Известен способ сварки неплавящимся электродом в среде инертных газов непрерывной дугой переменного тока с подавлением постоянной составляющей цепи переменного тока.
Предложено в сварочную цепь поочередно вводить постоянный ток разных полярностей с раздельным регулированием величины и длительности его действия, что увеличивает проплавляющую способность и давление дуги переменного тока, повышает производительность и улучшает качество при сварке вертикальных и потолочных швов.
При таком способе сварки благодаря тому, что в цепь переменного тока поочередно вводится постоянный ток прямой и обратной полярностей, используется положительное влияние постоянной составляющей обеих полярностей и нейтрализуется их отрицательное влияние.
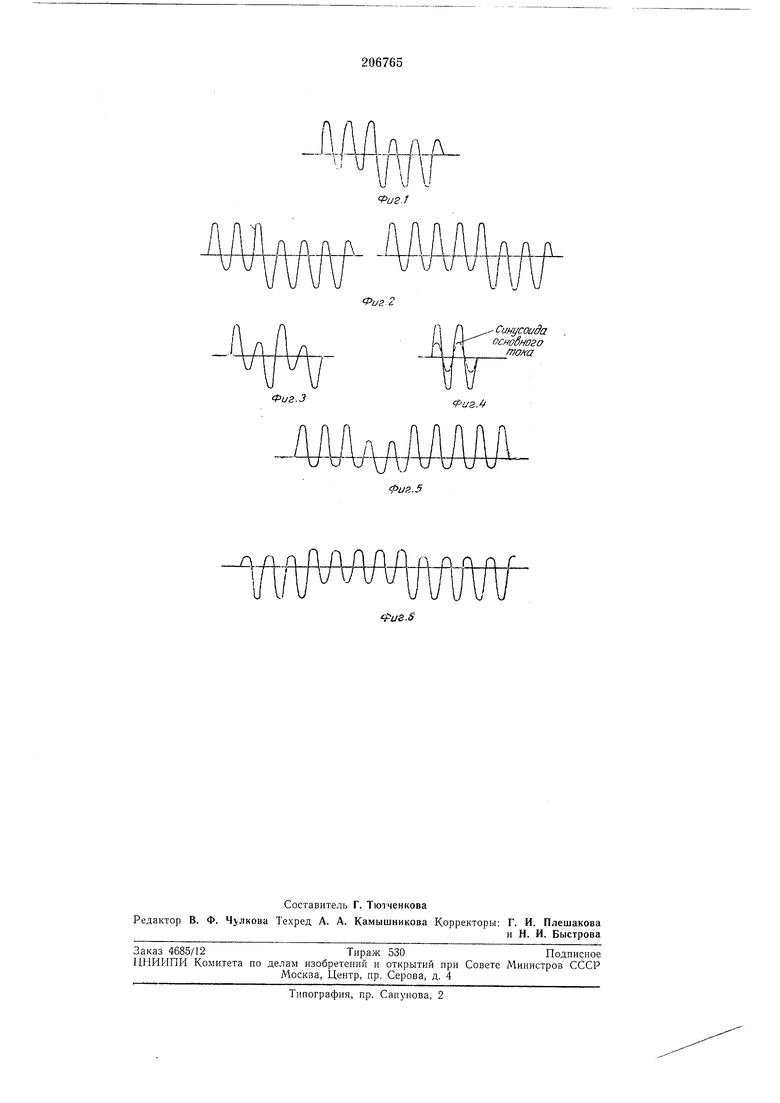
В зависимости от конкретных условий регулируются как величина постоянного тока прямой и обратной полярности, так и длительность его действия - от величины порядка одного полупериода до нескольких периодов. При этом возможны следующие варианты введения в цепь переменного тока постоянного тока прямой и обратной полярности, поясняемые чертежами.
1.Поочередно каждой полярностп в течение нескольких периодов равными промежуткам времени (см. фиг. 1).
2.Поочередно каждой полярности в течение нескольких периодов не равными промежуткам времени (см. фиг. 2).
3.Поочередно каждой полярностп в течение одного периода (см. фиг. 3).
4.Поочередно каждой полярностп в течение промежутка времени порядка одного полупериода (см. фиг. 4).
5.Только прямой полярности от промежутка времени порядка одного полупериода до нескольких периодов (вплоть) до непрерывного режима введения (см. фиг. 5).
6.Только обратной полярностп от промежутка времени порядка одного полуиериода до нескольких периодов (см. фиг. 6).
Предмет изобретения
Способ сварки неплавящимся электродом в среде инертных газов непрерывной дугой переменного тока, отличающийся тем, что, с целью увеличения проплавляющей способности и давления дуги, а также повышения производительности, в сварочную цепь поочередно вводят постоянный ток разных полярностей с раздельным регулированием величины и длительности его действия.
г Синусоида основного no/fa
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ РАЗНОПОЛЯРНЫМИ ПРЯМОУГОЛЬНЫМИ ИМПУЛЬСАМИ ТОКА | 1998 |
|
RU2135336C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Способ дуговой механизированной двухэлектродной сварки | 2016 |
|
RU2639586C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ДВУМЯ ЭЛЕКТРОДАМИ | 2017 |
|
RU2653027C1 |
| УСТРОЙСТВО для ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 1971 |
|
SU292742A1 |
| Источник питания для электродуговой сварки | 1976 |
|
SU707712A1 |
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
А
