Известны устройства для определения условий осуществления сборки соединений деталей, имеющих ось симметрии, на автоматических сборочных мащинах, содержащие станину, на которой установлен кронштейн с чашей, стенки которой служат направляющими для перемещения первой собираемой детали на величину, контролируемую индикатором, и стойка с держателем для второй собираемой детали, который может перемещаться в направлении, перпендикулярном направлению перемещения первой детали для совмещения обеих этих деталей.
Предлагаемое устройство отличается от известных тем, что оно снабжено второй чащей, стенки которой служат направляющими для перемещения первой чащи в направлении, перпендикулярном направлению перемещения первой собираемой деталей, и обе чащи выполнены поворотными, каждая на своей оси, которые закреплены: у первой чащи - в стенках второй чащи, а у второй чащи - в стенках кронщтейна.
Такое выполнение устройства позволяет определить условия сборки соединений с цилиндрическими, резьбовыми |И коническими поверхностями сопряжений по методам полной и неполной взаимозаменяемости, а также по методу регулировки.
Для имитации расположения центра тяжести второй детали ее держатель выполнен в виде трубки, заполняемой мерными щариками, с расположенными по высоте отверстиями под щтыри, служащие для ограничения расстояния нижнего слоя щариков от второй детали, и установлен с возможностью поворота в плоскости, перпендикулярной направлению перемещения второй детали, и перемещения в направлении, перпендикулярном этой плоскости.
Для имитации системы жесткости «собираемые детали - сборочная мащина каждая из осей поворота чащ может быть снабжена
регулируемым фрикционным тормозом.
С целью расширения возможностей определения условий сборки резьбовых соединений, устройство может быть снабжено двигателем для сообщения крутящего момента держателю второй детали, число оборотов которого может регулироваться посредством, например, раздвижных щкивов, а с целью имитации расположения сборочных механизмов машины в пространстве - тремя регулировочными винтами, закрепленными в стойке, которые могут быть использованы в качестве его опор.
