1
Изобретение относится к устройствам для изготовления обуви, в частности к машинам для украшения обувных деталей путем вырезания, и может быть использовано в обувной промышленности для механизации изготовления профилированного ранта для обуви.
Известен автомат для изготовления формованных рантов, содержаш,ий формующие ролики, ножевое устройство, порезирующий механизм, приемный бункер и привод. Этот автомат предназначен для изготовления ранта из полосового материала 1.
Однако такой автомат позволяет получать рант с неподготовленной к приклейке несуш;ей полкой. Кроме того, для фигурной просечки несуш;ей полки перед установкой ранта на обувь требуется установка дополнительной машины..
Известна машина для порезки на видовой полке ранта для обуви, содержаш,ая станину и смонтированные на ней направляющую рант матрицу, рабочую головку с приводом, размещенный на ней подрезной резец, раздвижные профильные ролики с приводом для подачи ранта 2.
При работе известной машины декоративный рисунок образуется путем вырубания видовой полки ранта подрезным резцом-пуансоном, что приводит к низкому
качеству рисунка из-за рваной поверхности видовой полки ранта. Кроме того, для изменения конфигурации декоративного рисунка на этой машине необходимо изготавливать, менять и настраивать специальный резец-пуансон с соответствующими матрицами, что сравнительно трудоемко.
