Изобретение касается уст1ройств для переработки пластических масс методом литья поя давлени-ем и литьевого прессования.
Известна литьевая млшина с м еханизмом запирания формы, содержаЩИМ переднюю .и заднюю неподвижные плиты, соединенные колоннами, на которых смонтировала формонесущая подвижная плита, коленно-рычажный механизм с приводным гидроцилиндром для ускоренного перемещения подвижных частей, силовой гидроцилиндр затирания формы, служащий также для наладки на толщану формы, и встроенный в крышку силового гидроцилиндра жесткий отраничитель хода его поршня. Существенным недостатком та-кого механизма является повышенное время полного цикла запирания формы, состоящего--из-Времени холостого пе ремещения-подвижной .плиты при помощи коленно-рычажного механизма с приводным гидроцилиндрам и- времени- повышения давления до необходимой величи ны в силовом гидроцилиндре. Хотя есть некоторая экономия во времени холостого перемещения подв-ижной плиты по сравнению с временем перемещения ее чисторычажными механизмами запирания фо/р,мы, время подъема давления в силовом гидро-цилиндре знач ительно перекрывает эту экономию. известно, время подъема давления Б замкнутой полости находится в прямой зависимости от объема последней. Объем силового гидроцилиндра значителен вследствие большого его диаметра, необходимого для создания усилия запир.ания, и длины, равной величине наладки на толщкну формы. Таким образом, чем меньше толщина формы, тем больше объем силового гидроцилиндра и больше время подъема давления.
С целью повышения быстроходности машины, .в предлагаемой литьевой машине регулируемый ограничитель хода поршня выполнен в виде плунжера, .встроенного в силовой гидроцилиндр и служащего его подвижлым дном. В результате этого создается малый объем мелоду плунжером и поршнем силового гидроцилиндра независимо от толщины формы и, следовательно, значительно уменьшается время подъема давления в силовом гидродилиндре. Плунжер перемещается, например, винтовым механизмом, установленным в крышке гидроцилиндра.
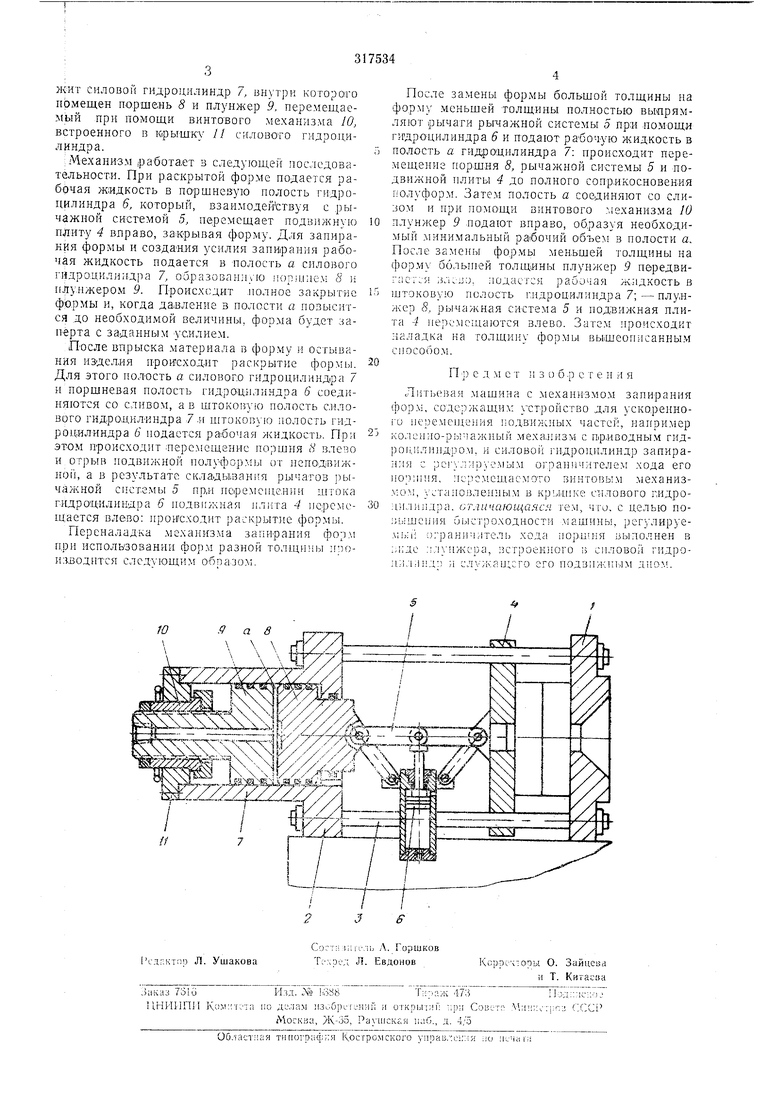
На чертеже изображен механизм запирания формы литьевой машины (в положении, соответствующем полному запиранию формы). Механизм .запирания литьевой машины содержит переднюю 1 и заднюю 2 неподаижные плиты, соединенные колоннами 3, .на которых смонтирована подвижная плита 4, рычажный механизм 5 с приводным гидродилиндром 6, для быстрых перемещений подвижной плиты 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ МАШИНА | 1970 |
|
SU272530A1 |
| Механизм запирания форм литьевой машины для пластмасс | 1976 |
|
SU565831A1 |
| ЛИТЬЕВАЯ МАШИНА | 1971 |
|
SU292822A1 |
| Механизм запирания форм литьевой машины | 1972 |
|
SU513875A1 |
| ЛИТЬЕВАЯ МАШИНА | 1970 |
|
SU260871A1 |
| Литьевая машина с двухступенчатым механизмом закрытия форм | 1969 |
|
SU299132A1 |
| МАШИНА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1972 |
|
SU330979A1 |
| Механизм запирания форм литьевой машины для пластмасс | 1976 |
|
SU608658A1 |
| Механизм смыкания форм литьевой машины | 1987 |
|
SU1407822A1 |
| ЛИТЬЕВАЯ МАШИНА ДЛЯ ПЛАСТМАСС | 1971 |
|
SU317535A1 |