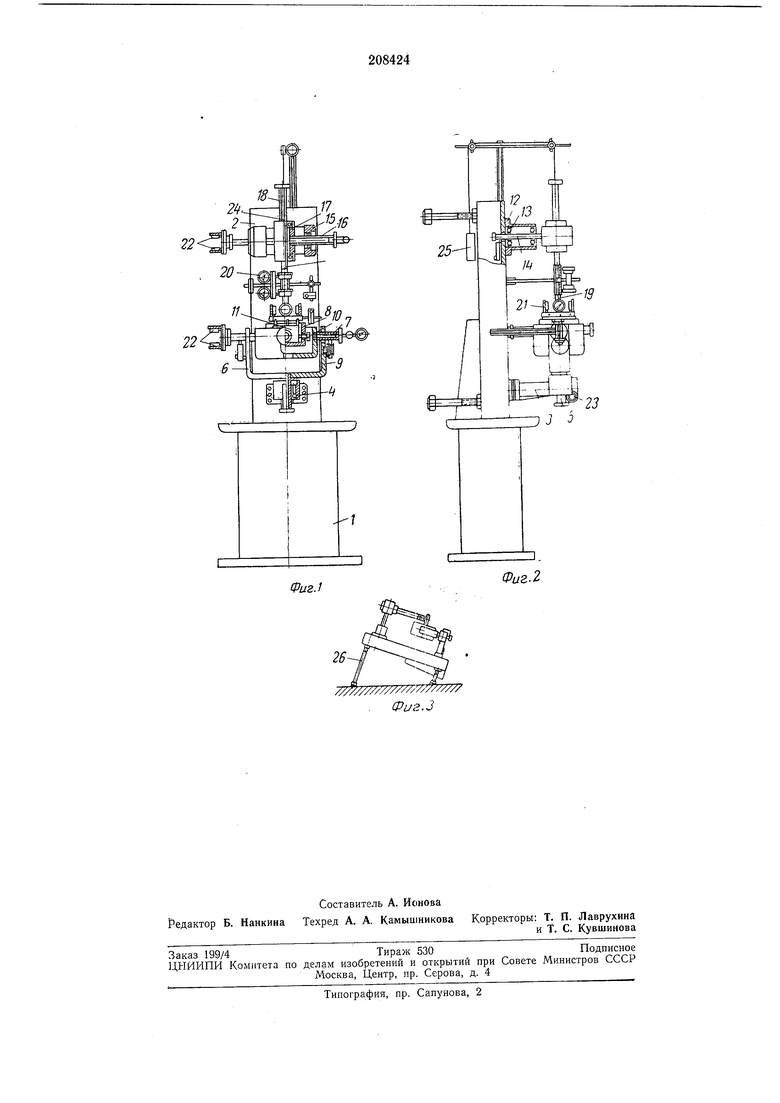
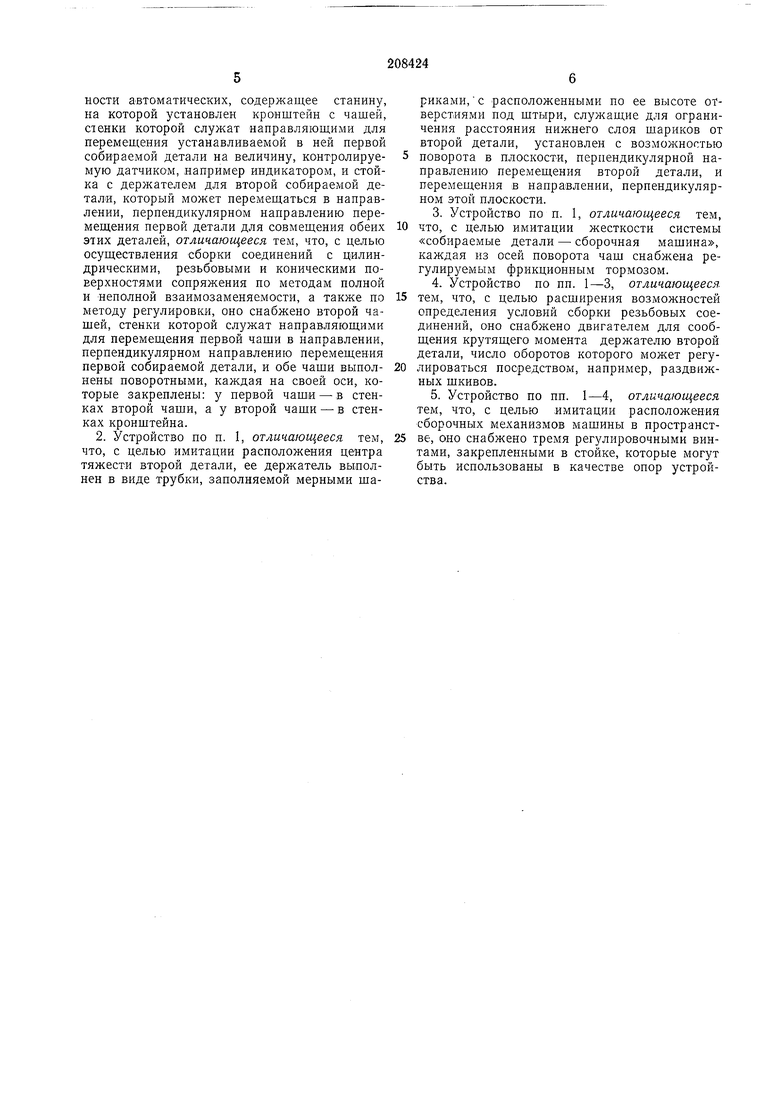
На фиг. 1 изображено предлагаемое устройство (вид спереди); на фиг. 2 - то же (вид сбоку); на фиг. 3 - устройство при наклонНа станине 1 устройства установлена основная стойка 2, к которой прикреплена опора 3 со смонтированной на подшипниках 4 осью 5, запрессованной в кронштейн 6, с укрепленными в ней с помощью осей 7 двух чаш 5 и Р. (В -случае необходимости чаши могут перемешаться во взаимно перпендикулярных направлениях). Внутри первой чаши устанавливается выверяемая с помошью трех винтов 10 первая деталь //. К основной стойке прикреплена стойка 12 со смонтированной на подшипниках 13 осью 14, запрессованной в опору 1C), имеюшую возможность поворачиваться в плоскости, перпендикулярной плоскости перемеш,ения чаш 5 и Р. На оси 16 укреплена гильза 17 с возможностью поворота в плоскости, перпендикулярной плоскости перемещения чаши 8 и поворота опоры 15. Внутри гильзы размещается держатель 18 с прикрепленной к его концу второй деталью 19.
Замер положения сопрягаемой поверхности второй детали осуществляют с помощью четырех индикаторов 20, два из которых замеряют перемещение и поворот в одной плоскости, а два остальных - в другой плоскости.
Положение первой детали // замеряют с помощью трех индикаторов 21, упирающихся измерительными наконечниками в торец детали.
Остальные индикаторы 22 предназначены для задания величин относительных смещений и поворотов.
Метод регулировки предусматривает в процессе сборки изменения положения одной детали относительно другой. Это достигается установкой фрикционного тормоза 23.
Для имитации любого расположения центра тяжести второй детали ее держатель 18 выполнен в виде трубки с расположенными по спирали отверстиями, позволяющими с помощью щтырей (на чертеже не показаны) устанавливать любое необходимое количество имитирующих вес детали 19 мерных шариков 24. Излишний против необходимого вес снижается с помощью противовеса 25.