Известна поточная линия для обработки профилированного ранта для обуви, содержащая установленные ПОходу технологического процесса машины с приводами: для взъерошивания с двух сторон несущей полки ранта, для порезки на видовой полке ранта с рабочей головкой, имеющей подрезной резец, для фигурной просечки несущей полки, и средства для транспортирования ранта 3.
Однако такая линия занимает значительные габариты и малопроизводительна, так
как транспортировка ранта от машины к машине по ходу технологического процесса осуществляется дискретно, а порезка подрезным резцом приводит к йГизкому катестСву рисунка из-за порывов поверхности видовой полки ранта.
Целью изобретения является повышение качества ранта и увеличение производительности.
Указанная цель достигается тем, что
предлагаемая поточная линия для обработки ранта для обуви имеет барабан для намотки готового ранта с приводом, а рабочая головка состоит из дисков, один из которых приводной, а другой - ведомый - Зстановлен с возможностью углового перемещения относительно его оси, фиксатора их относительного углового положения, размещенного внутри дисков, и дополнительного резца, укрепленного на ведомом диске, при этом привод средства для транспортирования ранта кинематически связан с приводом мащины для фигурной просечки и приводом барабана для намотки готового ранта.
Средство для транспортирования ранта выполнено в виде раздвижных пар профильных роликов, расположенных перед каждой мащиной и барабаном для намотки готового ранта.
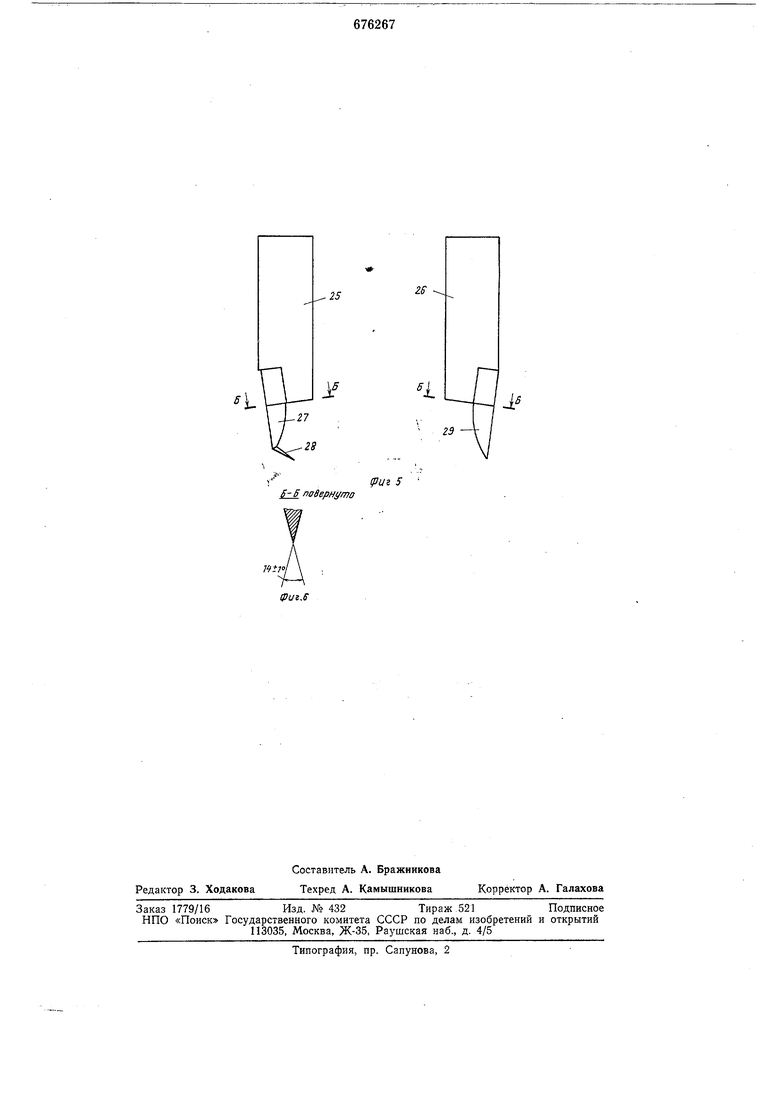
