Известен вулканизатор-форматор для формования и вулканизации покрышек и т. п. изделий, выполненный в виде разъемной прессформы, состоящей из двух частей. Верхняя часть прессформы укреплена в верхней секдин паровой камеры, смонтированной на верхней траверсе, взаимодействующей с приводом через кривошипно-шатунный механизм, нижняя - в нижней секции паровой камеры, жестко за.крепленной на столе, снабженном механизмом загрузки-выгрузки заготовок.
Известный вулканизатор не приспособлен для производства гофрированных резино-кордных оболочек и не всегда дает хорошие результаты при изготовлении каркасов шин типа PC, широкопрофильных покрышек и покрышек с глубоким рисунком, так как прессформы с одной плоскостью разъема не позволяют формовать изделия, входящие в первую группу. Для покрыщек с глубоким рисунком отмечена деформация гребней рисунка при извлечении изделий из формы.
Предложенный вулканизатор-форматор состоит из трех частей. Средняя часть, л естко закрепленная на радиальных направляющих зеркала стола-вулканизатора, состоит из секторов, взаимодействующих с пневмоцилиндрами, верхняя и нижняя, закрепленные соответственно на верхней и нижней траверсах, взаимодействуют друг с другом через нажимные
штанги и равноплечие рычаги, что дает возможность изготовлять на единой модели вулканизатора-форматора любые резино-кордные оболочки. При пр1 менении равноплечих рычагов, взаимодействующих с нажимными штангами, можно получить асимметричные изделия.
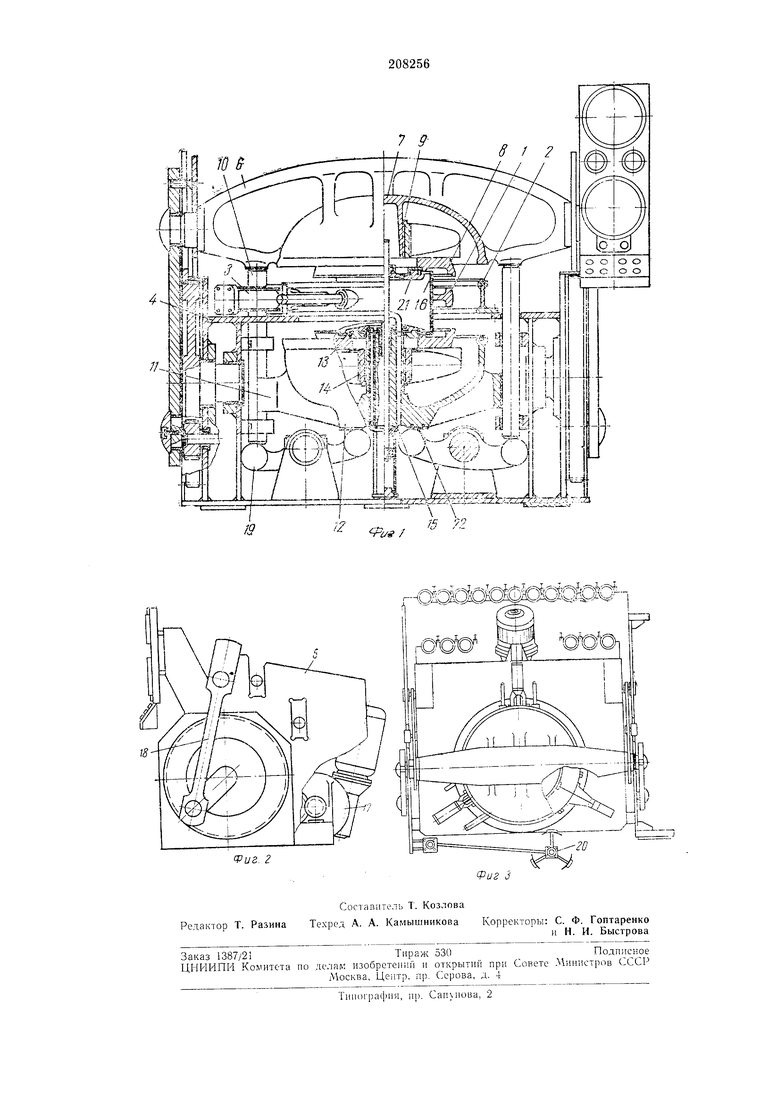
На фиг. 1 изображен вулканизатор-форматор, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - механизм загрузки-выгрузки.
