Известен автомат для изготовления формованных рантов, состоящий из механизма формующих роликов, ножевого устройства, приемного бункера и привода.
Предлагаемый автомат для улучшения качества ранта снабжен смонтированной перед механизмом формующих роликов направляющей рамкой и порезирующим механизмом, который установлен между механизмом формующих роликов и ножевым устройством.
Порезирующий механизм содержит наборный из дисков разного диаметра ролик с центрирующей и порезирующей поверхностями t; зубчатой насечкой и отражатели, смонтированные между порезирующими дисками. Направляющая рамка укреплена на подпружиненном двуплечем рычаге. Одно плечо этого рычага взаимодействует с конечным выключателем для выключения мащины при заклинивании.
Механизм формующих роликов состоит из двух последовательно установленных формующих профилированных обогреваемых роликов, двух пар прижимных профилированных роликов, каждый из которых взаимодействует с формующим роликом, и пневмоцилиндров для перемещения прижимных роликов.
цилиндр, щток которого взаимодействует с кронштейном для отвода и подвода ножа к порезирующему ролику.
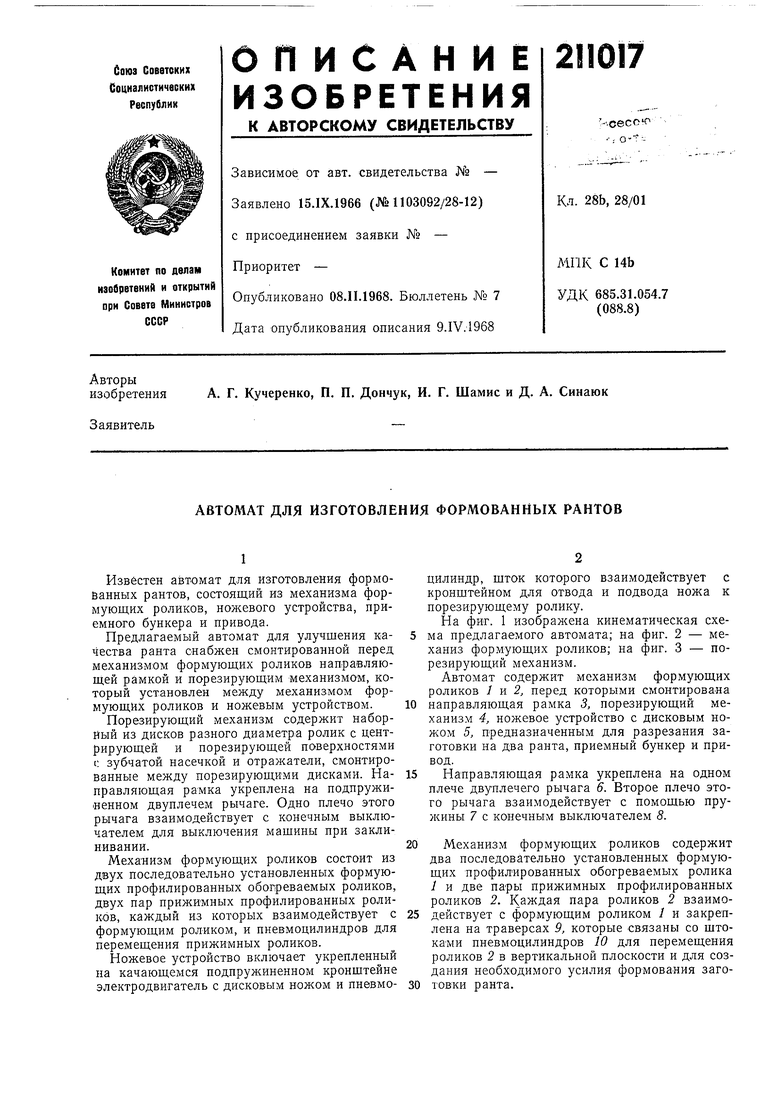
На фиг. 1 изображена кинематическая схема предлагаемого автомата; на фиг. 2 - механиз формующих роликов; на фиг. 3 - порезирующий механизм.
Автомат содержит механизм формующих роликов 1 т 2, перед которыми смонтирована
направляющая рамка 3, порезирующий механизм 4, ножевое устройство с дисковым ножом 5, предназначенным для разрезания заготовки на два ранта, приемный бункер и привод.
Направляющая рамка укреплена на одном плече двуплечего рычага 6. Второе плечо этого рычага взаимодействует с помощью пружины 7 с конечным выключателем 5.