Режущие части подрезного и дополнительного резцов выполнены в виде клиновых ножей, причем поперечный профиль подрезного резца изогнут под углом 117±3° и заострен.
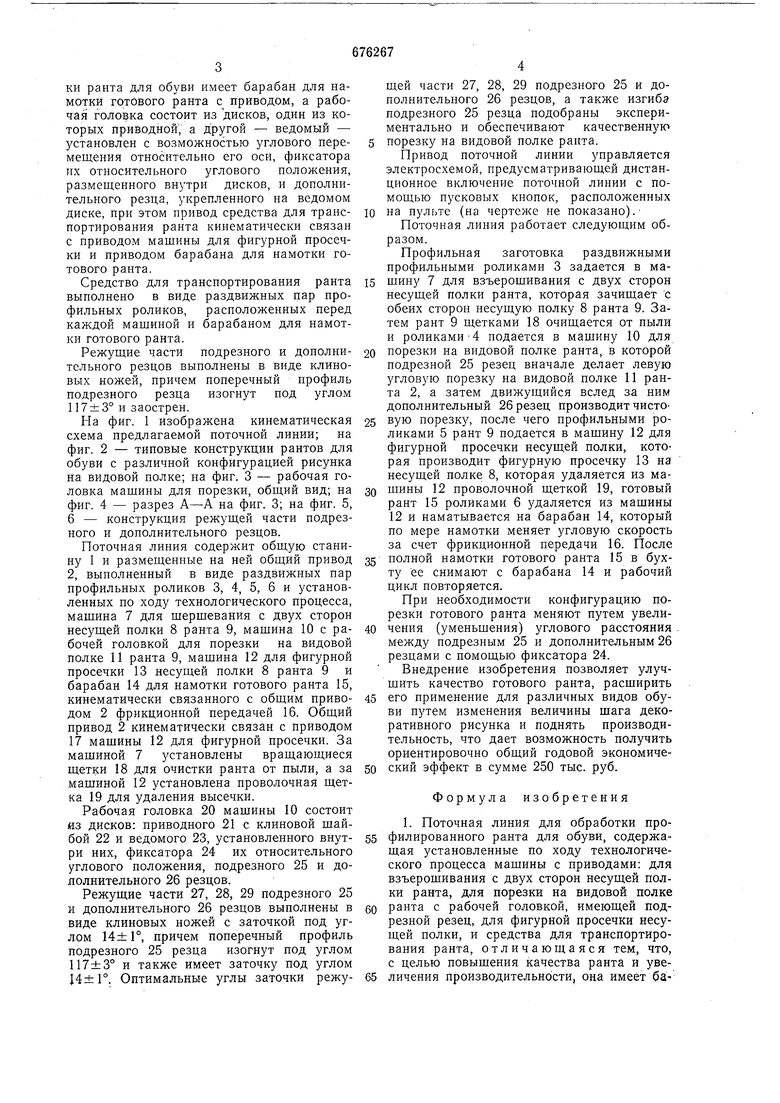
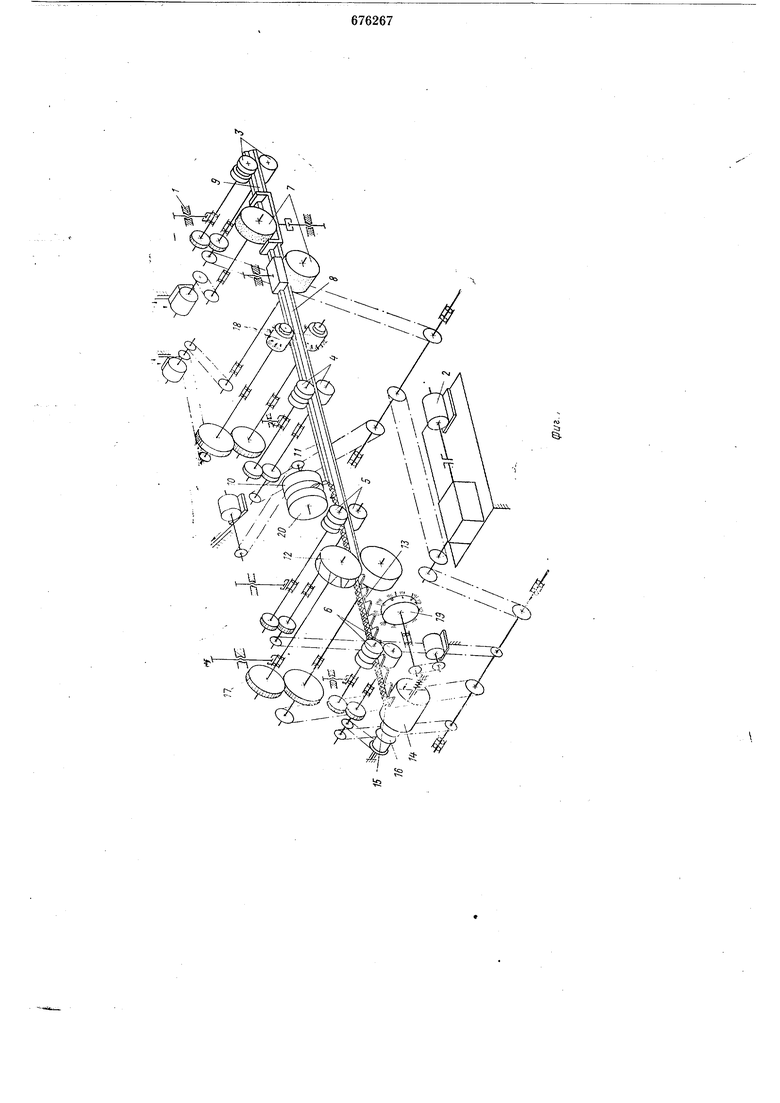
На фиг. 1 изображена кинематическая схема предлагаемой поточной линии; на фиг. 2 - типовые конструкции рантов для обуви с различной конфигурацией рисунка на видовой полке; на фиг. 3 - рабочая головка мащины для порезки, общий вид; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5, 6 - конструкция режущей части подрезного и дополнительного резцов.
Поточная линия содержит общую станину 1 и размещенные на ней общий привод 2, выполненный в виде раздвижных пар профильных роликов 3, 4, 5, 6 и установленных по ходу технологического процесса, мащина 7 для щерщевания с двух сторон несущей полки 8 ранта 9, мащина 10 с рабочей головкой для порезки на видовой полке И ранта 9, мащина 12 для фигурной просечки 13 несущей полки 8 ранта 9 и барабан 14 для намотки готового ранта 15, кинематически связанного с общим приводом 2 фрикционной передачей 16. Общий привод 2 кинематически связан с приводом 17 мащины 12 для фигурной просечки. За мащиной 7 остановлены вращающиеся щетки 18 для очистки ранта от пыли, а за мащиной 12 установлена проволочная щетка 19 для удаления высечки.
Рабочая головка 20 машины 10 состоит из дисков: приводного 21 с клиновой щайбой 22 и ведомого 23, установленного внутри них, фиксатора 24 их относительного углового положения, подрезного 25 и дополнительного 26 резцов.
