II
Известна автоматическая сборочная машина, содержащая сборочную головку, снабженную корпусом с направляющими, ползущки в виде плит, перемещающиеся по направляющим в двух взаимно перпендикулярных направлениях, шпиндель с двуплечим рычагом, размещенным на одной из ползущек, привод ползушек и транспортер с приводом. Однако такая автоматическая сборочная машина не может обеспечить сборку соединений с малой величиной зазора в соединении и при отсутствии зазора.
Предложенная универсальная автоматическая машина с целью повышения точности сборки и производительности снабжена устройством автоматического регулирования положения собираемых деталей, а внутри ползушки шарнирно закреплены качающаяся пиноль, Соединенная со шпинделем, на котором размещены датчики, и стойка, причем качание пиноли осуществляется в плоскости, перпендикулярной плоскости качания стойки.
Кроме того, устройство автоматического регулирования положения собираемых деталей выполнено в виде суммирующего блока, взаимодействую1цего с одной стороны с исполнительным механизмом, а с другой - с датчиками, установленными внутри подпружиненного штыря, размещенного на транспортере и на шпинделе.
Работа мащины основана на том, что относительное положение собираемых деталей в течение всего процесса сборки непрерывно изменяется, на основе изменения осуществляется
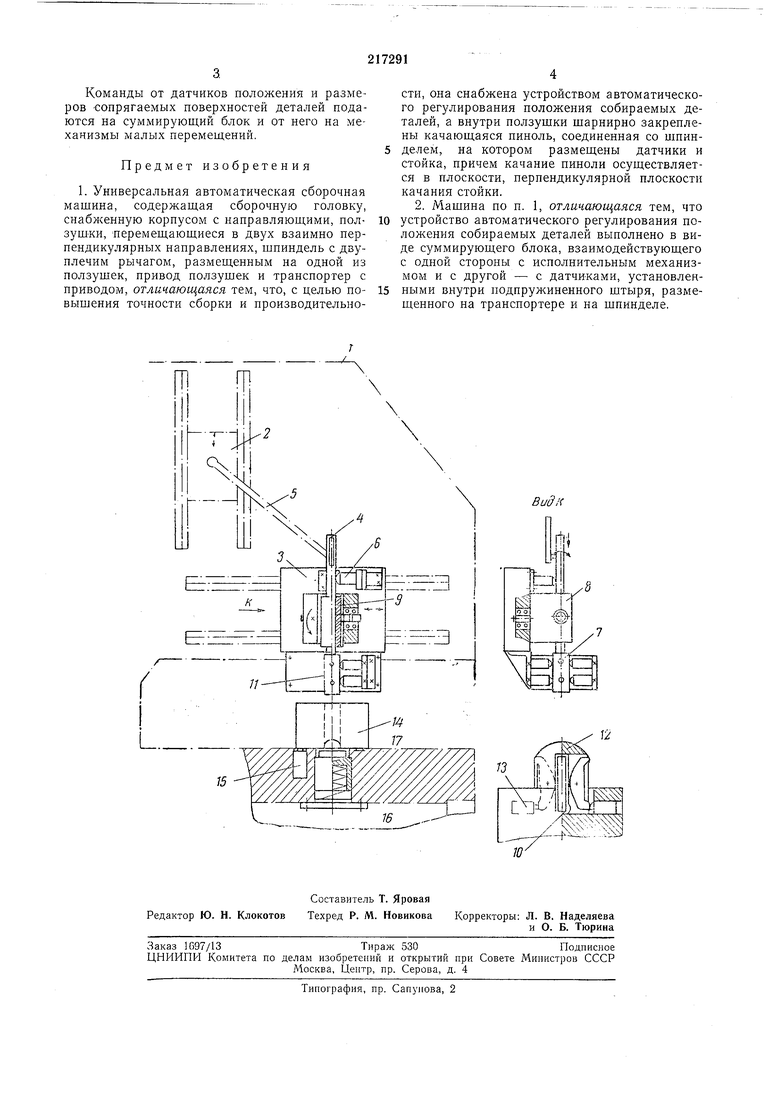
регулировка их относительного положения. Предлагаемая машина изображена на чертеже.
Она содержит сборочную головку, снабженную корпусом / с направляющими, ползушки
2 и 3, выполненные в виде плит. Шпиндель размещен на одной из ползушек, а двуплечий рычаг 5 перемещает шпиндель через шарнирное крепление движущейся ползущки. Механизмы 6 малых перемещений воздействуют
непосредственно на деталь 7 и сигнализируют о величинах диаметров. Стойка 5, укрепленная в отверстии ползушки, может совершать качательное движение в плоскости, параллельной плоскости перемещения ползушки. Пиноль
9, щарнирно укрепленная в стойках, имеет
возможность совершать качательное движе.ние в плоскости, перпендикулярной плоскости
качания стойки.
Базирующее приспособление выполнено s
виде подпружиненного штыря с размещенными внутри него в двух взаимно перпендикулярных направлениях датчиками W, 11, 12 и 13, воздействуюшими на сопрягаемую поверхность соединяемой детали 14. Датчики 15, 16
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки пряжек | 1981 |
|
SU986701A1 |
| Клепально-вальцовочная головка | 1982 |
|
SU1061905A1 |
| Пресс для раскатки обечаек | 1979 |
|
SU876248A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| НАСАДКА К ШПИНДЕЛЮ СТАНКА | 1972 |
|
SU430965A1 |
| Устройство для обработки сферических поверхностей деталей | 1982 |
|
SU1024239A1 |
| Устройство для сборки деталей | 1975 |
|
SU528169A1 |
| УСТРОЙСТВО для ОПРЕДЕЛЕНИЯ УСЛОВИЙ ОСУЩЕСТВЛЕНИЯ СБОРКИ СОЕДИНЕНИЙ ДЕТАЛЕЙ | 1968 |
|
SU208424A1 |
| Загрузочное устройство для подачи деталей типа зубчатых колес | 1980 |
|
SU944867A1 |
| Устройство для штамповки деталей | 1976 |
|
SU611704A1 |
