3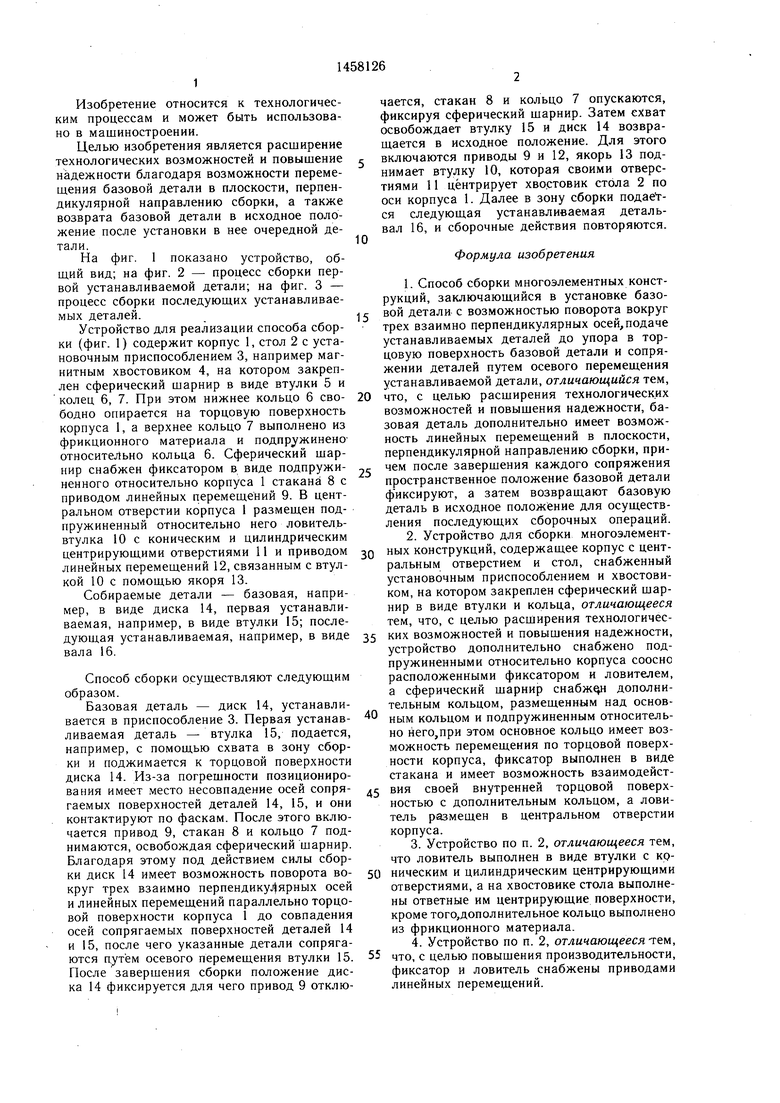
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| Устройство для сборки деталей типа вал-втулка | 1985 |
|
SU1288014A1 |
| Устройство для сборки бесфасочных пазовых соединений | 1982 |
|
SU1088911A1 |
| Устройство для сборки деталей типа вал-втулка | 1981 |
|
SU1065126A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Устройство для подачи деталей взОНу СбОРКи | 1978 |
|
SU811342A1 |
| УСТРОЙСТВО ДЛЯ ЗАХВАТА И УСТАНОВКИ ДЕТАЛЕЙ | 1991 |
|
RU2010692C1 |
| Устройство для сборки деталей | 1981 |
|
SU952505A1 |
| Автомат для сборки деталей типа вал с дисками | 1988 |
|
SU1551511A2 |
| Установка для сборки и автоматической сварки круговых стыков | 1986 |
|
SU1397229A1 |
Изобретение относится к машиностроению и позволяет расширить технологические возможности и повысить надежность за счет возможности перемещения базовой детали в плоскости, перпендикулярной направлению сборки, и возврата базовой детали в исходное положение после установки в нее очередной детали. После фиксирования базовой детали на столе 2 устанавливаемая деталь поджимается к ее торцовой поверхности. Затем стакан 8 и верхнее фрикционное кольцо 7 поднимаются приводом 9 вверх и стол 2 получает возможность поворота вокруг трех взаимно-перпендикулярных осей и линейных перемещений параллельно торцовой поверхности корпуса I. Благодаря этому базовая деталь перемещается в указанных направлениях до совпадения оси ее сопрягаемой поверхности с осью устанавливаемой детали. После сопряжения деталей их пространственное положение фиксируется, для чего привод 9 отключается, стакан 8 опускается и кольцо 7 фиксирует сферическую втулку 5. Далее включаются приводы 9 и 12, стол 2 расфикси- руется и возвращается в исходное положение ловителем-втулкой 10, которая центрирует его хвостовик 4 относительно корпуса 1. Затем сборочные действия повторяются для очередной устанавливаемой детали. 3 3. п. ф-лы. 3 ил. (О (Л
15
сд
00
го
05
Физ
Изобретение относится к технологическим процессам и может быть использовано в машиностроении.