Режущие части 27, 28, 29 подрезного 25 и дополнительного 26 резцов выполнены в виде клиновых ножей с заточкой под углом 14± Г, причем поперечный профиль подрезного 25 резца изогнут под углом 117±3° и также имеет заточку под углом И±1°. Оптимальные углы заточки режущей части 27, 28, 29 подрезного 25 и дополнительного 26 резцов, а также изгиба подрезного 25 резца подобраны экспериментально и обеспечивают качественную порезку па видовой полке ранта.
Привод поточной линии управляется электросхемой, предусматривающей дистанционное включение поточной линии с помощью пусковых кнопок, расположенных
на пульте (на чертеже не показано).Поточная линия работает следующим образом.
Профильная заготовка раздвижными профильными роликами 3 задается в мащину 7 для взъерошивания с двух сторон несущей полки ранта, которая зачищает с обеих сторон несущую полку 8 ранта 9. Затем рант 9 щетками 18 очищается от пыли и роликами-4 подается в машину 10 для
порезки на видовой полке ранта, в которой подрезной 25 резец вначале делает левую угловую порезку на видовой полке 11 ранта 2, а затем движущийся вслед за ним дополнительный 26 резец производит чистовую порезку, после чего профильными роликами 5 рант 9 подается в мащину 12 для фигурной просечки несущей полки, которая производит фигурную просечку 13 на несущей полке 8, которая удаляется из мащины 12 проволочной щеткой 19, готовый рант 15 роликами 6 удаляется из мащины 12 и наматывается на барабан 14, который по мере намотки меняет угловую скорость за счет фрикционной передачи 16. После
полной намотки готового ранта 15 в бухту ее снимают с барабана 14 и рабочий цикл повторяется.
При необходимости конфигурацию порезки готового раита меняют путем увеличения (уменьщения) углового расстояния между подрезным 25 и дополнительным 26 резцами с помощью фиксатора 24.
Внедрение изобретения позволяет улучщить качество готового ранта, расширить
его применение для различных видов обуви путем изменения величины шага декоративного рисунка и поднять производительность, что дает возможность получить ориентировочно общий годовой экономический эффект в сумме 250 тыс. руб.
Формула изобретения
I. Поточная линия для обработки профилированного ранта для обуви, содержащая установленные по ходу технологического процесса мащины с приводами: для взъерошивания с двух сторон несущей полки ранта, для порезки на видовой полке ранта с рабочей головкой, имеющей подрезной резец, для фигурной просечки несущей полки, и средства для транспортирования ранта, отличающаяся тем, что, с целью повышения качества ранта и увеличения производительности, она имеет барабан для намотки готового ранта с приводом, а рабочая головка состоит из дисков, один из которых приводной, а другой- ведомый - установлен с возможностью углового перемещения относительно его оси, фиксатора их относительного углового положения, размещенного внутри дисков, и дополнительного резца, укрепленного на ведомом диске, при этом привод средства для транспортирования ранта кинематически связан с приводом мащины для фигурной просечки и приводом барабана для намотки готового ранта.
2. Поточная линия по п. 1, отличающаяся тем, что средство для транспортирования ранта выполнено в виде раздвижных пар профильных роликов, расположенных перед каждой машиной и барабаном для намотки готового ранта.
3. Поточная линия по п. 1, отличающаяся тем, что режущие части подрезного и дополнительного резцов выполнены в виде клиновых ножей, причем поперечный профиль подрезного резца изогнут под углом 117±3° и заострен.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 211017, кл. А 43D 91/00, 15.09.66.
2.Авторское свидетельство СССР № 107084, кл. 71 с 52, 1956.
3. Поточная линия для обработки профилированного ранта для обуви, установленная на Кировском комбинате «Искож в 1976 г.

| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для изготовления декоративного ранта для деталей низа обуви | 1982 |
|
SU1063377A1 |
| Агрегат для обработки профилированного ранта для обуви | 1977 |
|
SU741846A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| Устройство для обработки деталей низа обуви | 1978 |
|
SU791374A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 1998 |
|
RU2134528C1 |
| Машина для крепления деталей низа обуви по контуру, например ранта | 1987 |
|
SU1477371A1 |
| Машина для крепления подошвы обуви | 1953 |
|
SU100781A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1969 |
|
SU244912A1 |
| Резцедержатель для ручного управления при станках типа токарных и использовании шаблонов | 1938 |
|
SU55723A1 |
2;
25
А
А-А повернуто 25
2S
jff
L
4-ff-ff повернуто
ipuz 5
