Изобретение касается механизма запирания форм машин для литья под давлением.
Известны конструкции машин для литья пластмасс и сплавов цветных металлов под давлением. Однако известные устройства обладают низкой производительностью.
С целью устранения указанного недостатка, предложен механизм запирания форм, состояш,ий из неподвижных плиты и цилиндра запирания с размеш,енными между ними подвижной и промежуточной плитами, стяжных колонн и гидроцилиндров перемещения.
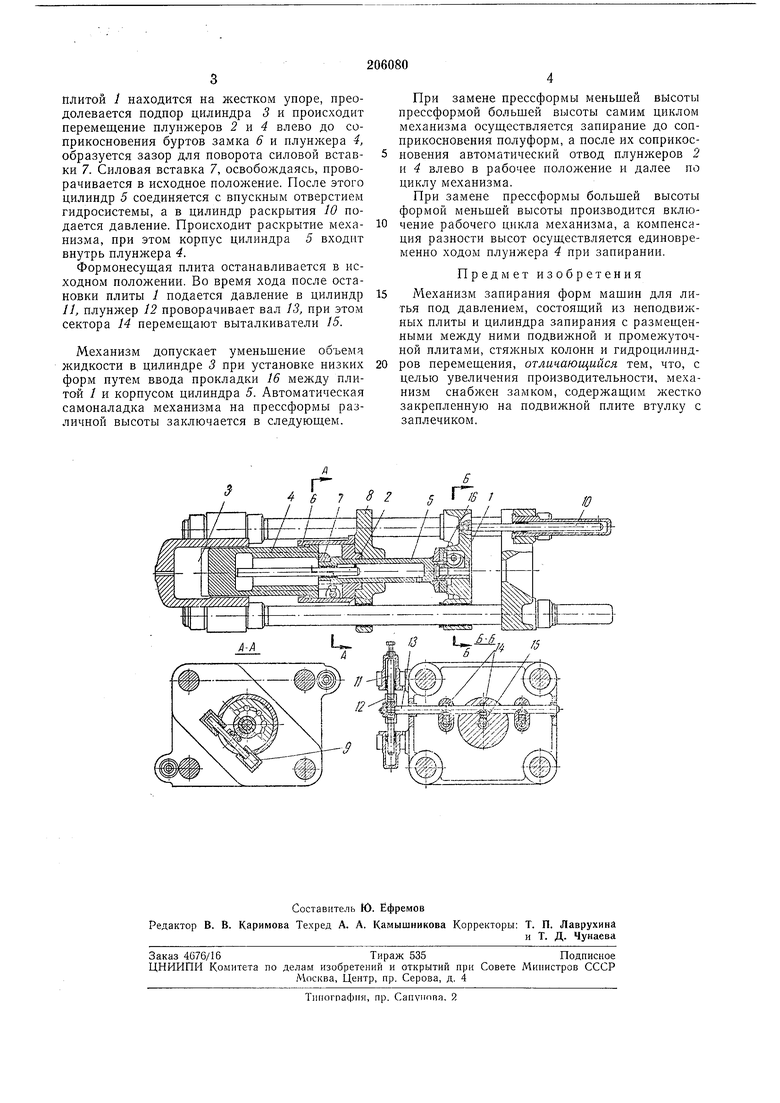
Конструкция и принцип действия механизма пояснены чертежом.
При запирании, для осуществления перемещения формонесущей плиты 1 вправо, жидкость под давлением подается в цилиндр J. При этом цилиндр 3 соединен со сливом с постоянным подпором, обеспечивающим неподвижность плунжера 4 при перемещении цилиндра 5 с формонесущей плитой / вправо до соприкосновения полуформ.
