Изобретение относится, ,в основном, к стекольной промышленности, но может быть использовано и в других отраслях, где требуется загрузка сыпучих материалов в зону высоких темп-ератур и скоростей теплоносителя или реагента.
Из.вестные способы загрузки сыпучих материалов, типа стекольной шихты, яз бункера в печь, сопровождаются сильным пылением и значительным уносом в регенераторы или рекуператоры и дымовые каналы печи летучих из состава шихты, в особенности борной кислоты при варке борооиликатных стекол.
Предложенный способ загрузки сыпучих материалов позволяет устранить перечисленные недостатки.
Достигается это тем, что шихту в печь подают в упакованном состоянии в .виде непрерывной ленты, образованной оболочкой с помешенной в нее шихтой.
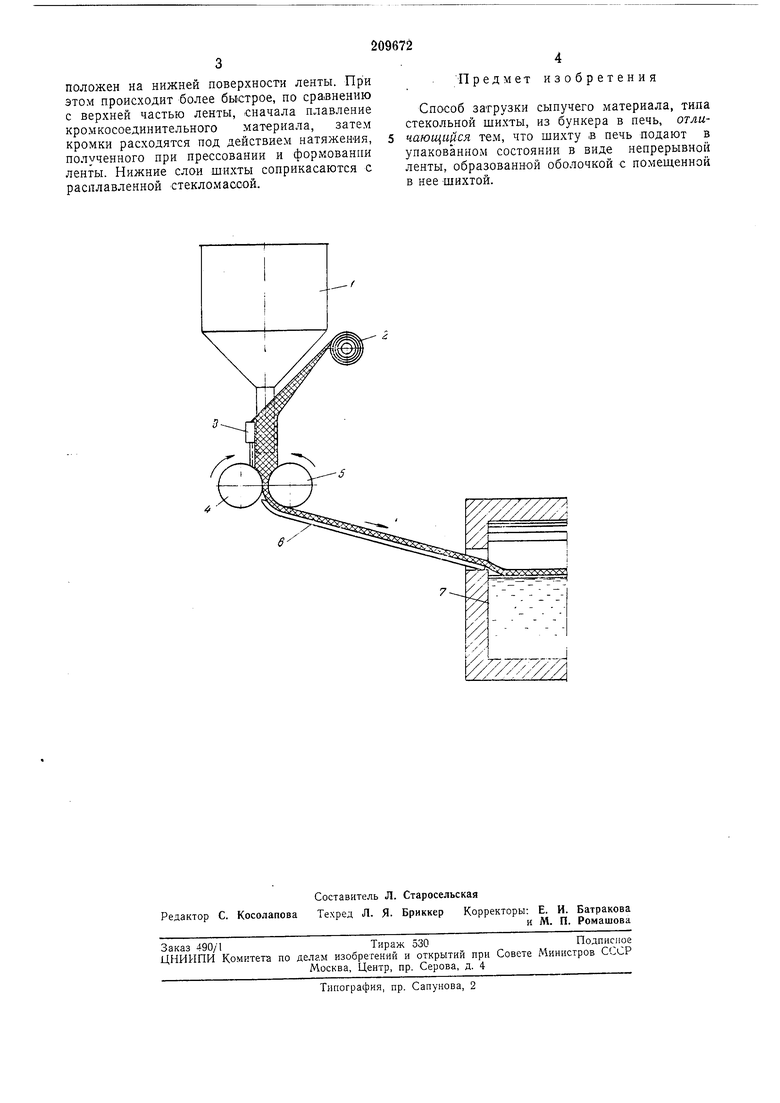
Осуществление предложенного способа поясняется чертежом.
Из бункера 1 через течку сыпучий материал, например стекольная шихта, поступает в полый бесконечный рукав 2 из эластичного прочного материала, например стеклоткани, не оказывающего влияния на состав шихты.
вочным или склеивающим приспособлением 3 известных конструкций с применением материала, также не оказывающего при плавлении отрицательного влияния на хим-ический состав
шихты.
Между вальцами 4 и 5 рукав с шихтой прессуется и формуется в ленту регулируемой конфигурации, толщины И ширины. Лента может выходить волнистой с целью образования большей тепловоспринимающей поверхности. Для прессования и формования могут применяться другие известные устройства и несколько пар вальцов. Формование ленты может производиться вне загрузочной площадки, а также может формоваться несколько лент. Привод вальцов должен быть сблокирован с уровнемером стекломассы в печи.
По наклонному лотку 6 с охлаждаемой передней частью лента направляется в заднюю
часть печи 7 где она увлекается потоками стекломассы. При нагревании в печи эластичный материал плав-ится, образуя на поверхности ленты стеклообразную оболочку, которая предотвращает унос компонентов
шихты в регенераторы или рекуператоры и дымовые каналы печи. Толщина стеклообразной оболочки может регулироваться путем изменения толщины и количества прослоек эластичного материала. Шов рукава расположен на нижней поверхности ленты. При этом происходит более быстрое, по сравнению с верхней частью ленты, сначала плавление кромкосоединительного материала, затем кромки расходятся под действием натяжения, полученного при прессовании и формовании ленты. Нижние слои шихты соприкасаются с расплавленной стекломассой.
;П редмет изобретения
Способ затрузки сыпучего материала, типа стекольной шихты, из бункера в печь, отличающийся тем, что шихту в печь подают в упакованном состоянии в виде непрерывной ленты, образованной оболочкой с помеш,енной в нее шихтой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАГРУЗКИ ШИХТЫ И СТЕКЛОБОЯ В РЕГЕНЕРАТИВНУЮ СТЕКЛОВАРЕННУЮ ПЕЧЬ С ПОДКОВООБРАЗНЫМ НАПРАВЛЕНИЕМ ПЛАМЕНИ | 2015 |
|
RU2595745C1 |
| СПОСОБ ПЛАВЛЕНИЯ СТЕКЛООБРАЗУЮЩЕГО МАТЕРИАЛА В СТЕКЛОПЛАВИЛЬНОЙ ПЕЧИ И КИСЛОРОДОТОПЛИВНАЯ ГОРЕЛКА | 2002 |
|
RU2288193C2 |
| СПОСОБ ЗАГРУЗКИ ШИХТЫ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 2009 |
|
RU2392235C1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕПЛОИЗОЛЯЦИОННЫХ МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2566164C1 |
| СПОСОБ ЗАГРУЗКИ СМЕСИ ШИХТЫ И СТЕКЛОБОЯ В БУНКЕРЫ ЗАГРУЗЧИКОВ СТЕКЛОВАРЕННОЙ ПЕЧИ | 2019 |
|
RU2698361C1 |
| СТЕКЛОВАРЕННАЯ ПЕЧЬ | 2015 |
|
RU2695731C1 |
| ИНТЕНСИВНАЯ МЕШАЛКА СТЕКОЛЬНОЙ ШИХТЫ | 2010 |
|
RU2428386C1 |
| ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2174966C1 |
| СТЕКЛОВАРЕННАЯ ПЕЧЬ | 1991 |
|
RU2027685C1 |
| СПОСОБ ПРОИЗВОДСТВА СТЕКЛА | 2003 |
|
RU2255908C2 |
