Изобретение относится к отрасли промышленности по созданию оборудования для переработки пластическ х масс в изделия.
Известны литьевые машины с различными типами двухступенчатых устройств для закрытия форм. В последнее время получили распространение механизмы запирания, представляющие собой комбинацию гидромеханических систем, выполняющих функцию ускоренных перемещений формонесущей подвижной плиты с гидравлическим силовым цилиндром дожатия, обеспечивающим запирание с требуемым в зависимости от отливаемого изделия усилием.
Применение таких комбинаций дает возможность использовать преимущества гидромеханической и гидравлической систем.
Во всех известных конструкциях двухступенчатые механизмы рассматриваемых типов выполнены как комбинация самостоятельно существующих гидроцилиндров системы ускоренного перемещения и запирания, что усложняет конструкцию и систему управления.
Предлагаемая литьевая машина с двухступенчатым механизмом закрытия форм отличается от известной тем, что корпус гидроцилиндра смыкания выполнен в виде штока поршня гидроцилиндра дожатия и
снабжен отверстием: для сообщения другом поршневых полостей указанных гидроцилиндров.
Это упрощает конструкцию и обслуживанне механизма закрытия форм.
Синхронное срабатывание двух гидроцилиндров смыкания и дожатия при закрытии форм, благодаря предложенному конструктивному решению, в отличие от
автономного расположения, где требуется последовательное поступление рабочей жидкости сначала в гидроцилиндр привода системы ускоренного перемещения, а затем в цилиндр дожатия и при этом необходим
ряд команд гидроавтоматики, повышает быстроходность срабатывания механизма, сокращает цикл работы машины.
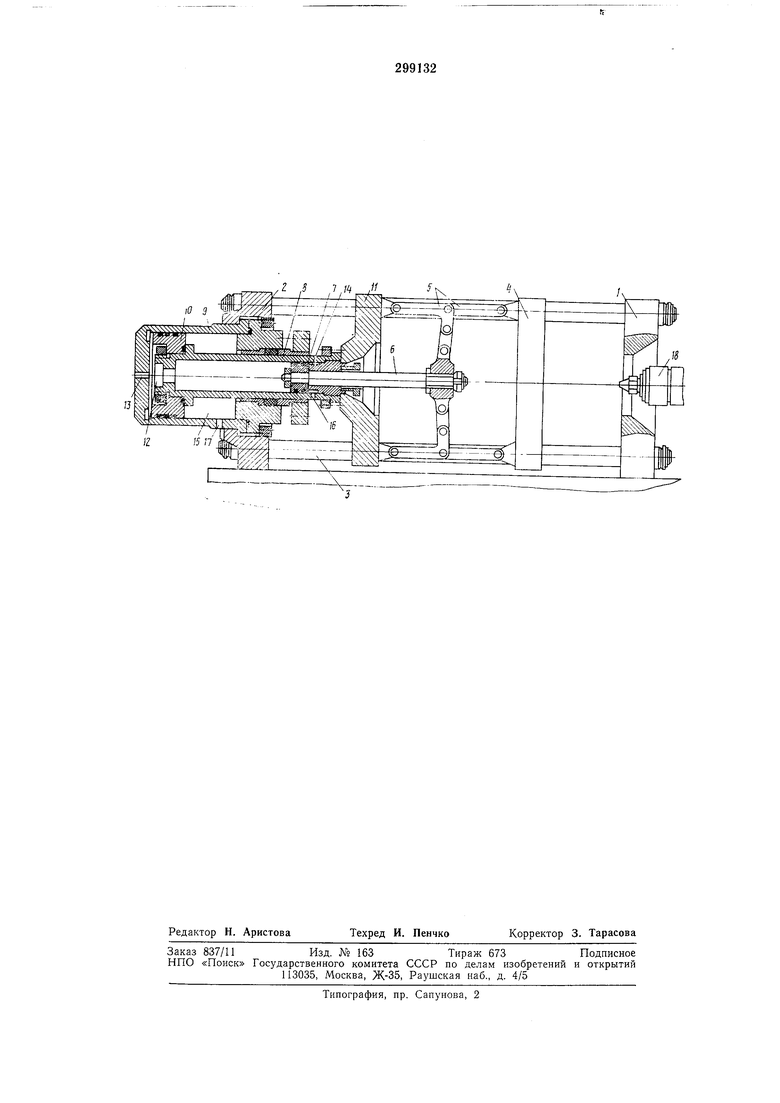
На чертеже изобралхена описываемая литьевая машина.
Она содерл ит переднюю неподвижную плиту 1 и заднюю неподвижную плиту 2, которые стянуты колоннами 3. На колоннах смонтирована подвижная плита 4, связанная рычажной системой 5 ускоренного
перемещения плиты со штоком 6 и поршнем 7 гидроцилиндра смыкания привода системы ускоренного перемещения, корпус 8 которого является одновременно штоком гидроцилиндра дожатия 9. Гидроцилиндр
плите. Внутри него размещен гидроцилиндр смыкания, на корпусе которого, как на штоке, укреплен поршень 10. Гидродилиндр смыкания связан с промежуточной плитой 11, с которой также связана рычажная система ускоренного перемещения плиты.
