Изобретение относится к области устройств для дуговой сварки, в частиостн для дуговой свар:ки сотовых конструкций.
Известны устройства для сварки сотовых кояСтруйций, содержащие Сва|рочную головку и разжимную Оправку, вводимую внутрь заготовки и выполненную в виде ее внутреннего профиля.
Однако в таких устройствах необходимо применять специальные механизмы для перемепдеиия сварочного трактора или головки с Направляющими относительно ненодвижной свариваемой конструкции или конструкции относительно неподвижного сварочного трактора или головки.
С целью увеличения производительности в предлагаемом устройстве сварочная головка жестко закреплена на оправке, а привод ее выполнен в виде винтовой пары, винт которой жестко -связан с оправкой, а гайка связана с двигателем, причем сварочная головка снабжена узлом ее точной регулировки относительно свариваемого шва, выполненных в виде расноложенных болтом и гайкой тарельчатых пружин.
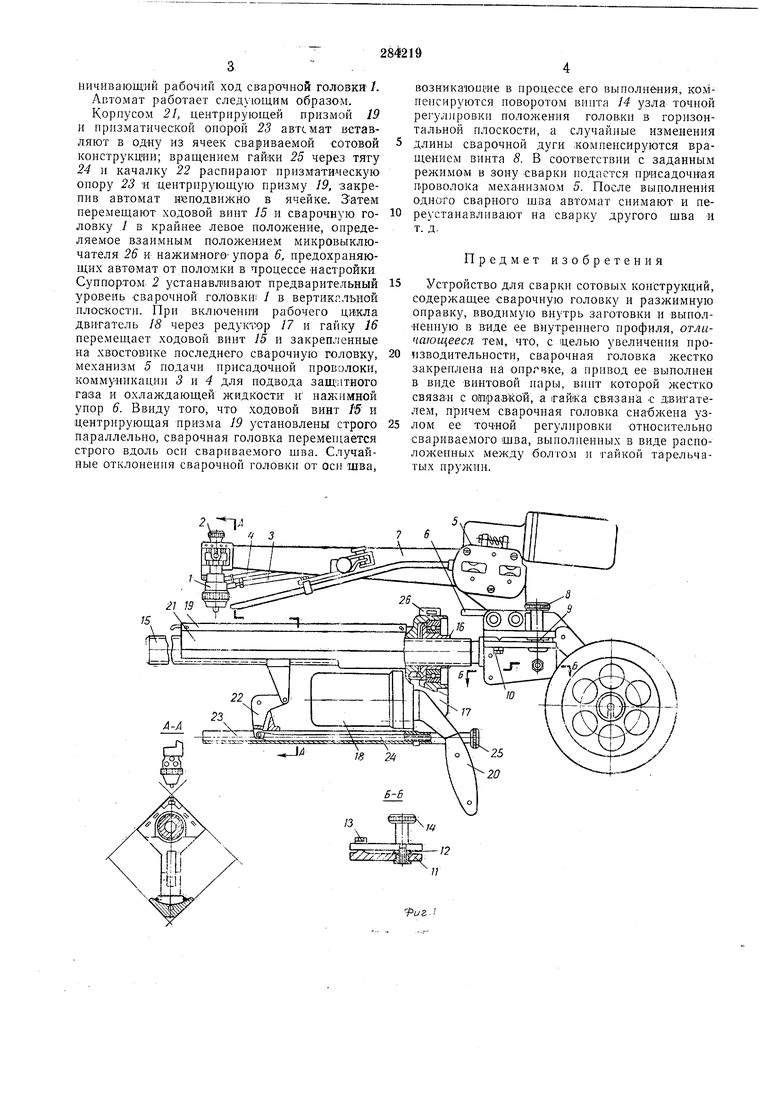
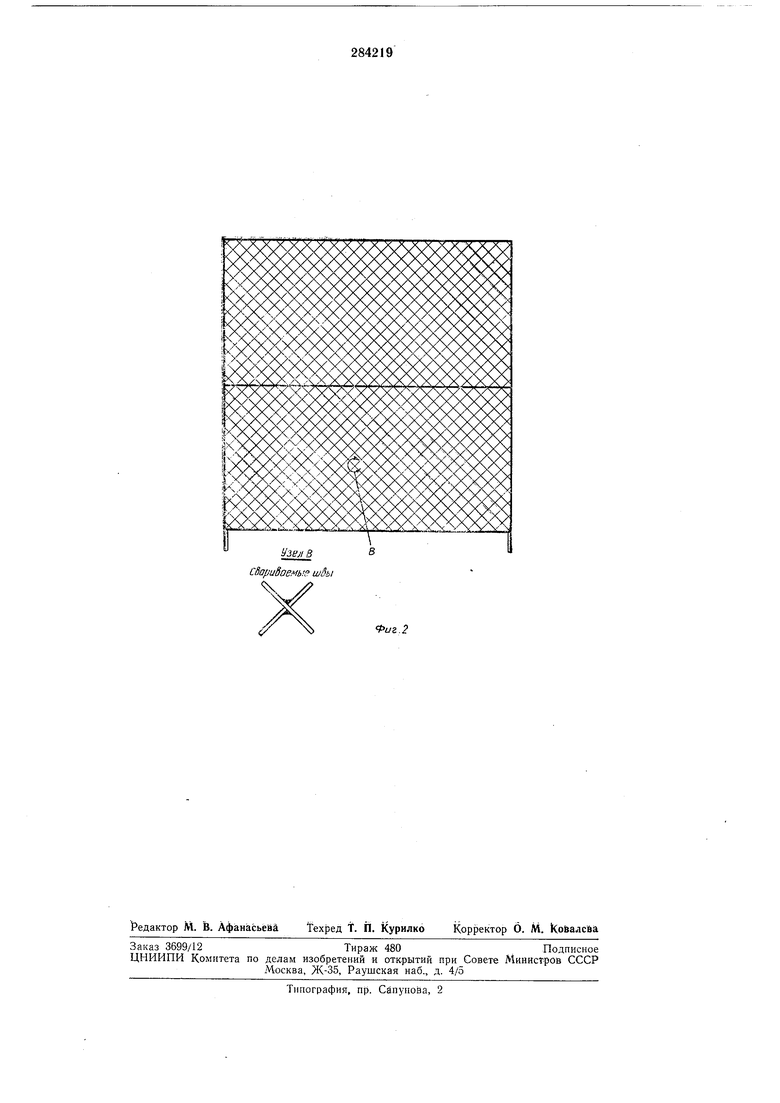
На фиг. 1 изо:бражено предлагаемое устройiCTBo для -сварки; на фиг. 2 - свариваемая сотовая конструкция.