Аналогично весу имитируется сборочное усилие.
Расположение оси базовой детали обеспечивается тремя регулировочными винтами 26, закрепленными в стойке, которые могут быть использованы в качестве опор устройства.
Для расширения возможности определения условий сборки резьбовых соединений устройство снабжено двигателем (на чертел ;е не показан) для сообщения крутящего момента держателю второй детали, число оборотов которого может регулироваться посредством, например, раздвижных шкивов (на чертеже не показаны).
Для проведения экспериментов по одному из методов устройство размещают с помощью трех регулировочных винтов 26 на станине в положение, соответствующее тому, которое занимают собираемые детали в автоматической сборочной машине.
Нахождение условий сборки по методу полной и неполной взаимозаменяемости производится следующим образом.
Устанавливают и закрепляют в чаше и на держателе 18 собираемые детали или заменяющие их макеты деталей. При этом следует учесть, что условия сборки будут неодинаковы при установке вала и втулки, а поэтому в держателе обязательно укрепляется именно вторая деталь 19. С помощью датчиков, например индикаторов, выверяют положение одной детали относительно другой и соединяют их до совпадения осей сопрягаемых поверхностей. Застопоривают держатель и устанавливают все индикаторы на нуль, затем расстопоривают и разъединяют детали.
По показаниям индикаторов 22 перемещают на заданные величины смещений первую деталь // и поворачивают вместе с держателем вторую деталь 19, после чего осуществляют их стопорение с помощью фрикционных тормозов. Расстопоривают держатель со второй деталью 19, имитируя процесс сборки.
Условия сборки многоопорного вала с корпусной деталью определяют аналогичным путем с той лишь разницей, что условие сборки определяют отдельно для каждой сопрягаемой ступени вала с корпусом.
Условия сборки по методу регулировки определяют в той же последовательности, что и для метода полной и неполной взаимозаменяемости, разница заключается лишь в том, что необходимо имитировать вес, расположение центра тяжести и сборочное усилие с помощью размещенных в держателе шариков, штырей и противовеса 25. Жесткость системы «собираемые детали - сборочная машина имитируется фрикционными тормозами 23.
Для определения условий сборки соединений деталей с резьбовыми поверхностями сопряжений по методу регулировки к устройству дополнительно подключается электродвигатель с раздвижными шкивами, обеспечивающими бесступенчатое регулирование числа оборотов держателя 18. Этот же электродвигатель со шкивами может быть использован для сообщения вращения второй устанавливаемой детали при определении условий сборки по методам полной и неполной взаимозаменяемости, если предполагается, что при сборке одна из собираемых деталей будет вращать устройство на станине. Такое конструктивное выполнение устройства дает возможность определять условия сборки с учетом взаимосвязи между смещениями и поворотами сопрягаемых поверхностей деталей.
Предмет изобретения
ности автоматических, содержащее станииу, на которой установлен кронштейн с чашей, стенки которой служат нанравляюш;ими для перемещения устанавливаемой в ней нервой собираемой детали на величину, контролируемую датчиком, например индикатором, и стойка с держателем для второй собираемой детали, который может перемещаться в направлении, перпендикулярном направлению перемещения первой детали для совмещения обеих этих деталей, отличающееся тем, что, с целью осуществления сборки соединений с цилиндрическими, резьбовыми и коническими поверхностями сопряжения по методам полной и неполной взаимозаменяемости, а также по методу регулировки, оно снабжено второй чащей, стенки которой служат направляющими для перемещения первой чащи в направлении, перпендикулярном направлению перемещения первой собираемой детали, и обе чащи выполнены поворотными, каждая на своей оси, которые закреплены: у нервой чащи - в стенках второй чаши, а у второй чащи - в стенках кронщтейна.
2. Устройство но п. I, отличающееся тем, что, с целью имитации расположения центра тяжести второй детали, ее держатель выполнен в виде трубки, занолняемой мерными щариками,с расположенными по ее высоте отверстиями под щтыри, служащие для ограничения расстояния нижнего слоя щариков от второй детали, установлен с возможностью 5 поворота в плоскости, перпендикулярной направлению перемещения второй детали, и перемещения в направлении, перпендикулярном этой плоскости.
3.Устройство по ц. 1, отличающееся тем, 0 что, с целью имитации жесткости системы
«собираемые детали - сборочная мащина, каждая из осей поворота чащ снабжена регулируемым фрикционным тормозом.
4.Устройство по пп. 1-3, отличающееся 5 тем, что, с целью расщирения возможностей
определения условий сборки резьбовых соединений, оно снабжено двигателем для сообщения крутящего момента держателю второй детали, число оборотов которого может регулироваться посредством, например, раздвижных щкивов.
