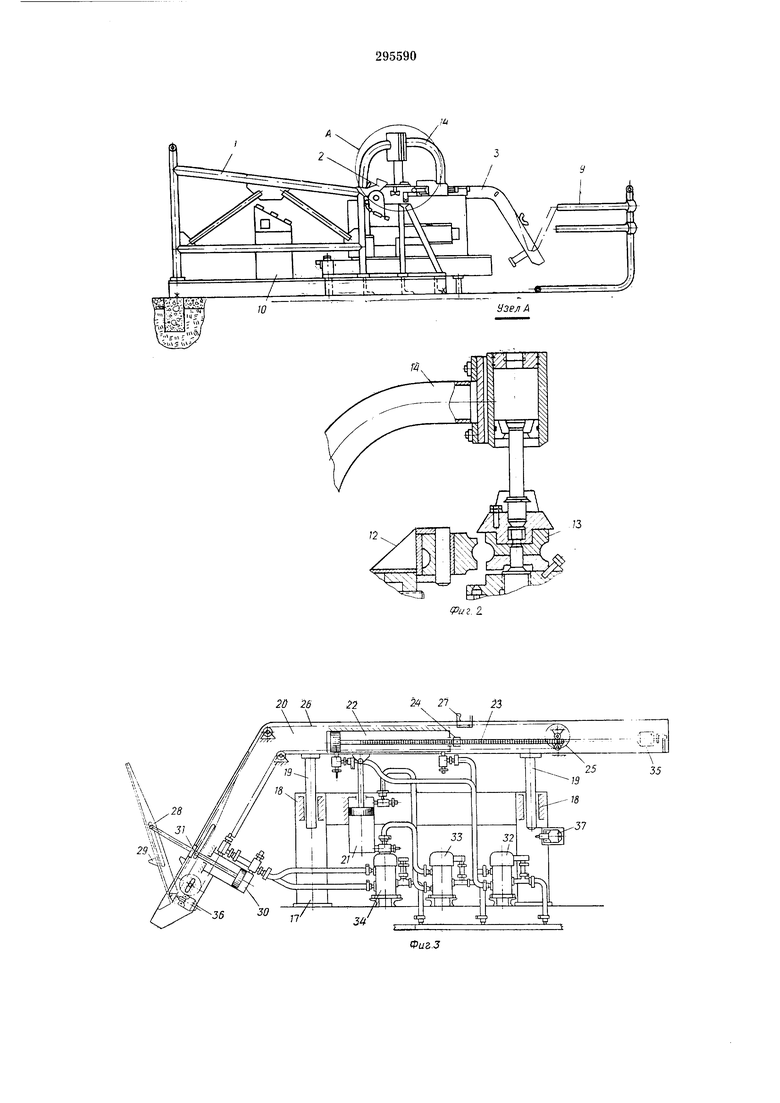
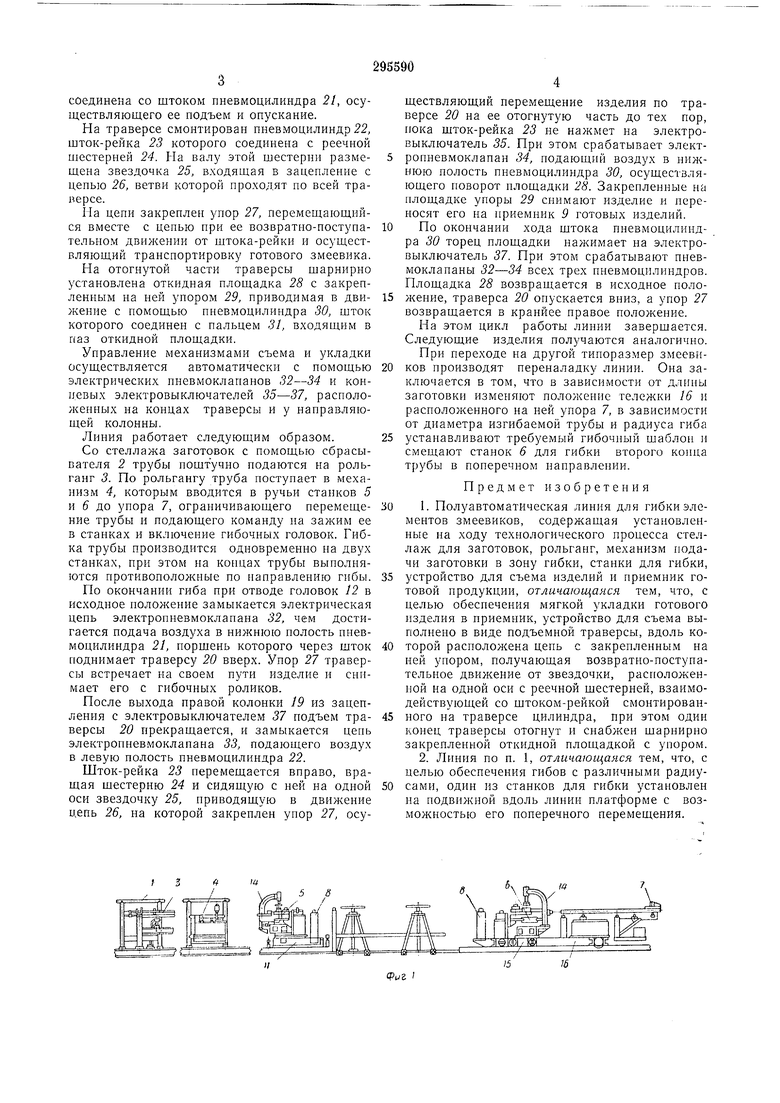
Изобретение относится к области котлостроения, а именно к оборудованию для гибки элементов змеевиков. В известной автоматической линии, нредназначенной для той же цели, удаление готового изделия производится сбрасыванием его на транспортирующее устройство, что не позволяет осуществлять мягкую укладку изделия в приемник готовой продукции, а также не обеспечивает гибки змеевиков с различными радиусами гиба. В предлагаемой нолуавтоматической линии этот недостаток устранен за счет того, что устройство для съема изделий выполнено в виде подъемной траверсы, вдоль которой расноложена цепь с закрепленным на ней упором, получающая возвратно-ноступательное движение от звездочки, расположенной на одной оси с реечной шестерней, взаимодействующей со штоком-рейкой смонтированного на траверсе цилиндра; при этом один конец траверсы отогнут и снабжен щарнирно закрепленной откидной нлощадкой с упором, обеспечиваюн1ей мягкую укладку изделия. Кроме того, один из станков для гибки установлен на подвижной вдоль линии платформе с возможностью его поперечного перемещения, что обеспечивает получение различных радиусов гиба. На фиг. 1 показана описываемая полуавтоматическая лнния, общая компоновка; на фиг. 2 - то , вид сбоку и вид на рабочую головку; на фиг. 3 - устройство для съема готового изделия. Полуавтоматическая линия содержит стеллаж / заготовок, приводной сбрасыватель 2 для пощтучпой выдач1 заготовок со стеллажа, приемный рольганг 3, механизм 4 подачи заготовки в гибочные станки 5 и 6, регулируемый упор 7, механизм 8 для съема и мягкой укладки согнутой в змеевик трубы, ириемник 9 готовых нзделий, пульт 10 управления линией. Каждый гибочиый станок содержит станипу и, на которой установлена гибочиая головка 12 с разъемным роликом-щаблоном 13. Верхний полуролик шаблона соедииен с поворотной стрелой 14, отводяп1,ей его в сторону после окончания гиба. Один из гибочиых стаиков помещен на поперечные салазки 15, установленные на перемещающейся но колее вдоль линии тележке 16. Механизм съема и укладки змеевиков состоит из двух симметрично расположенных устройств, крепящихся