1 с суппортом 2, коммуникациями 3 для иодвода защитного газа, коммуни-кациями 4 для подвода охлаждающей жидкости, а также механизмом 5 подачи присадочной проволоки и нажимным упором 6, которые смо-нтированы на кронщтейне 7. Кронштейн 7 -посредством узла точной регулировки положения сварочной головки / в вертикальной плоскости, состоящего из винта 8, тарельчатых пружин 9,
болта 10, и посредством узла точной регулиров-ки положения сварочной головки / в горизонтальной плоскости, состоящего из кронщтейна //, тарельчатых пружин 12, болта /5 и винта 14, закреплен -на площадке хвостовика ходового винта 15, -связанного с гайкой 16 и перемещающего сварочную головку 1. Редуктор 17 привода сварочной головки 1, двигатель 18 с изменяющимся числом оборотов, центрирующая призма 19, выполненная по
профилю ячейки сотовой конструкции и имеющая канал подвода защитного газа для обдува сварного щва с обратной стороны, и ручка 20 закреплены на корпусе 21, имеющем каналы для циркуляции охлаждающей жидкости.
С корпусом 21 через качалку 22 сочленена призматическая опоры 23, также выполнен-ная по профилю ячейки сотовой конструкции. Качалка 22 щарнирно связана с тягой 24, несущей зажимную гайку 25. На корпусе 21
l-шчивающий рабочий ход сварочной головкИ/.
Автомат работает следующим образом.
Корпусом 21, центрирующей призмой 19 и призматической опорой 23 автсмат вставляют в одну из ячеек свариваемой сотовой конструкции; вращением гайки 25 через тягу 24 и качалку 22 распирают призмати-ческую опору 23 И центрирующую призму 19, закрепив автомат неподвижно в ячейке. Затем перемещают ходовой винт 15 и сварочную головку 1 в крайнее левое положение, определяемое взаимным положением микровыключателя 26 и нажим-ноге- упора 6, предохраняющих автомат от иоломки в процессе «астройки Суппортом 2 устанавл1ивают предварительный уровень сварочной головки / в вертикальной плоскости. При включений рабочего цикла двигатель 18 через редуктор 17 и гайку 16 перемещает ходовой винт 15 и закрепленные на хвостовике последнего сварочную головку, механизм 5 подачи присадочной проволоки, коммуникации 3 и 4 для подвода защлтного газа и охлаждающей жидкости и нажимной упор 6. Ввиду того, что ходовой винт /5 и центрирующая призма 19 установлены строго параллельно, сварочная головка перемещается строго вдоль оси свариваемого шва. Случайные отклонения сварочной головки от оси шва.
возникающие в процессе его выполнения, компенсируются поворотом винта 14 узла точной регулировки положения головки в горизонтальной плоскости, а случайные изменения длины сварочной дуги компенсируются вращением виита 8. В соответствии с заданным режимом в зону сварки подастся присадочная ироволока механизмом 5. После выполнения одного сварного щва автомат снимают и переустанавливают на сварку другого щва и т. д.
Предмет изобретения
Устройство для сварки сотовых конструкций, содержащее сварочную головку и разжимную оправку, вводимую внутрь заготовки и выполненную в в-иде ее внутреннего профиля, отличающееся тем, что, с щелью увеличения производительности, сварочная головка жестко закреплена на оиргвке, а привод ее выполнен в виде винтовой пары, впит которой л есткЬ связа н с о(П рав-кЬй, а гайка связана с двигателем, причем сварочная головка снабжена узлом ее точной регулировки -относительно свариваемого шва, выполненных в виде расположенных между болтом и rafiKoA тарельчатых пружин.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ СЕКТОРНЫХ ОТВОДОВ ТРУБОПРОВОДОВ | 2008 |
|
RU2376119C1 |
| Устройство для сборки и сварки неповоротных кольцевых стыков | 1978 |
|
SU749601A1 |
| Автомат для аргонодуговой сварки | 1948 |
|
SU78165A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для автоматической сварки в среде защитных газов | 1977 |
|
SU737152A1 |
| УСТРОЙСТВО для ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ШТУЦЕРОВ | 1970 |
|
SU271692A1 |
| Способ оценки сопротивляемости образованию горячих трещин и устройство для его осуществления | 1989 |
|
SU1609589A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОДОЛЬНОЙ РОЛИКОВОЙ СВАРКИ | 1972 |
|
SU336119A1 |
V
Узел В CSapuSoeMb: шбы
иг.2