Вулканизатор-форматор для вулканизации и формования резийо-кордных оболочек, например гофрированных баллонов, покрышек типа PC и других изделий, выполнен в виде разъемной прессформы, средняя секция / которой вместе со средней секцией 2 паровой камеры с гидроцилиндрами 3 укреплена на радиальных направляющих зеркала стола 4. По боковым поверхностям сгола смонтированы щеки 5 для крепления и направления верхней траверсы 6. Она изготовлена вместе с верхней секцией 7 паровой камеры, к которой прикреплена верхняя часть 8 прессформы с устройством 9 для регулирования и воздействия на нажимные штанги 10. Нижняя траверса // изготовлена вместе с нижней секцией 12 паровой камеры, к которой прикреплена нижняя секция 13 нрессформы с регулирующим устройством 14 и узлом 15 для управления диафрагмой 16.
водом 17 через крквошипно-шатуиный механизм /S и с , траверсой 11 через нажимные штанги 10 и равноплечие рычаги 19, служаш,ие для синхронного смыкания верхней 8 и нижней 13 секций прессформы со средней секцией /.
На левой щеке 5 по фронту стола 4 смонтирован механизм 20 загрузки-выгрузки изделий.
Механизм 20 загрузки-выгрузки нодает заготовку к рабочему месту и сажает ее на диафрагму 16, в которую нодают формующий пар. При этом заготовка расправляется и ориентируется на диафрагме.
Одновременно с подачей формующего пара верхнее бортовое 1кольцо 21 опускается. После этого смыкаются секторы средней секции прессформы. После их смыкания кривошипнощатупный хмеханизм 18 перемещает верхнюю траверсу 6 с верхней секцией 8 прессформы вниз: начинается Процесс формирования. Верхняя траверса 6 через нажимиые штанги 10 и рычаги 19 перемещает нижнюю траверсу // с нижней секцией 13 нрессформы до полного смыкания со средней секцией / прессформы.
ОднОВременность смыкания всех секций нрессформы обеспечивается регулировочным устройством 22 и правцльной установкой верхней и нижней секций прессформы.
Как только прессформа закрылась, в полость диафрагмы и паровую камеру подают теплоноситель и проводят вулканизацию по заданной программе.
После вулканизации верхпяя траверса 6 перемещается вверх, а затем откидывается назад, а нижняя 11 опускается под действием собственного веса. Патроп механизма 20 загруз ки-выгрузки вводится в полость оболочки и захватывает ее по верхнему бортовому .кольцу. Секторы средней секции / прессформы освобождают изделие, и оно транспортируется к месту разгрузки.
Затем цикл повторяется.
П р е д м е т и 3 о б р е т е н и я
1.Вулкаиизатор-форматор, выполненный в виде установленной на столе, снабженном механизмом загрузки-выгрузки, разъемной нрессформы, верхняя часть которой укреплена в
верхней паровой камере, смонтированной на траверсе, взаимодействующей с приводол через кривощипно-шатунный механизм, нижняя часть укреплена в нижней паровой камере, отличающийся тем, что, с целью изготовления
различных резино-кордных оболочек, например симметричных гофрированных баллонов, каркасов шин типа PC и других изделий, разъемная прессформа вынолнена из трех частей, средняя из когорых закреплена на радиа. ьных направляющих зеркала стола вулканизатора и состоит из секторов, взаи.модействующих с гидроцилиндрами, а верхняя и нижняя секции прессформы смонтированы на верхней и нижней траверсах, взаи.модействующих через нажимные штанги и равноплечие рычаги.
2.Вулканизатор-форматор по п. 1, отличающийся тем, что, с целью изготовления асимметричных резрШО-кордных оболочек, рычаги, взаимодействующие с нажи.мными штангами и
нижней траверсой, выполнены разноплечими. М №ff ;j: -1 чоУ - . 1 f N| Р;ПЬ0ё Ш ЕЕЕ . iTTrr vaiiiir iKL i || hi-AV- i ii Ф« 1q;:iVi if.-з .м.„, . V jj i 1 K i, T --:VV-. t , v .- - fi -j ;i- V-- /- .Л, I 2 Ч I; II I , ,4-Д1 XX, fei .x 
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для вулканизации резино-кордных оболочек | 1982 |
|
SU1035906A1 |
| Пресс-форма для вулканизации резино-кордных оболочек | 1982 |
|
SU1086638A1 |
| ВУЛКАНИЗАТОР-ФОРМАТОР | 1966 |
|
SU178486A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК | 1969 |
|
SU243817A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1979 |
|
SU927539A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU1016928A1 |
| ФОРМАТОР-ВУЛКАНИЗАТОР ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2039651C1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1969 |
|
SU235976A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1984 |
|
SU1243280A1 |
| Устройство для вулканизации покрышек пневматических шин | 1979 |
|
SU891470A1 |