Известны устройства для одновременного заполнения ряда литейных форм, состоящие из весоизмерительных датчиков контроля количества имеющегося в дозирующей установке металла, по сигналам которых оператор воздействует на приводы дозирующих элементов.
Предлагаемое устройство отличается от известного тем, что в нем применены блок анализа потребной металлоемкости подаваемых форм и блоки сравнения располагаемого количества металла с потребным для бесперебойного заполнения литейных форм, выход которых подсоединен к исполнительному устройству поворота дозирующих ковшей.
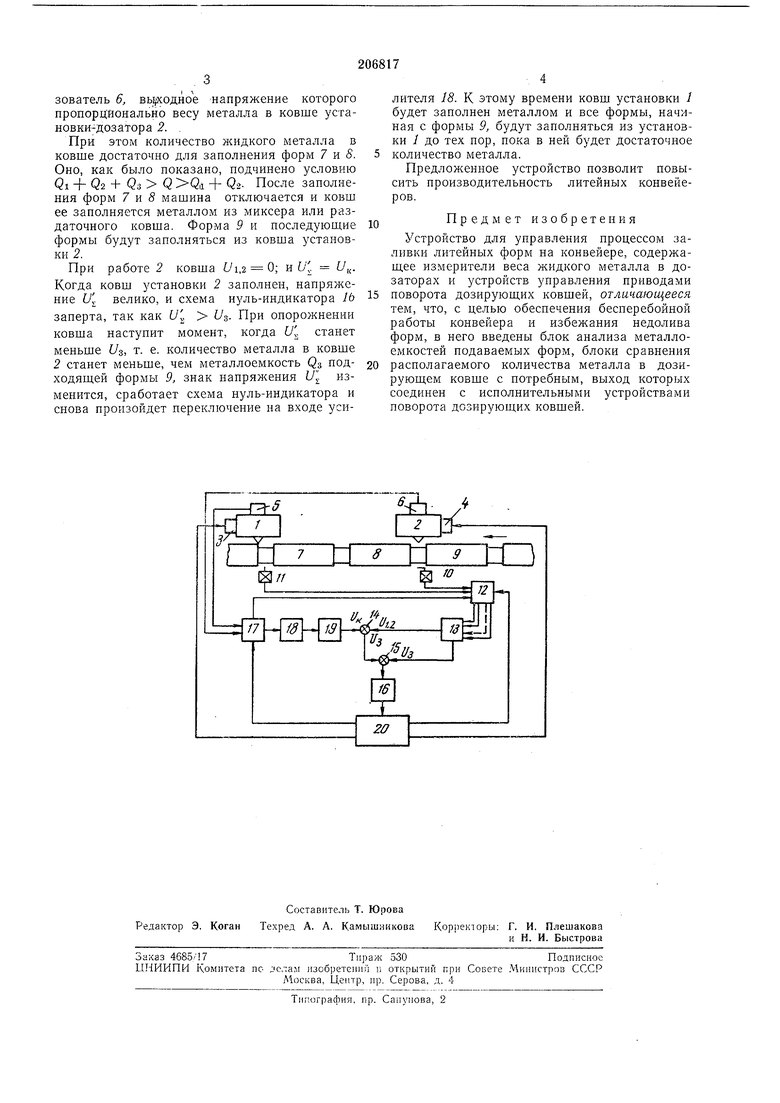
РЬображенная на чертеже блок-схема устройства состоит из следующих основных элементов: /, 2 - заливочные установки-дозаторы; 3, 4 - приводы поворота ковщей дозаторов; 5, 6 - датчики веса металла в ковшах дозаторов; 7, 8, 9 - литейные формы; 10, 11- блоки путевых выключателей, подсоединяемых к входам блока памяти 12; 13 - блок формирования эталонных напряжений; М, 15 - устройства сравнения сигналов от датчиков веса и сигналов, эквивалентных металлоемкостям литейных форм; 16 - нуль-индикатор; 17 - коммутатор; 18 - усилитель; J9 - выпрямитель; 20 - иульт управления.
Qu: Qs, Qs - металлоемкости литейных форм 7, 8, 9 соответственно.