к станинам гибочных станков. Каждое нз этих устройств содержит корнус 17, на котором закреплены втулки 18 с входящими в них направляющими колоиками 19, поддерживающими траверсу 20, один конец которой отогнут иод углом. Траверса соединена со штоком пневмоцилиндра 21, осуществляющего ее подъем и опускание. На траверсе смонтирован пневмоцилиндр 22, шток-рейка 23 которого соединена с реечной шестерней 24. На валу этой шестерни размещена звездочка 25, входящая в занепленне с ценыо 26, ветви которой проходят по всей траверсе. На цепи закренлен упор 27, перемещающийся вместе с цепью при ее возвратно-поступательном движении от штока-рейки и осуществляющий транспортировку готового змеевика. На отогнутой части траверсы шарнирно установлена откидная площадка 28 с закрепленным на ней унором 29, приводимая в движение с помощью пневмоцилиндра 30, шток которого соединен с пальцем 31, входящим в паз откидной площадки. Управление механизмами съема и укладки осуществляется автоматически с помощью электрических нневмоклананов 32-34 и концевых электровыключателей 35-37, расположепных на концах траверсы и у направляющей колонны. Линия работает следующим образом. Со стеллажа заготовок с помощью сбрасывателя 2 трубы поштучно подаются на рольганг 3. По рольгангу труба поступает в механизм 4, которым вводится в ручьи станков 5 и 5 до упора 7, ограничивающего перемещение трубы и подающего команду на зажим ее в станках и включение гибочных головок. Гибка трубы производится одновременно на двух станках, при этом на концах трубы выполняются противоположные по направлению гибы. Но окончании гиба при отводе головок 12 в исходное положение замыкается электрическая цепь электропневмоклапана 32, чем достигается подача воздуха в нижнюю полость пневмоцилиндра 21, поршень которого через щток поднимает траверсу 20 вверх. Упор 27 траверсы встречает на своем пути изделие и снимает его с гибочных роликов. Носле выхода правой колонки 19 из зацепления с электровыключателем 37 подъем траверсы 20 прекращается, и замыкается цепь электропневмоклапана 33, подающего воздух в левую полость пневмоцилиндра 22. Шток-рейка 23 перемещается вправо, вращая шестерню 24 и сидящую с ней на