В конце хода формонесущая плита останавливается на жестком упоре, образуемом соприкоснувщимися полуформами. Вследствие этого давление в цилиндре 5 возрастает до номинальной величины (так как перемещение плиты / происходило при давлении в гидросистеме, значительно меньшем номинального). Под действием возросплего давления плунжер 2
перемещается влево вместе с плунл ером 4, преодолевая подпор на сливе в цилиндре 3 и вытесняя из него объем жидкости, необходимый для перемещения плунжера 4 влево до 5 упора в замок 6. Благодаря этому образуется зазор поворота силовой ставки 7. После соприкосновения плунжера 4 с буртом замка 6 дальнейшее поступательное перемещение плунжеров 4 и 2 прекращается. Вследствие того,
0 что соединение цилиндра 5 промежуточной плиты 8 и замка 6 становится жестким (замок 6 жестко соединен с промежуточной плитой 8 и направляющей втулкой, упирающейся в бурт цилиндра 5, а усилие, развиваемое давлением
5 в цилиндре 5, воспринимается буртами замка 6 плунжера 4 и цилиндра 5). Силовая вставка 7 посредством гидроцилиндра 5 поворачивается и своими выступами устанавливается против соответствующих выступов в отверстии плунжера 4. В цилиндр 3 подается высокое давление. Плунжер 4 перемещается вправо и упирается торцом в силовую вставку 7, в результате чего плунжер 4, силовая вставка 7, цилиндр 5 и формонесущая плита 1 становятся
5 жесткой механической системой, передающей усилие запирания от цилиндра 3.
плитой / находится на жестком упоре, преодолевается подпор цилиндра 5 и происходит перемещение плунжеров 2 и 4 влево до соприкосновения буртов замка 6 и плунжера 4, образуется зазор для поворота силовой вставки 7. Силовая вставка 7, освобождаясь, проворачивается в исходное положение. После этого цилиндр 5 соединяется с впускным отверстием гидросистемы, а в цилиндр раскрытия 10 подается давление. Происходит раскрытие механизма, при этом корпус цилиндра 5 входит внутрь плунжера 4.
Формонесущая плита останавливается в исходном положении. Во время хода после остановки плиты } подается давление в цилиндр 11, плунжер 12 проворачивает вал 13, при этом сектора 14 перемещают выталкиватели 15.
Механизм допускает уменьшение объема жидкости в цилиндре 3 при установке низких форм путем ввода прокладки 16 между плитой / и корпусом цилиндра 5. Автоматическая самоналадка механизма на прессформы различной высоты заключается в следующем.
При замене прессформы меньшей высоты прессформой большей высоты самим циклом механизма осуществляется запирание до сопприкосновения полуформ, а после их соприкосновения автоматический отвод плунжеров 2 и 4 влево в рабочее положение и далее по циклу механизма.
При замене прессформы большей высоты формой меньшей высоты производится включение рабочего цикла механизма, а компенсация разности высот осуществляется единовременно ходом плунжера 4 при запирании.
Предмет изобретения
Механизм запирания форм машин для литья под давлением, состоящий из неподвижных плиты и цилиндра запирания с размещенными между ними подвижной и промежуточной плитами, стяжных колонн и гидроцилиндров перемещения, отличающийся тем, что, с целью увеличения производительности, механизм снабжен замком, содержащим жестко закрепленную на подвижной плите втулку с заплечиком.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ СМЫКАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА | 2004 |
|
RU2255863C1 |
| Литьевая машина для литья изделий из термопластов | 1986 |
|
SU1353637A1 |
| Устройство для литья под давлением | 1985 |
|
SU1289595A1 |
| ЛИТЬЕВАЯ МАШИНА | 1971 |
|
SU317534A1 |
| ЛИТЬЕВАЯ МАШИНА | 1970 |
|
SU260871A1 |
| МЕХАНИЗМ ЗАПИРАНИЯ ФОРЛ\ | 1973 |
|
SU363605A1 |
| Литьевая машина для пластмасс | 1979 |
|
SU839723A1 |
| Вертикально-литьевая машина для литья изделий из термопластических масс | 1986 |
|
SU1344617A1 |
| Механизм запирания форм литьевых машин | 1967 |
|
SU279939A1 |
| Литьевая машина с двухступенчатым механизмом закрытия форм | 1969 |
|
SU299132A1 |
U J .
Л-А
