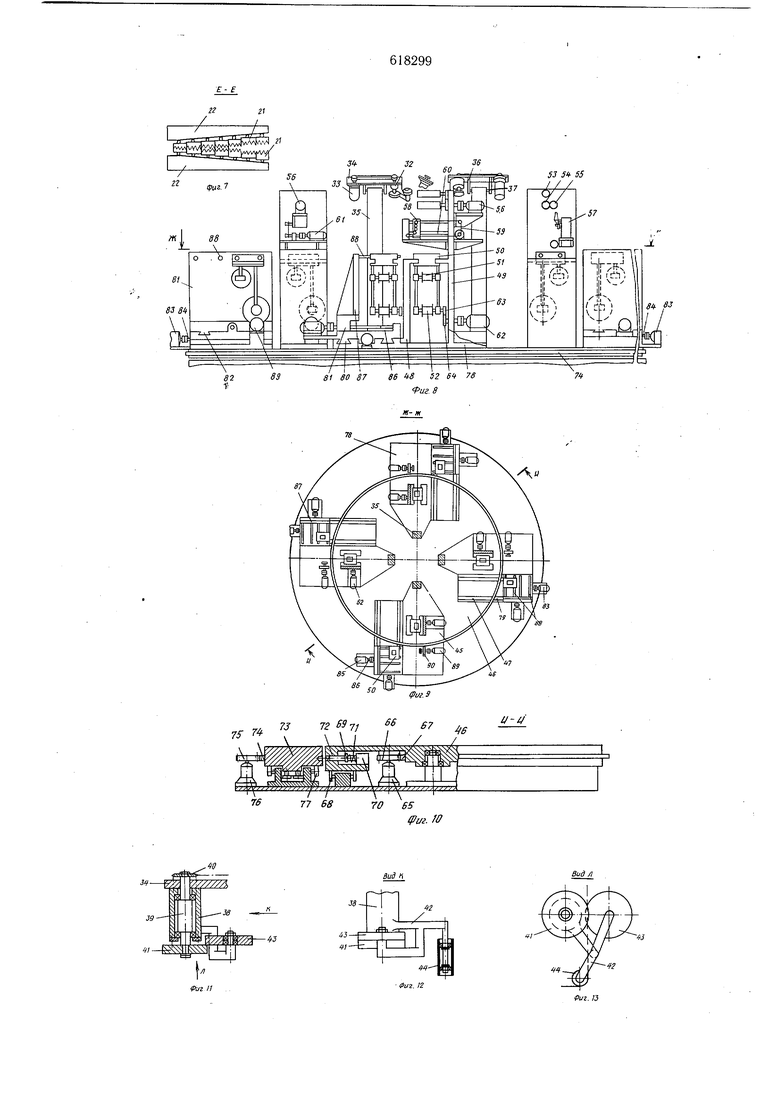
(54) АГРЕГАТ ДЛЯ РАСКРОЯ ТРУБЧАТЫХ ЗАГОТОВОК Д-Д фиг. 3; на фиг. 7 - разрез Е-Е фиг. 5; на фиг. 8 - устройство для резки на продольные полосы, механизм закатки и устройство для перезарядки кассет; на фиг. 9 - разрез Ж-Ж фиг. 8; на фиг. 10 - разрез И-И фиг. 9;-на фиг. 11 - головка устройства для резки на продольные полосы; на фиг. 12 - вид К фиг. 11; на фиг. 13 - вид Л фиг. 11; на фиг. 14 - схема работы агрегата; на фиг. 15 - вид М фиг. 14; на фиг. 16 - вид Н фиг. 14; на фиг. 17- 19 - схема заправки конца отрезанной ленты; на фиг. 20-25 - схема работы устройства для перезарядки кассет. Агрегат для раскроя трубчатых заготовок состоит из формообразующего устройства 1 для получения трубчатой заготовки, включающего стыковочное устройство 2, механизма протаскивания 3, устройства 4 для резки на продольные полосы, механизма закатки 5 и устройства 6 для перезарядки кассет. Формообразующее устройство включает внутренние 7 и наружны 8 сектора. Внутренние сектора 7 подвижны в радиальном направлении по направляющей 9, жестко закрепленной на стойке 10, от винта 11 и гайки 12. Винт 11 соединен с конической передачей 13 и валом 4. Наружные сектора 8 также подвижны в радиальном направлении по направляющей 15,жестко связанной с рамой 16, которая крепится к стойке 10. Сектор 8 в радиальном направлении подвижен от винта 17 и гайки 18. Стыковочное устройство 2 содержитприводную звездочку 19, входящую в зацепление с цепью 20, к пластинам которой прикреплены подпружиненные стыковочные захваты 21. Захваты 21 подвижны по пазу, образованном щеками 22, которью подвижны в радиальном направлении по направляющим 23, установленным на стойке 10. Приводная звездочка 19 посажена на вал 24, который соединен через коническую пару 25 с двигателем 26. Механизм протаскивания 3 имеет приводной диск 27 с шипами 28. Диск 27 вместе с приводом 29 по направляющим 30 подвижен в радиальном направлении. Направляющие 30 закреплены на раме 31, жестко связанной со стойкой 10. Устройство 4 для резки на продольные полосы включает головку 32, привод 33, основание 34 и стойку 35. Двигатель привода 33 прикреплен к основанию 34, в щеках 36 которого закреплена ось 37. Устройство 4 для резки может на оси 37 поворачиваться на требуемый угол. Головка 32 имеет корпус 38, в котором размещается вал 39, один конец которого снабжен звездочкой 40, а на его другом конце закреплен дисковый нож 41.. .K Qpnyc 38, жестко соединенный с оснований« ;34,., имеет отросток 42, на котором крёрда Ся., второй дисковый нож 43 и обводной роЛйк 44. Стойка 35 жестко соединена с основанием 45 механизма закатки 5. Механизм закатки 5 состоит из поворотного стола 46, на котором смонтировано основание,45 с пазами 47. К основанию 45 жестко прикреплены стойка 48 и стойка 49. Стойки 48 и 49 имеют направляющие, по которым может перемещаться кассета 50 с катущками 51, 52. Катущка 51 запитана прокладкой, а катущка 52 приводная. В верхней части стойки 49 смонтирован обводной ролик 53 и протаскивающие ролики 54 и 55, причем ролик 55 соединен )иводом 56. К стойке крепится также узел поперечной резки 57, имеющий ножевую каретку 58, цепью 59, которая перемещается по направляющим 60. Перемещение цепи сообщается двигателем 61. Вращение катущка 52 получает от двигателя 62 через зубчатое зацепление, состоящее из шестерни 63 и зубчатого колеса 64. Стол 46 соединен с приводом 65 через зубчатые колеса 66 и 67 и установлен на подшипниках 68. На внещней стороне стола 46 равномерно расположены фиксаторы 69, состоящие из электромагнита 70, пружины 71 и щтыря 72. Устройство для перезарядки 6 кассет выполнено