Изобретение относится к области машиностроения, а именно к трубогибочным станкам преимущественно для гибки труб прямоугольного сечения (волноводов), используемых в радиотехнической и электронной промышленности.
Известны станки для гибки труб, включающие станину, на которой расположен стол со смонтированной на нем гибочной головкой; головка содержит корпус, гибочный механизм, а также подвижной и неподвижный боковые прижимы, из которых последний снабжен механизмом вывода его из зоны гиба. В таких станках боковой прижим выполняется на шарнире и имеет возможность вывода его из зоны гиба только в радиальном направлении, что допустимо только для труб круглого сечения, имеющих двусторонний прижим. Для труб прямоугольного сечения (волноводов) такая конструкция неприемлема, .поскольку данная труба гнется с четырехсторонним прижимом.
Цель изобретения - осуществление гибки труб прямоугольного сечения. Это достигается тем, что механизм вывода поворотного бокового прижима из зоны гиба выполнен в виде двух зубчатых нолумуфт, расположенных на валу, смонтированном в корпусе гибочной головки, и имеющих возможность поочередного или одновременного сцепления со втулками,
находящимися на концах этого вала, одна из которых соединена с гибочным механизмом, а другая - с поворотным боковым прижимом.
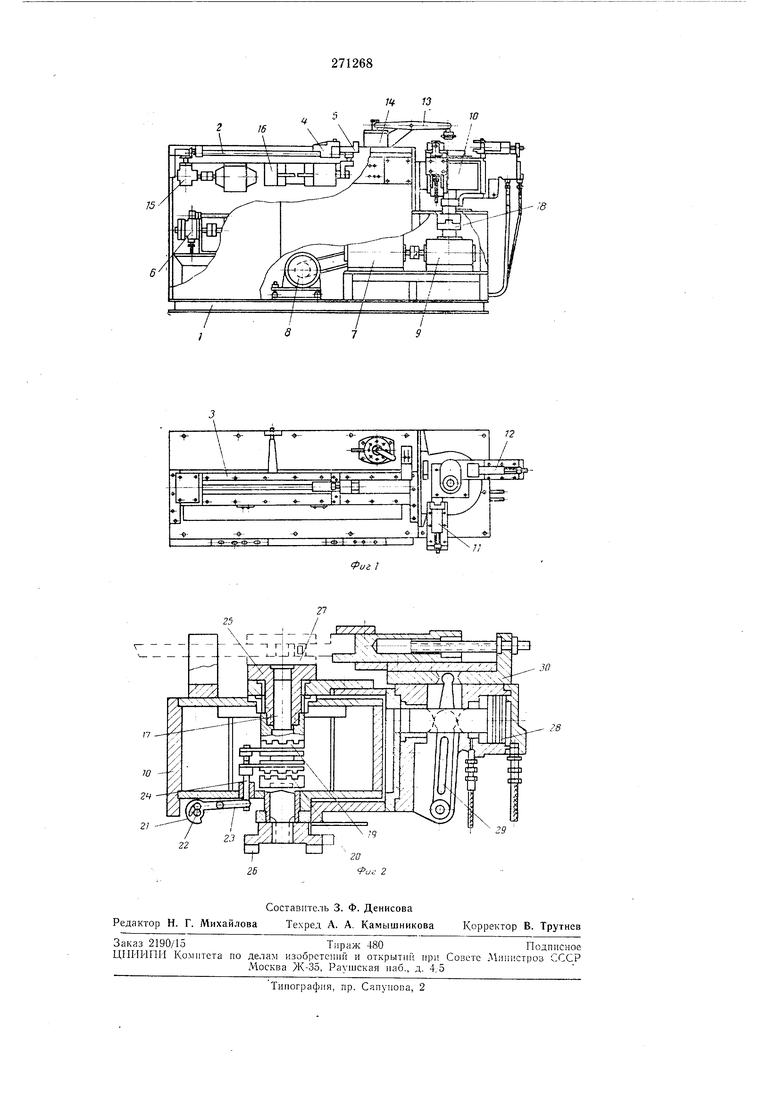
На фиг. 1 изображен описываемый станок в двух проекциях; на фиг. 2 - механизм гибочной головки.
