По основному авт. св. N° 210597 известен способ электрохимической обработки непрофилированным электродом-проволокой, при котором обработку осуществляют посредством колебаний относительно продольной оси электрода-проволоки, покрытого оболочкой из диэлектрического материала с продольным секторообразным окном на передней по ходу подачи стороне и амплитудой колебаний окна в зависимости от его ширины, но не более ±90° от направления подачи.
Недостаток способа состоит в том, что в точках изменения направления угловой скорости электроду-проволоке требуется придать угловые ускорения больЕшй величины. Практически же для реверса требуется определенное время, что приводит к разбиванию ширины обрабатываемого паза, т. е. уменьшению максимально возможной точности и производительности обработки.
В предлагаемом способе электрод-проволоку враш;ают с постоянной скоростью и одновременно регулируют напряжение на .электродах и силу тока в рабочем контуре в зависимости от угла поворота секторообразного окна относительно направления подачи с максимальным съемом материала в направлении подачи и минимальным по ширине обработанного паза.
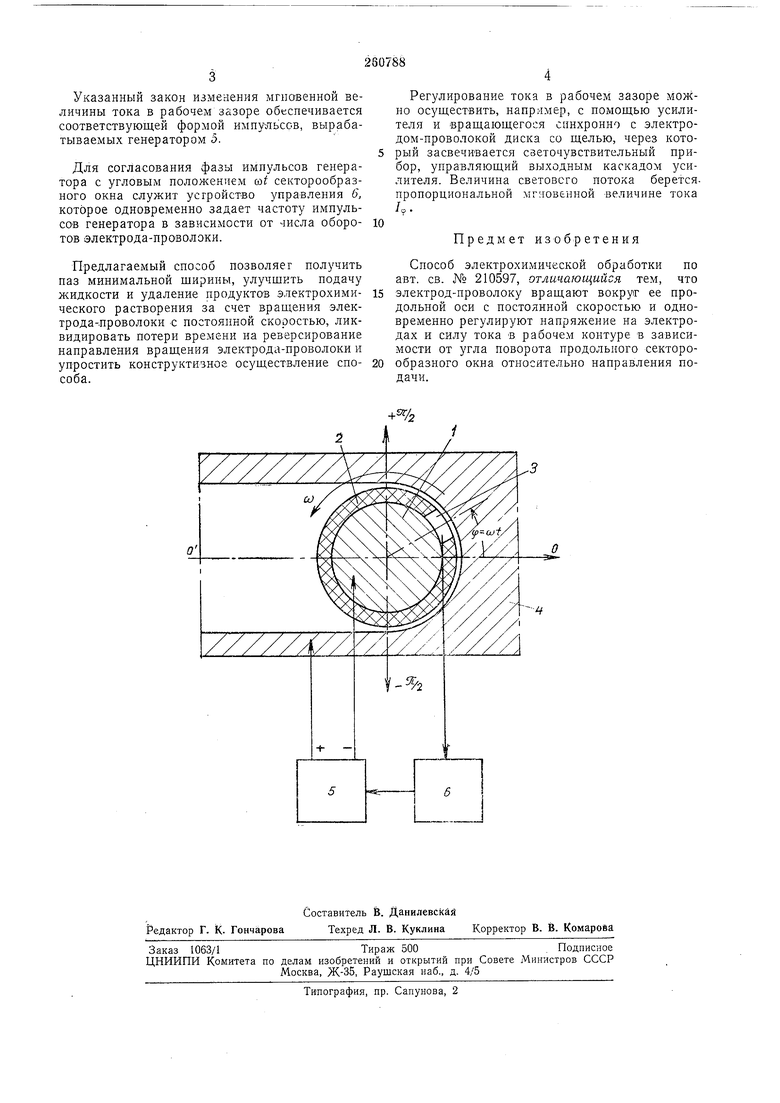
покрыт диэлектрнческой оболочкой 2, на передней части которой имеется продольное секторообразное окно 3. Электрод-лроволоку врашают вокруг своей оси с постоянной угловой
скоростью ш и подают в направлении подачи 01-О на сближение с обрабатываемой деталью 4. Электрод-проволока и обрабатываемая деталь подключепы к клеммам генератора 5 импульсов, который выдает импульсы
определенной формы. Обработка осушествляется или в ванне с электролитом или прокачкой последнего вдоль электрода-проволоки. Удельная величина съема материала по пе-. реднему фронту электрода-проволоки в зависимости от угла со/ будет неравномерная, что достигается регулированием силы тока в рабочем зазоре в зависимости от угла поворота секторообразного окна.
Мгновенная величина силы тока в рабочем промежутке подчиняется следуюш,им соотношениям:
тс
k (cos Ы) со 25
I Q
+ Т
Указанный закон изменения мгновенной величины тока в рабочем зазоре обеспечивается соответствующей формой импульсов, вырабатываемых генератором 5.
Для согласования фазы импульсов генератора с угловым положением и секторообразного окна служит устройство управления б, которое одновременно задает частоту импульсов генератора в зависимости от числа оборотов элeктpoдa-пp0iвoлoки.
Предлагаемый способ позволяет получить паз минимальной ширины, улучшить подачу жидкости и удаление продуктов электрохимического растворения за счет вращения электрода-проволоки с постоянной скоростью, ликвидировать потери времени на реверсирование направления вращения электрода-проволоки и упростить конструктивное осуществление способа.
Регулирование тока в рабочем зазоре можно осуществить, например, с помощью усилителя и вращающегося синхронно с электродом-проволокой диска со щелью, через который засвечивается светочувствительный прибор, управляющий выходным каскадом усилителя. Величина светового потока беретсяпропорциональной мг-ювенной величине тока /,.
Предмет изобретения
Способ электрохимической обработки по авт. св. № 210597, отличающийся тем, что электрод-проволоку вращают вокруг ее продольной оси с постоянной скоростью и одновременно регулируют напряжение на электродах и силу тока в рабочем контуре в зависимости от угла поворота продольного секторообразного окна относительно направления подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1968 |
|
SU210597A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| Способ электроэрозионного изго-ТОВлЕНия пАзОВ | 1979 |
|
SU829387A1 |
| СПОСОБ СВАРКИ С ПОМОЩЬЮ КОРОТКОГО ЗАМЫКАНИЯ И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2217275C2 |
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2001 |
|
RU2216437C2 |
| Способ электроэрозионной обработки направляющего отверстия в корпусе распылителя | 2022 |
|
RU2797663C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
