Способы гибки труб прямоугольного сечения (волноводов) обжатием деформируемой зоны ножами, имеющими возвратно-поступательное перемепдение, известны.
ПреДоЮженный способ отличается от известного тем, что одновременно с обжатием заготовку Подвергают растяжению наматыванпем на шаблон.
Это позволяет уменьшить радиус гиба и улучшить качество изделий.
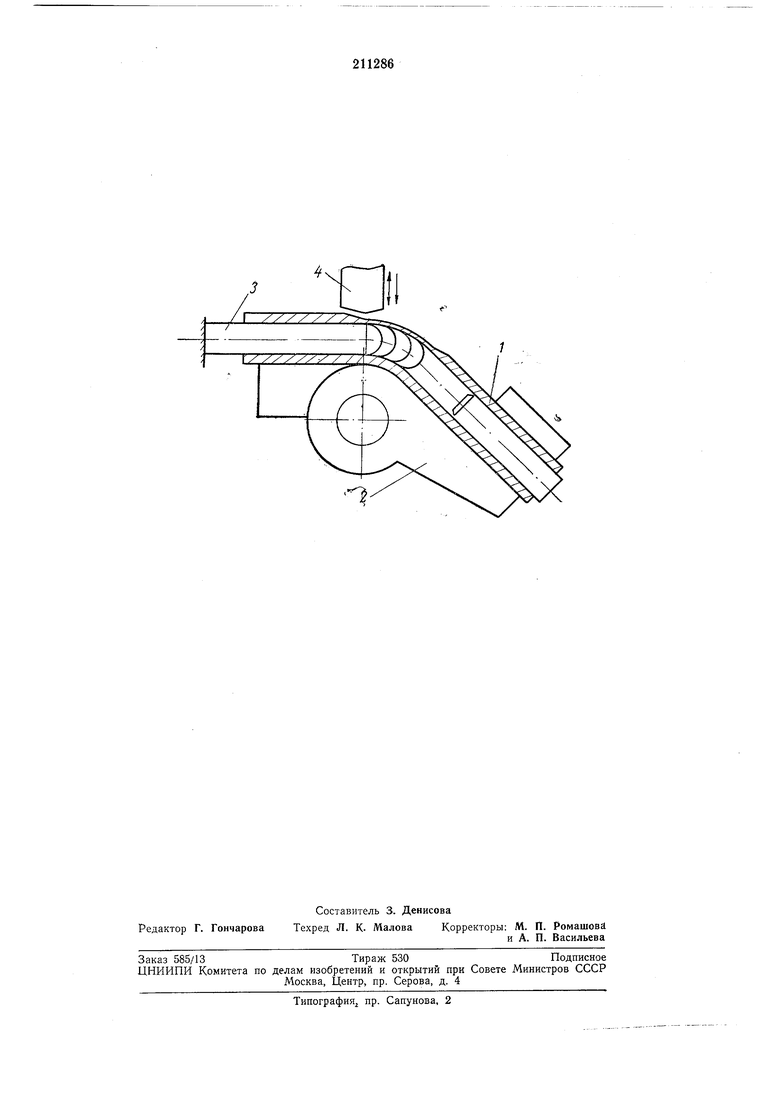
Схема осуш;ествления предложенного способа изображена на чертеже.
Заготовку /, надетую .на гибкую оправку 2, закрепляют в поворотном гибочном шаблоне 3 и обжимают с помощью ножей 4, перемешающихся возвратно-поступательно. Одновременно с обжимом создается растягивающее усилие поворотом щаблона, а следовательно, и закрепленной в нем заготовки, вокруг его осн.
Предмет изобретения
Способ гибки труб прямоугольного сечения (волноводов) обжатием деформируемой зоны ножами, имеющими возвратно-поступательное перемещение, отличающийся тем, что, с целью уменьшения радиуса гиба и улучшения качества изделия, заготовку одновременно с обжатием подвергают растяжению наматыванием на шаблон.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления волноводов сложной формы и устройство для осуществления способа | 2016 |
|
RU2634815C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 1970 |
|
SU271268A1 |
| Способ гибки труб и станок для осуществления способа | 2020 |
|
RU2774676C2 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354478C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Способ изготовления полых соединительных элементов трубопроводов | 1984 |
|
SU1276391A1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГИБКИ ЭЛЕМЕНТОВЗМЕЕВИКОВ | 1971 |
|
SU295590A1 |
| СПОСОБ ГИБКИ ТРУБ | 1968 |
|
SU220012A1 |