Полость 12 является общей поршневой полостью гидроцилиндров смыкания и дожатия, которые имеют одну точку подвода рабочей жидкости 13. Позиции 14 и 15 соответственно обозначают штоковые полости гидроцилиндров смыкания и дожатия с точками подвода масла 16 и 17.
Инжекционная часть машины 18 состоит из пластикационного цилиндра с приводом.
Работает литьевая машина следующим образом.
В начале работы поршень 7 гидроцилиндра смыкания находится в крайнем левом положении, при этом рычажная система 5 ускоренного перемещения подвижной плиты находится в исходном положении (рычаги сложены); подвижная плита 4 отведена на величину рабочего хода относительно неподвижной плиты 1.
Закрытие форм осуществляется сближением подвижной плиты 4, перемещающейся по колоннам 3, с передней неподвижной плитой 1. Ускоренное перемещение плиты 4 сообщается рычажной системой 5, привод которой осуществляется гидроцилиндром смыкания поршня 7 и штоком 6.
Рычалсная (кривошипная или другого типа) система с приводом от гидроцилиндра смыкания ускоренного хода обеспечивает быстроходность перемещения подвижной плиты с замедлениями в крайних положениях при малом расходе рабочей жидкости и мощности гидропривода. До соприкосновения полуформы система ускоренного перемен1,ения устанавливается в рабочее положение (пальцы рычагов устанавливаются на одну линию). После этого создается усилие запирания с помощью гидроцилиндра дожатия 9, которое передается через поршень 10, шток-корпус цилиндра смыкания 8, промежуточную плиту И и систему ускоренного перемещения, например рычажную 5, на подвижную плиту 4.
Происходит запирание форм через переднюю неподвижную плиту 1, колонны 3, заднюю неподвижную плиту 2, где укреплен гидроцилиндр дожатия. Подготовленная в инжекционной части машины 18 порция пластмассы впрыскивается в полость пресс-формы, где происходит формование изделия. Раскрытие форм и удаление издеЛИЯ происходит в обратной последовательности.
Благодаря предлагаемой компоновке при осуществлении запирания форм достаточно подать рабочую жидкость в полость 12, которая является общей для поршней 7 и 10 гидроцилиндра смыкания и гидроцилипдра дожатия через общую точку подвода рабочей жидкости 13. При наличии постоянно отрегулированного подпора в полости 16
сначала происходит перемещение поршня 7, который через шток 6 осуществляет привод системы ускоренного перемещения форм, а затем нри возрастании давления в полости 13 в связи с тем, что поршень 7
доходит до упора, возникает усилие, запирающее формы, при этом корпус гидроцилиндра смыкания будет работать как шток гидроцилиндра дожатия.
При раскрытии формы рабочая жидкость
одновременно подается в штоковую полость цилиндра дожатия через точку 17 и в штоковую полость 14 гидроцилиндра смыкания через точку подвода 16, нри этом полость 12 соединяется со сливом.
После преодоления усилия раскрытия поршнем 10 гидроцилиндра дожатия, с момента начала перемещения плиты 4 на раскрытие, прекращается подача расхода рабочей л идкости в полость 15, и плита 4
под действием системы ускоренного перемещения, которая приводится штоком 6 и поршнем 7 при поступлении рабочей жидкости в полость 14, приходит в исходное положение.
Формула изо б р е т е н и я
Литьевая машина с двухступенчатым механизмом закрытия форм, состоящая из
подвижной и неподвижной плит для кренлеиия формы, системы ускоренного перемещения плит, например рычажной, с приводом от гидроцилиндров смыкания и дожатия, отличающаяся тем, что, с целью
упрощения конструкции и обслуживания механизма закрытия форм, корпус гидроцилиндра смыкания выполнен в виде штока поршня гидроцилиндра дожатия и снабжен отверстием для сообщения друг с другом поршневых полостей указанных гидроцилиндров.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ МАШИНА | 1971 |
|
SU292822A1 |
| ЛИТЬЕВАЯ МАШИНА ДЛЯ ПЛАСТМАСС | 1971 |
|
SU306021A1 |
| Механизм запирания форм литьевой машины | 1972 |
|
SU513875A1 |
| Машина для литья под давлением | 1976 |
|
SU577088A1 |
| Механизм запирания форм литьевой машины для пластмасс | 1974 |
|
SU494275A1 |
| Устройство запирания форм литьевойМАшиНы для пОлиМЕРОВ | 1979 |
|
SU793795A1 |
| Механизм смыкания форм литьевой машины | 1977 |
|
SU716849A1 |
| Механизм управления прессформы литьевой машины | 1972 |
|
SU499126A1 |
| Механизм запирания форм литьевых машин для переработки пластмасс | 1972 |
|
SU466118A1 |
| ЛИТЬЕВАЯ МАШИНА | 1970 |
|
SU272530A1 |