Станок включает станину /, стол 2, выполненный в виде плиты с продольными направляющими 3 для перемещения каретки 4 и толкателя 5, гидропривод 6, реверсивный редуктор 7 с приводом от электродвигателя 8, червячный редуктор 5 и гибочную головку 10. Головка выполнена в виде полого корпуса, внутри которого смонтирован механизм передачи
вращения и переключения, а снаружи корпуса установлены неподвижный боковой прижим // и поворотный боковой лрижим 12. Верхний прижим 13 соединен со штоком гидроцилиндра 14.
Внизу стола 2 установлены привод 15 перемещения каретки и гидроцилиндр 16 перемещения толкателя, который может перемещаться вместе с толкателем по пазам и закрепляться в необходимом месте в зависимости от
длины заготовок.
Механизм передачи вращения и переключения, смонтированный внутри корпуса гибочной головки, состоит из вала 17, соединенного посредством кулачковой муфты 18 с редукточатые полумуфты 19 и 20. Муфты .перемещаются по валу от кулачка 2/, посаженного на вал с рукояткой 22, через рычаги 23 и толкатели 24. В корпус 10 вмонтированы втулки 25 и 26, имеющие зубья для сцепления с полумуфтами 19 и 20.
На фланец втулки 25 устанавливается гибочное приспособление 27. Втулка 26 жестко соединена с прижимом 12. Прилсимы 11 и 12 снабжены механизмом прижима, состоящим из гидрацилиндра 28, рычага 29 и ползуна 30.
Станок работает следующим образом.
Заготовку трубы надевают на щарнирную оправку, установленную в держателе каретки 4, между нижней и верхней плитой гибочного приспособления до упора в толкатель 5, заранее установленный на необходимую величину расстояния от начала изгиба до торца трубы.
Под действием гидроцилиндров 28 неподвижного и поворотного боковых прижимов и гидроцилиндра 14 верхнего прижима заготовка трубы прижимается и закрепляется.
Поворотом вала с рукояткой 22 полумуфты 19 и 20 вводятся в зацепление с втулками 25 и 26 для осуществления одновременного вращения прижима 12 и гибочного приспособления 27. При включении механизма поворота гидроцилиндр 16 через толкатель давит на торец трубы. Прижим 12 и приспособление 27 поворачиваются и изгибают заготовку трубы на установленный угол.
Выключение .поворота происходит автоматически микровыключателем от кулачка прижима 12 по достижении заданного угла. Радиус изгиба определяется матрицей, установленной между нижней и верхней плитами приспособления. После отключения механизма поворота происходит автоматический отвод прижимов
гидроцйлинДрами 28 и 14, вывод оправки на длину щарнирного участка кареткой и отвод толкателя. Поворотом вала с рукояткой 22 полумуфта 19 отключается. Переключением
на реверс и включением механизма поворота поворотный боковой прижим 12 возвращается в исходное положение, а гибочное приспособление остается на месте.
Снятие готового .полуфабриката изогнутой
трубы происходит вручную путем стаскивания ее с щарнирной оправки в сторону от гибочной головки (вправо по чертежу).
Шарнирная оправка перемещается в исходное положение включением привода перемещения каретки, гибочное нриспособление вручную поворачивается назад, и цикл работы повторяется.
