1 маховика 20.
Ф о ) м у л а и 3 о б р е т е н .ц я
Устройство для изготовл.епия изделий тина щэлевидных шлицевых сит из про.волоки, солержан1,.ее смонтированные на стани1 е механизм подачи проволоки и :,:еханизм навивки ее на вращающийся барабан, отлпчаю-щееся тем, что, с целью повышеиия производительнссти и обесиечения возможиости олиовременного ирофилпрсвания проволоки, о.но снабжено механизмом нрофилнрования проволоки, установленны.м на каретке между мехгмизмами подачи и навивки ироволоки } выиолне 1ным в виде двух деформаторов, последовательно расноложеи.ных но оси иодач) ироволоки на расстоянии, кратном шагу профиля ироволс.ки, .ири этом каретка смонтиров;:,Нс1 с возможностью регулировочного иеремсн1ения соответственно расстоянрпо между деформаторами относительио oci: барабана в иаиравлеиии, иерпендикулярном этой оси.
23 h
Место cSapKu §umKoS
JO
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления пружинных шайб | 1977 |
|
SU751483A1 |
| Гибкий лоток | 1975 |
|
SU548344A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ СВИВКИ ЯЩИКОВГВОЗДЯМИ | 1967 |
|
SU197927A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ВИТЫХ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 1966 |
|
SU178782A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ и ЗАПРЕССОВКИ ПРОВОЛОЧНЫХ КОНТАКТОВ в ПЕЧАТНЫЕ ПЛАТЫ | 1972 |
|
SU351346A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЕРШЕЙ | 1967 |
|
SU197500A1 |
| УСТРОЙСТВО для ПОДАЧИ РЕССОРНЫХ листовв | 1971 |
|
SU304036A1 |
| Станок для изготовления скоб из проволоки | 1955 |
|
SU102835A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ | 1971 |
|
SU319976A1 |
| Устройство для подачи электроднойпроволоки | 1973 |
|
SU508355A1 |