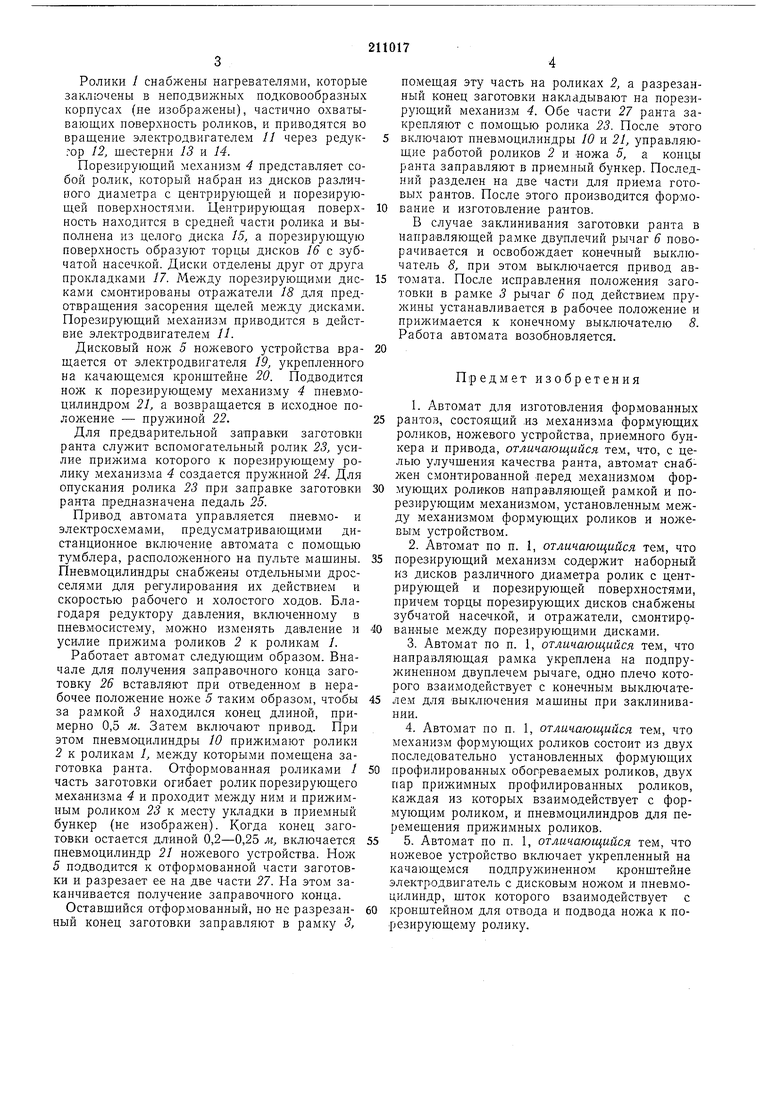
Механизм формующих роликов содержит два последовательно установленных формующих профилированных обогреваемых ролика 1 и две пары прижимных профилированных роликов 2. Каждая пара роликов 2 взаимодействует с формующим роликом 1 и закреплена на траверсах 9, которые связаны со щтоками пневмоцилиндров 10 для перемещения роликов 2 в вертикальной плоскости и для создания необходимого усилия формования загоРолики / снабжены нагревателями, которые заключены в неподвижных подковообразных корпусах (не изображены), частично охватывающих поверхность роликов, и приводятся во вращение электродвигателем // через редзкгор 12, шестерни 13 и 14.
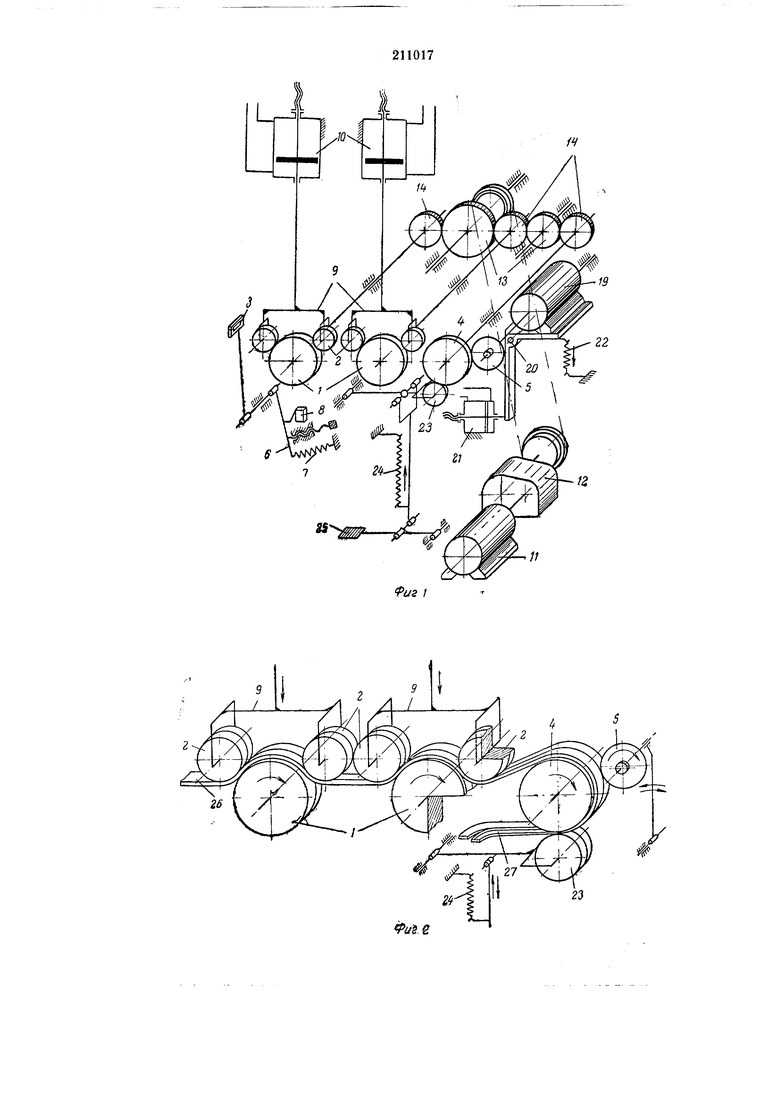
Порезирующий механизм 4 представляет собой ролик, который набран из дисков различного диаметра с центрирующей и порезирующей поверхностями. Центрирующая поверхность находится в средней части ролика и выполнена из целого диска 15, а цорезирующую поверхность образуют торцы дисков 16 с зубчатой насечкой. Диски отделены друг от друга прокладками 17. Между иорезирующими дисками смонтированы отражатели 18 для предотвращения засорения щелей между дисками. Порезирующий механизм приводится в действие электродвигателем 11.