5.Устройство по пп. 1-4, отличающееся тем, что, с целью имитации расположения сборочных механизмов машины в пространстве, оно снабжено тремя регулировочными винтами, закрепленными в стойке, которые могут быть использованы в качестве опор устройства.
Фиг.1
//////////////777//
Фиг.2
Фиг.З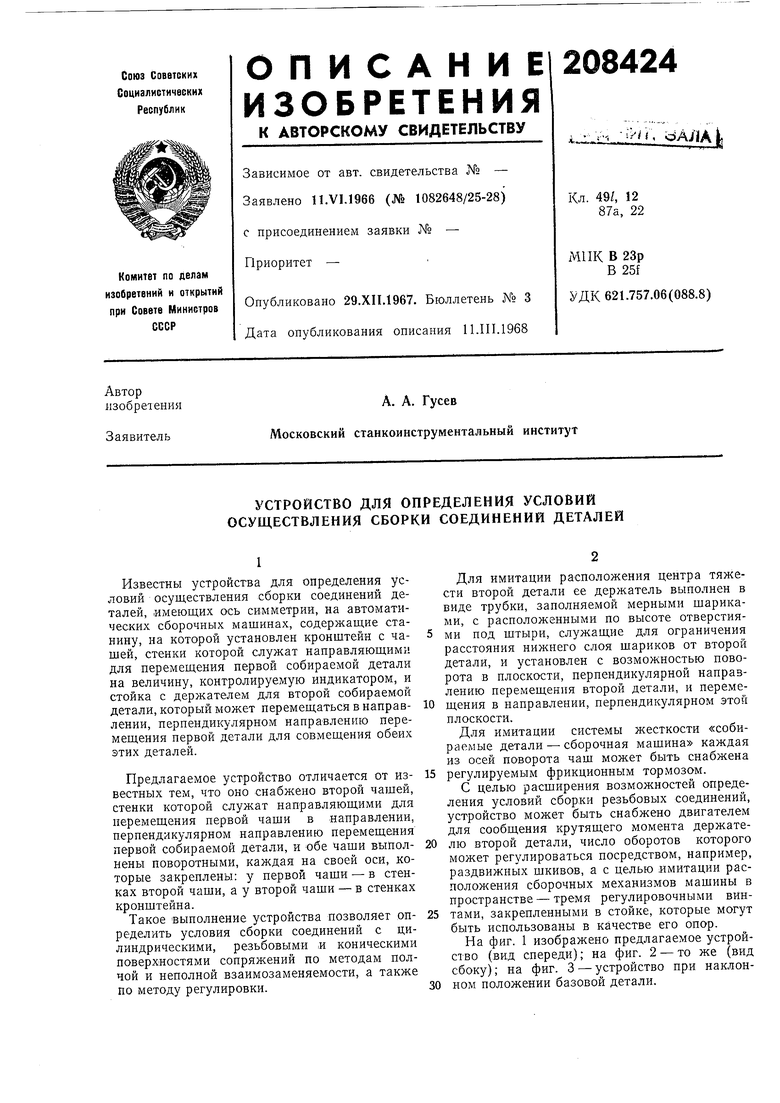
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СБОРКИ СОВМЕЩЕННЫХ' ШАРИКОПОДШИПНИКОВЫХ ОПОР | 1973 |
|
SU368974A1 |
| Установка для сборки и сварки секций трубопроводов | 1980 |
|
SU929382A1 |
| ПОДНАЛАДОЧНОЕ УСТРОЙСТВО К АВТОМАТИЧЕСКИМ СБОРОЧНЫМ ЛИНИЯМ | 1972 |
|
SU334036A1 |
| Сборочный автомат | 1977 |
|
SU707754A1 |
| РАБОЧИЙ РОТОР | 1972 |
|
SU348327A1 |
| СБОРКИ РЕГУЛЯТОРА НАТЯЖЕНИЯ ВЕРХНЕЙ НИТИ ШВЕЙНОЙ МАШИНЫ | 1972 |
|
SU352739A1 |
| ЭРГОМЕТР | 1990 |
|
RU2015684C1 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЧЕСКАЯ СБОРОЧНАЯ МАШИНА | 1968 |
|
SU217291A1 |
| Способ сборки многоэлементных конструкций и устройство для его осуществления | 1987 |
|
SU1458126A1 |
| СПОСОБ НАЖИВЛЕНИЯ И СБОРКИ ДЕТАЛЕЙ, СОПРЯГАЕМЫХ ПО ЦИЛИНДРИЧЕСКИМ ПОВЕРХНОСТЯМ С ГАРАНТИРОВАННЫМ ЗАЗОРОМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2207944C2 |