в виде охватывающего стол 46 приводного кольца 73. На наружной поверхности кольца 73 закреплено зубчатое колесо 74, входящее в зацепление с приводной щестерней 75, получающей вращение от двигателя 76. Кольцо установлено на подщипниках качения 77. На верхней плоскости кольца 73 смонтировано основание 78 с пазами 79, по которым может перемещаться каретка 80, в свою очередь, несущая каретку 81. Каретка 81 по направляющим 82, выполненным в виде ласточкиного хвоста, также может перемещаться, но уже вдоль каретки 80, т. е. перемещение кареток 80 и 81 происходит во взаимно перпендикулярных направлениях. Перемещение каретки 80 осуществляется двигателем 83 и ходовым винтом 84, а перемещение каретки 81 осуществляется двигателем 85 и ходовым винтом 86. На каретке 81 расположена стойка 87 с захватами 88. На основании 78 установлен также двигатель 89, на выходном валу которого закреплена щестерня 90. Работает агрегат следующим образом. Армированное полотно 91 поступает, например, с каландра 92 в формообразующее устройство 1, где оно приобретает форму трубы. Стыковочное устройство 2 стыкует боковые кромки полотна захватами 21, которые перемещаются со скоростью, равной скорости протаскивания труб, по пазу, образованному щеками 22. Форма паза и захватов обеспечивает врезание последних в кромки трубы и сближение их до соприкосновения, т. е. происходит стыковка кромок. Далее механизм протаскивания 3 подает трубу в зону действия устройства 4 для резки на продольные полосы. Привод 65 через зубчатые колеса 66 и 67 вращает стол 46. Устройство 4 для резки и механизм закатки 5, расположенные на этом столе, также вращаются. Дисковые ножи 41 и 43 раскраивают трубу по винтовой линии. Отрезанная лента огибает обводной ролик 44 и поступает на обводной ролик 53. Далее лента проходит между роликом 54 и приводным роликом 55, минуя узел поперечной резки 57, и заправляется на приводную катушку 52 кассеты 50. Устройство для перезарядки 6 кассет в это время неподвижно, и пара захватов 88 каретки 81 удерживает кассету 50, предназначенную для замены заполненной кассеты 50 механизма закатки 5. Как только запитка катушки 52 кассеты 50 подходит к концу, включают двигатель 76, и кольцо 73 устройства для перезарядки 6 кассет начинает врашаться в направлении, совпадаюшем с направлением врашения стола 46. Когда скорости вращения стола 46 и кольца 73 станут равными, обесточивают электромагнит 70 фиксатора 69. Пружина 71 отжимает штырь 72, который входит в отверстие на внутренней боковой поверхности кольца 73.Происходит жесткое соединение и центровка кольца 73 относительно стола 46, далее они продолжают вращаться со строго определенной скоростью. Затем включают двигатель 83, который, врашая ходовой винт 84, заставляет перемещаться каретку 80 по пазам 79 и далее по пазам 47. Каретка 80 перемещается до тех пор, пока пара свободн1)1х захватов 88 оойки 87 окажется строго напротив соответствующих отверстий кассеты 50 механизма закатки 5. Затем включают двигатель 85, который с помощью ходового винта 86 перемещает каретку 81 до тех пор, пока захваты 88 не войдут в соответствующие отверстия кассеты 50 механизма закатки. Кассета 50 устройства для перезарядки в это время займет положение, при котором пазы кассеты 50 совместятся с соответствующими направляющими на стойках 48 и 49, т. е. оси кассет 50 механизма закатки 5 и устройства для перезарядки 6 совместятся. Двигатель 83 начинает вращаться в обратном направлении,и каретка 80 также перемещается в обратном направлении до тех пор, пока кассета 50 механизма закатки 5 не выйдет из контакта с направляющими на стойках 48 и 49, а шестерня 63 