Предмет изобретения
Станок для гибки труб, содержащий станину, на которой расположен стол со смонтированной на нем гибочной головкой, содержащей корпус, гибочный механизм, а также неподвилшый и подвижной боковые прижимы, из которых последний снабжен механизмом вывода его из зоны гиба, отличающийся тем, что, с целью осуществления гибки труб прямоугольного сечения (волноводов), механизм вывода поворотного бокового прижима из зоны гиба выполнен в виде двух зубчатых полумуфт, расположенных на валу, смонтированном в корпусе гибочной головки, и имеющих
возможность поочередного или одновременного сцепления со втулками, расположенными на концах указанного вала, одна из которых соединена с гибочным механизмом, а другая- с поворотным боковым прижимом.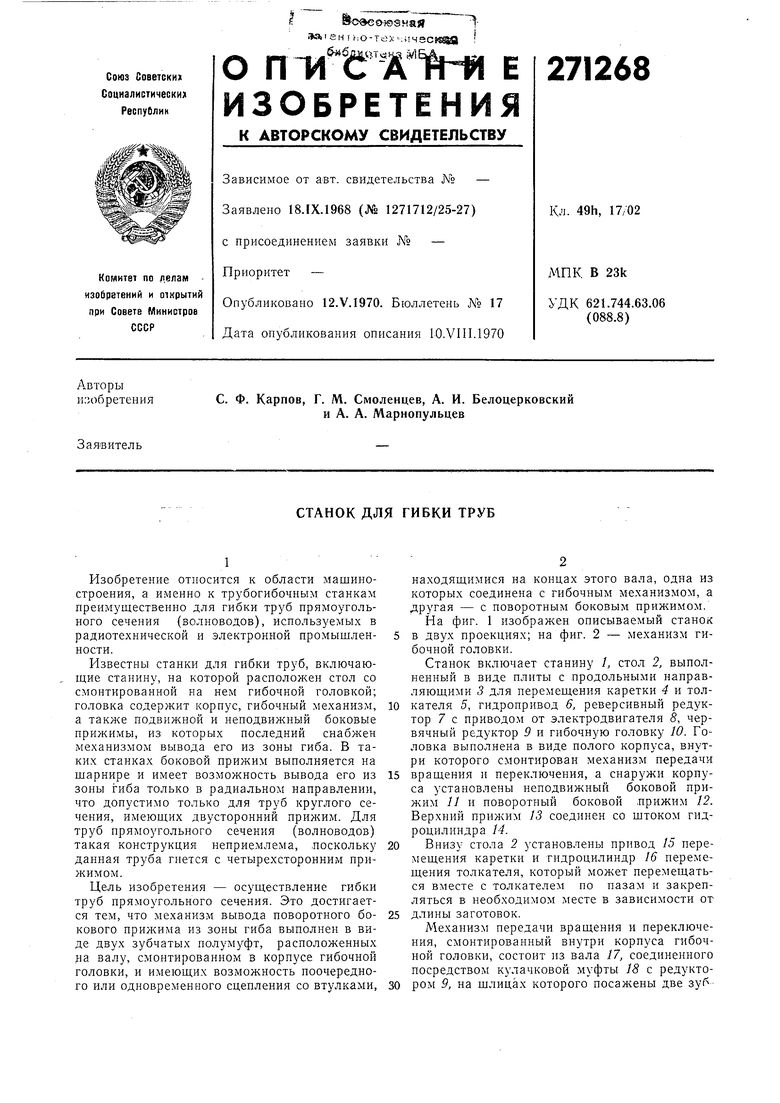
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочная машина | 1988 |
|
SU1556786A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ЗИГЗАГООБРАЗНЫХ ИЗДЕЛИЙ | 1970 |
|
SU283972A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| Устройство для гибки змеевиков из труб | 1979 |
|
SU880561A1 |
| Способ изготовления волноводов сложной формы и устройство для осуществления способа | 2016 |
|
RU2634815C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Установка для изготовления изделий из ленты | 1981 |
|
SU1178556A1 |
| Станок для соединения витков плоской спирали скобами | 1985 |
|
SU1378987A1 |
| Трубогибочный станок | 1976 |
|
SU662196A1 |