1
Известен механизм запирания форм литьевых машип, содержащий силовой гидроцилиндр, рычажную систему, приводной гндроцилиндр для перемещения подвижной формонесущей плиты.
В такой конструкции приводной гпдроцилиндр подвещен на центральном шарнире под углом к горизонтальной оси машины, что увеличивает габариты механизма и не обеспечивает нужной быстроходности.
Для увеличения быстроходности, уменьшения габаритов механизма запирания в предлагаемом механизме рычаги, шарнирно закрепленные иа подвижной формонесущей плите, выполнены в виде коромысел.
Одни плечи коромысел соединены с рычагами, щарнирно закрепленными на штоке силового гидроцилиндра, а другие при помощи шатунов соединены со штоком приводного гидроцилиндра.
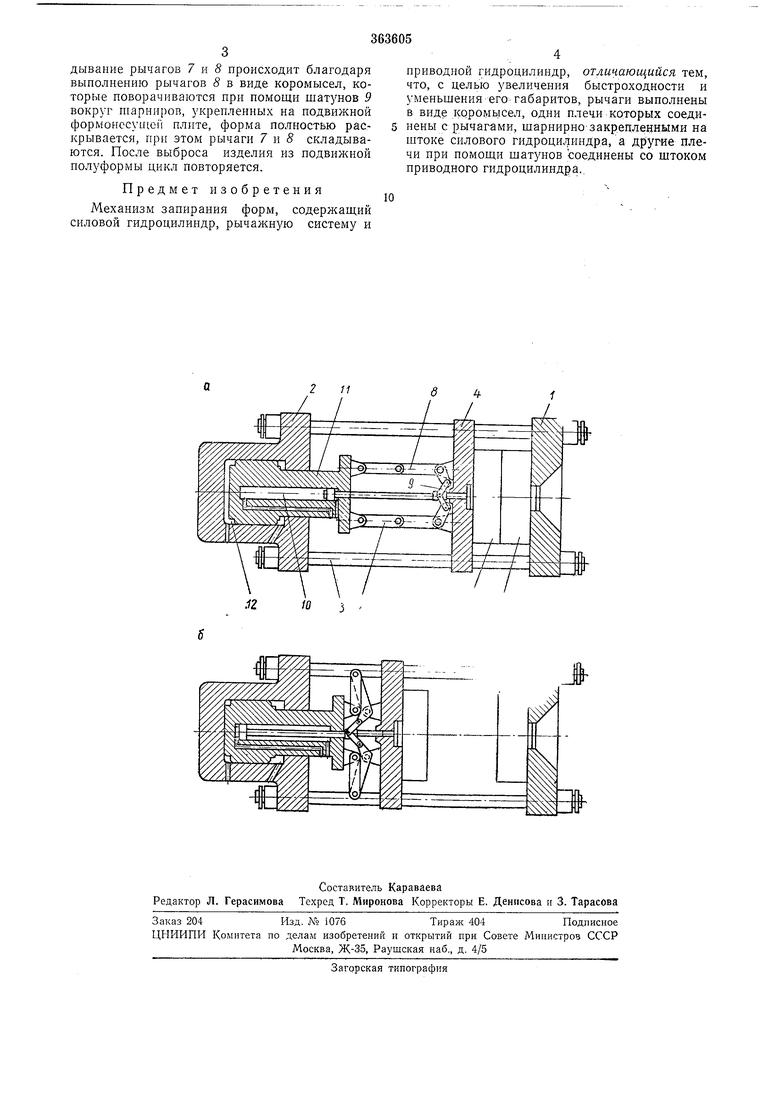
На чертеже изображен мехаиизм запирания в положениях: а - закрытой и б - раскрытой формы.
Механизм запирания литьевой машины состоит из передней / и задней 2 неподвижных плит, соединенных колоннами 3, на которых сидит подвижная 4 плита. На подвижной 4 неподвижной 2 плитах установлены соответственно подвижная 5 и неподвижная 6 полуформы. Для привода подвижной формонесущей
плиты служит рычажный механизм, состоящий из рычагов 7 и 8, шатунов 9, и приводной гидроцилиндр 10, встроенный в шток // силового гидроцилипдра 12.
Работа литьевой машины происходпт в следующей последовательности.
При раскрытой форме рабочая жидкость подается в поршневую полость приводного гидроцилиндра 10, шток которого через шатупы 9 передвигает нодвила1ую формонесущую плиту вправо. Одновременно происходит поворот рычагов 7 и 8 до их полного спрямления. При этом происходит закрытие формы. Для запирания формы и создания з силия запираПИЯ рабочая жидкость подается в поршневую полость силового гидроцилиндра 12.
После впрыска материала в форму н остывания изделия происходит раскрытие формы. Для этого поршневые полости ириводного гидроцилиндра 10 и силового гидроцплипдра 12 соедипяются со сливом, а в штоковые полости гидроцилиндров подается рабочая жидкость. Перемещением штока 11 силового гидроцилиндра 12 влево через спрямленные рычаги 7
и 8 происходит отрыв подвижной полуформы от неподвижной полуформы. После отрыва от пеподвижиой полуформы освобожденная подвил ная иолуформа вместе с подвижной формонесущей плитой при иомощи приводного
гидроцилпидра 10 перемещается влево. Складываиие рычагов 7 и 8 происходит благодаря выполнению рычагов 8 в виде коромысел, которые поворачиваются при помощи шатунов 9 вокруг пгарниров, укрепленных на подвижной формонесу де| 1 плите, форма полностью раскрывается, при этом рычаги 7 и 8 складываются. После выброса изделия из подвижной полуформы цикл повторяется.
Предмет изобретенияJQ
Механизм запирания форм, содержащий силовой гидроцилиндр, рычажную систему и
приводной гидроцилиндр, отличающийся тем, что, с целью увеличения быстроходности и уменьшения его габаритов, рычаги выполнены в виде коромь1сел, одни плечи которых соеди5 иены с рычагами, шарпирно-закрепленными на штоке силового гидроцилиндра, а другие плечи при помощи шатунов соединены со штоком приводного гидроцилиндра..
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм запирания форм литьевойМАшиНы для пОлиМЕРОВ | 1979 |
|
SU802061A1 |
| Механизм смыкания форм литьевой машины | 1977 |
|
SU716849A1 |
| Литьевая машина с двухступенчатым механизмом закрытия форм | 1969 |
|
SU299132A1 |
| Механизм запирания форм литьевой машины для полимеров | 1987 |
|
SU1578004A1 |
| МЕХАНИЗМ СМЫКАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА | 2004 |
|
RU2255863C1 |
| Механизм смыкания форм литьевой машины | 1981 |
|
SU1028521A2 |
| ЛИТЬЕВАЯ МАШИНА | 1971 |
|
SU317534A1 |
| МЕХАНИЗМ ЗАПИРАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА | 2006 |
|
RU2305631C1 |
| ГИДРАВЛИЧЕСКИЙ МЕХАНИЗМ ЗАПИРАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ | 2002 |
|
RU2236349C2 |
| Механизм смыкания формы литьевой машины | 1982 |
|
SU1058789A1 |