Дисковый нож 5 ножевого устройства вращается от электродвигателя 19, укрепленного на качающемся кронщтейне 20. Подводится нож к порезирующему механизму 4 пневмоцилиндром 21, а возвращается в исходное положение - пружиной 22.
Для предварительной заправки заготовки ранта служит вспомогательный ролик 23, усилие прижима которого к порезирующему ролику механизма 4 создается пружиной 24. Для опускания ролика 23 при заправке заготовки ранта предназначена педаль 25.
Привод автомата управляется пневмо- и электросхемами, предусматривающими дистанционное включение автомата с помощью тумблера, расположенного на пульте мащины. Пневмоцилиндры снабжены отдельными дросселями для регулирования их действием и скоростью рабочего и холостого ходов. Благодаря редуктору давления, включенному в пневмосистему, можно изменять давление и усилие прижима роликов 2 к роликам /.
Работает автомат следующим образом. Вначале для получения заправочного конца заготовку 26 вставляют при отведенном в нерабочее положение ноже 5 таким образом, чтобы за рамкой 3 находился конец длиной, примерно 0,5 м. Затем включают привод. При этом Пневмоцилиндры 10 прижимают ролики 2 к роликам 1, между которыми помещена заготовка ранта. Отформованная роликами / часть заготовки огибает ролик порезирующего механизма 4 и проходит между ним и прижимным роликом 23 к месту укладки в приемный бункер (не изображен). Когда конец заготовки остается длиной 0,2-0,25 м, включается пневмоцилиндр 21 ножевого устройства. Нож 5 подводится к отформованной части заготовки и разрезает ее на две части 27. На этом заканчивается получение заправочного конца.
Оставшийся отформованный, но не разрезанный конец заготовки заправляют в рамку 3,
помещая эту часть на роликах 2, а разрезанный конец заготовки накладывают на порезирующий механизм 4. Обе части 27 ранта закрепляют с помощью ролика 23. После этого включают Пневмоцилиндры 10 и 21, управляющие работой роликов 2 и ножа 5, а концы ранта заправляют в приемный бункер. Последний разделен на две части для приема готовых рантов. После этого производится формование и изготовление рантов.
В случае заклинивания заготовки ранта в направляющей рамке двуплечий рычаг 6 поворачивается и освобождает конечный выключатель 8, при этом выключается привод автомата. После исправления положения заготовки в рамке 3 рычаг 6 под действием пружины устанавливается в рабочее положение и прижимается к конечному выключателю 5. Работа автомата возобновляется.
Предмет изобретения
1.Автомат для изготовления формованных рантов, состоящий из механизма формующих, роликов, ножевого устройства, приемного бункера и привода, отличающийся тем, что, с целью улучшения качества ранта, автомат снабжен смонтированной леред механизмом формующих роликов направляющей рамкой и порезирующим механизмом, установленным между механизмом формующих роликов и ножевым устройством.
2.Автомат по п. 1, отличающийся тем, что Порезирующий механизм соде|ржит наборный из дисков различного диаметра ролик с центрирующей и порезирующей поверхностями, причем торцы порезирующих дисков снабжены зубчатой насечкой, и отражатели, смонтированные между порезирующими дисками.
3.Автомат по п. 1, отличающийся тем, что направляющая рамка укреплена на подпружиненном двуплечем рычаге, одно плечо которого взаимодействует с конечным выключателем для выключения машины при заклинивании.
4.Автомат по п. 1, отличающийся тем, что механизм формующих роликов состоит из двух последовательно установленных формующих профилированных обогреваемых роликов, двух пар прижимных профилированных роликов, каждая из которых взаимодействует с формующим роликом, и пневмоцилиндров для перемещения прижимных роликов.
5.Автомат по п. 1, отличающийся тем, что ножевое устройство включает укрепленный на качающемся подпружинениом кронштейне электродвигатель с дисковым ножом и пневмоцилиндр, шток которого взаимодействует с кронштейном для отвода и подвода ножа к порезирующему ролику.
14
19
f2
;/
uS.S
15
fus.S