Устройство работает следующим образом.
Вес металла в ковше / преобразуется с помощью преобразователя 5 в электрическое напряжение, которое через коммутатор 17 подается на пропорциональный усилитель 18 и затем на выпрямитель 19. Выходное напряжение t/K, пропорциональное весу жидкого металла в ковше /, поступает на элемент сравнения 14. Одновременно на этот же элемент от счетчика форм 10 через блок памяти 12, блок эталонных напряжений 13 и сумматор величин металлоемкостей 7 и 2 ковшей поступает напряжение Li,2, пропорциональное суммарной металлоемкости форм 7 и 8, находящихся между / и 2 ковшом. Разностное напряжение и(. подается на второй элемент сравнения 15, где сравнивается с напряжением t/3, пропорциональным металлоемкости Qs формы 9. Как только вес металла в ковше / станет больше, чем металлоемкость Qi Н- Q, по меньше, чем Qa+Qa+Qs напряжение (7 станет меньше U, результирующее напряжение и . изменит свой знак и сработает исполнительный орган нуль-индикатора. В результате этого включается в работу машина 2. Коммутатор 17 отключает преобразователь 5 и подключает ко входу усилителя 18 преобразователь 6, вь одное напряжение которого пропорционально весу металла в ковше установки-дозатора 2. .
При этом количество жидкого металла в ковше достаточно для заполнения форм 7 и S. Оно, как было показано, подчинено условию QI + Q2 + Qs Q Q,i + QL. После заполнения форм 7 и S машина отключается и ковш ее заполняется металлом из миксера или раздаточного ковша. Форма 9 и последующие формы будут заполняться из ковша установки 2.
При работе 2 ковша 1,2 0; и Ц t/,(. Когда ковш установки 2 заполнен, напряжение 11(- велико, и схема нуль-индикатора 1Ь заперта, так как U Us. При опорожнении ковша наступит момеит, когда t/ станет меньше t/з, т. е. количество металла в ковше 2 станет меньше, чем металлоемкость Qs подходящей формы 9, знак напряжения U изменится, сработает схема нуль-индикатора и снова произойдет переключение на входе усилителя 18. К этому времени ковш установки 1 будет заполнен металлом и все формы, начиная с формы 9, будут заполняться из установки 1 до тех пор, пока в ней будет достаточное количество металла.
Предложенное устройство позволит повысить производительность литейных конвейеров.
Предмет изобретения
Устройство для управления процессом заливки литейных форм на конвейере, содержащее измерители веса жидкого металла в дозаторах и устройств управления приводами
5 поворота дозирующих ковшей, отличающееся тем, что, с целью обеспечения бесперебойной работы конвейера и избежания недолива форм, в него введены блок анализа металлоемкостей подаваемых форм, блоки сравнения
располагаемого количества металла в дозирующем ковще с потребным, выход которых соединен с исполнительными устройствами поворота дозирующих ковщей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ВЗВЕШИВАНИЯ И ДОЗИРОВАНИЯ ЖИДКОГО МЕТАЛЛА | 1972 |
|
SU357026A1 |
| Дозатор жидкого металла | 1975 |
|
SU554946A1 |
| Устройство управления скоростью разливки металла | 1987 |
|
SU1405960A1 |
| Устройство для дозирования жидкого металла | 1976 |
|
SU541088A1 |
| АВТОМАТИЧЕСКАЯ СИСТЕМА УПРАВЛЕНИЯ ДОЗИРОВАНИЕМ | 1968 |
|
SU209663A1 |
| Автоматический дозатор непрерывного действия | 1977 |
|
SU699333A1 |
| Способ управления асинхронным электродвигателем с симисторным силовым коммутатором в фазах статорной обмотки | 1988 |
|
SU1629955A1 |
| Электрогидравлический следящий привод робота | 1990 |
|
SU1740806A1 |
| Устройство для автоматического регулирования положения ковша гидравлического экскаватора | 1985 |
|
SU1258958A1 |
| Устройство для заливки стали в изложницу | 1984 |
|
SU1225685A1 |