Целью изобретения является расширение технологических возможностей и повышение надежности благодаря возможности переме- ш,ения базовой детали в плоскости, перпендикулярной направлению сборки, а также возврата базовой детали в исходное положение после установки в нее очередной детали.
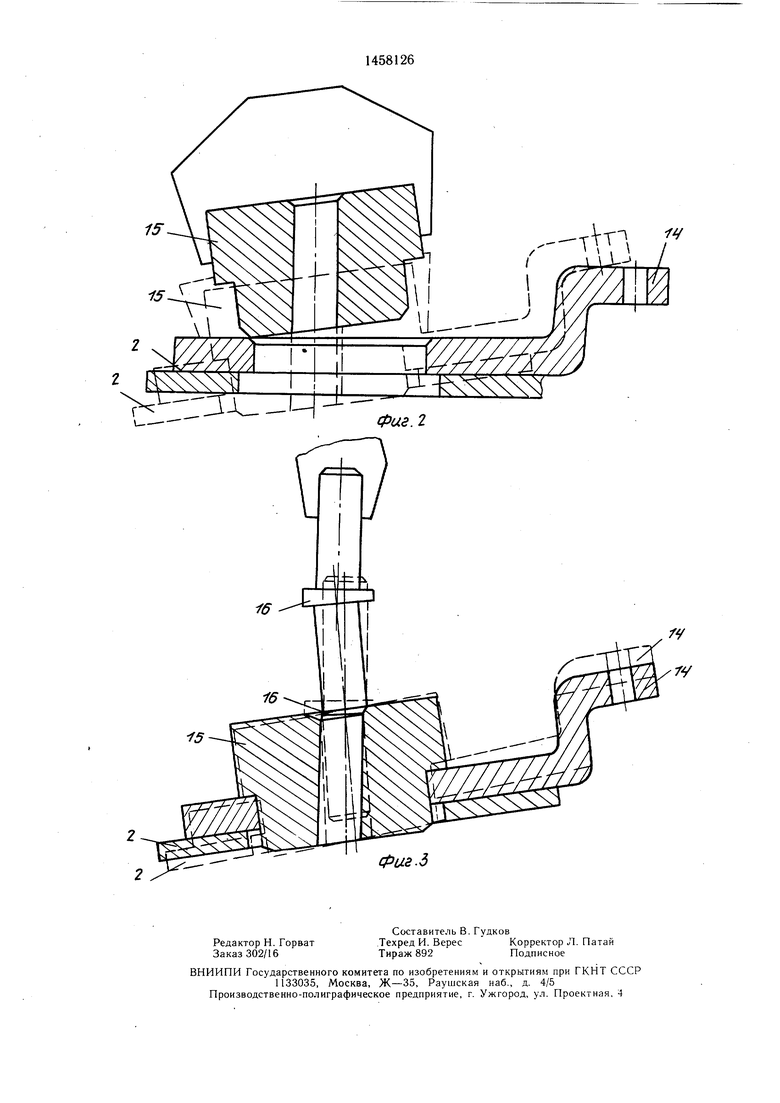
На фиг. 1 показано устройство, об- ш,ий вид; на фиг. 2 - процесс сборки первой устанавливаемой детали; на фиг. 3 - процесс сборки последующих устанавливаемых деталей.