приводной катущки 52 не войдет в зацепление с щестерней 90. В это время включают двигатель 89 привода шестерни 90. Происходит окончательная запитка катущки 52, после чего в работу вступает узел поперечной резки 57. Ножевая каретка 58 перемещается по направляюшим 60 и разрезает ленту. Двигатель 89 останавливают, поскольку катущка 52 полностью запитана. Так как ролик 55 продолжает вращаться, то свободный конец ленты опускается вертикально вниз, достигает прокладки и автоматически заправляется на катушку 52 кассеты 50 устройства для перезарядки, которая заняла место кассеты 50 механизма закатки 5. Далее двигатель 85 с помощью ходового винта 86 возвращает каретку 81 в перво начальное положение. После этого снова включают двигатель 83, возвращающий каретку 80 в исходное положение. Затем включают электромагнит 70, который втягивает щтырь 72, разрывая тем самым связь между кольцом 73 и столом 46. После этого останавливают привод 76 и соответственно устройство для перезарядки 6 кассет. С него снимают запитанную кассету и устанавливают пустую. После этого цикл повторяют. Требуемая ширина отрезаемой ленты и необходимый угол расположения армирующих ее нитей достигается соответствующим подбором диаметра трубчатой Заголовки, определенным соотношением скорости .перемещения трубы и скорости вращения- вокруг нее режущей головки. Наличие в предложенном агрегате устройства для перезарядки кассет позволяет осуществлять его безостановочную работу, что значительно пЬвыщает производительность агрегата, поскольку замена запитанных кассет производится автоматически без остановки агрегата. Формула изобретения 1.Агрегат для раскроя трубчатых заготовок, включающий последовательно расположенные устройство для получения трубчатой заготовки, механизм протаскивания ее, устройство для резки на продольные полосы, узел поперечной резки и механизм закатки, имеющий смонтированные на поворотном столе стойки для установки кассет с катущками, отличающийся тем, что, с целью повышения производительности агрегата, он снабжен устройством для перезарядки кассет, выполненным в виде охватывающего поворотный стол приводного кольца, несущего каретки, расположенные одна на другой и подвижные во взаимно перпендикулярных направлениях, причем верхняя каретка снабжена захватами для кассет. 2.Агрегат по п. 1, отличающийся тем, что поворотный стол снабжен фиксаторами, периодически взаимодействующими с отверстиями, выполненными на внутренней боковой поверхности кольца. Источники информации, принятые во внимание при экспертизе: . 1.Патент Австралии № 269112, кл. 47.5, 1962. 2.Заявка № 2363123/05, кл. В 29 Н 17/28, 26.05.76, по которой принято рещение о выдаче авторского свидетельства. га. / 81 во 87
S7
77 68 S6 tS 52 I 7в Риг. S
A«
Фиг.З
70 65
iplJi. № 53 S 55


| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для непрерывного изготовления ленты из обрезиненного армированного полотна | 1976 |
|
SU617279A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Устройство для вырубки заготовок из листовых материалов | 1977 |
|
SU704814A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ СКОРОСТНОЙ НАМОТКИ НА КАТУШКИ НИТЕОБРАЗНЫХ МАТЕРИАЛОВ | 1972 |
|
SU360128A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАТКИ В КАССЕТЫ ЭЛАСТИЧНОГО ЛЕНТОЧНОГО МАТЕРИАЛА | 1971 |
|
SU422631A1 |
| Устройство для подачи брусков под пакет листов | 1990 |
|
SU1819714A1 |
| Способ изготовления обрезиненного кордного полотна и устройство для его осуществления | 1977 |
|
SU736866A3 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |


Bud л
«
Фаг /
ВиЭ П
Вид Н
Фиг. 16
--gr
фиг 20
Фиг. 19
-50
-SO
Р-
М
-SO
-iO
&