Устройство для реализации способа сборки (фиг. 1) содержит корпус 1, стол 2 с установочным приспособлением 3, например магнитным хвостовиком 4, на котором закреплен сферический шарнир в виде втулки 5 и колец 6, 7. При этом нижнее кольцо 6 свободно опирается на торцовую поверхность корпуса 1, а верхнее кольцо 7 выполнено из фрикционного материала и подпружинено- относительно кольца 6. Сферический шарнир снабжен фиксатором в виде подпружиненного относительно корпуса 1 стакана 8 с приводом линейных перемещений 9. В центральном отверстии корпуса 1 размещен подпружиненный относительно него ловитель- втулка 10 с коническим и цилиндрическим центрирующими отверстиями 11 и приводом линейных перемещений 12, связанным с втулкой 10 с помощью якоря 13.
Собираемые детали - базовая, например, в виде диска 14, первая устанавливаемая, например, в виде втулки 15; последующая устанавливаемая, например, в виде вала 16.
Способ сборки осуществляют следующим образом.
Базовая деталь - диск 14, устанавливается в приспособление 3. Первая устанавливаемая деталь - втулка 15, подается, например, с помощью схвата в зону сборки и поджимается к торцовой поверхности диска 14. Из-за погрешности позиционирования имеет место несовпадение осей сопрягаемых поверхностей деталей 14, 15, и они контактируют по фаскам. После этого включается привод 9, стакан 8 и кольцо 7 поднимаются, освобождая сферический шарнир. Благодаря этому под действием силы сборки диск 14 имеет возможность поворота вокруг трех взаимно перпендику; ярных осей и линейных перемещений параллельно торцовой поверхности корпуса 1 до совпадения осей сопрягаемых поверхностей деталей 14 и 15, после чего указанные детали сопрягаются осевого перемещения втулки 15. После завершения сборки положение диска 14 фиксируется для чего привод 9 отключается, стакан 8 и кольцо 7 опускаются, фиксируя сферический шарнир. Затем схват освобождает втулку 15 и диск 14 возвращается в исходное положение. Для этого включаются приводы 9 и 12, якорь 13 поднимает втулку 10, которая своими отверстиями 11 центрирует хвостовик стола 2 по оси корпуса 1. Далее в зону сборки подаемся следующая устанавливаемая деталь- вал 16 и сборочные действия повторяются.
Формула изобретения
0 что, с целью расширения технологических возможностей и повыщения надежности, базовая деталь дополнительно имеет возможность линейных перемещений в плоскости, перпендикулярной направлению сборки, причем после заверщения каждого сопряжения пространственное положение базовой детали фиксируют, а затем возвращают базовую деталь в исходное положение для осуществления последующих сборочных операций.
ральным отверстием и стол, снабженный установочным приспособлением и хвостовиком, на котором закреплен сферический щар- нир в виде втулки и кольца, отличающееся тем, что, с целью расщирения технологичес35 ких возможностей и повышения надежности, устройство дополнительно снабжено подпружиненными относительно корпуса соосно расположенными фиксатором и ловителем, а сферический шарнир снабжф дополнительным кольцом, размещенным над основным кольцом и подпружиненным относительно него,при этом основное кольцо имеет возможность перемещения по торцовой поверхности корпуса, фиксатор выполнен в виде стакана и имеет возможность взаимодейстд5 ВИЯ своей внутренней торцовой поверхностью с дополнительным кольцом, а ловитель размещен в центральном отверстии корпуса.
фиксатор и ловитель снабжены приводами линейных перемещений.
40
15rVr /
-Ъ /
Фиг.д
| Устройство для сборки деталей типа вал-втулка | 1981 |
|
SU1065126A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