одной оси звездочку 25, приводящую в движение цепь 26, на которой закренлен упор 27, осуществляющий перемещение изделия по траверсе 20 на ее отогнутую часть до тех пор пока шток-рейка 23 не нажмет на электровыключатель 35. Нри этом срабатывает электропневмоклапан 34, подающий воздух в нижнюю полость пневмоцилиндра 30, осуществляющего поворот площадки 28. Закрепленныена площадке упоры 29 снимают изделие и переносят его на приемник 9 готовых изделий. окончании хода штока нневмоцилиндра 30 торец площадки нажимает на электровыключатель 37. Нри этом срабатывают пневмоклапаны 32-34 всех трех пневмоцилиндров. Нлощадка 28 возвращается в исходное положение, траверса 20 опускается вниз, а упор 27 возвращается в кранйее правое положение. На этом цикл работы линии завершается. Следующие изделия получаются аналогично. Нри переходе на другой типоразмер змеевиков производят переналадку линии. Она заключается в том, что в зависимости от длины заготовки изменяют положение тележки 16 и расположенного на ней упора 7, в зависимости от диаметра изгибаемой трубы и радиуса гиба устанавливают требуемый гибочный шаблон и смещают станок 6 для гибки второго конца трубы в поперечном направлении. Нредмет изобретения 1. Полуавтоматическая линия для гибки элементов змеевиков, содержащая установленные на ходу технологического процесса стеллаж для заготовок, рольганг, механизм подачи заготовки в зону гибки, станки для гибки, устройство для съема изделий и приемник готовой продукции, отличающаяся тем, что, с целью обеспечения мягкой укладки готового изделия в приемник, устройство для съема выполнено в виде подъемной траверсы, вдоль которой расположена цепь с закрепленным на ней упором, получающая возвратно-поступательное движение от звездочки, расноложенной на одной оси с реечной шестерней, взаимодействующей со штоком-рейкой смонтированного на траверсе цилиндра, нри этом один конец траверсы отогнут и снабл ен шарнирно закрепленной откидной площадкой с упором. 2. Линия по п. 1, отличающаяся тем, что, с целью обеспечения гибов с различными раднусами, один из станков для гибки установлен на подвижной вдоль линии платформе с возмол ностью его поперечного перемещения.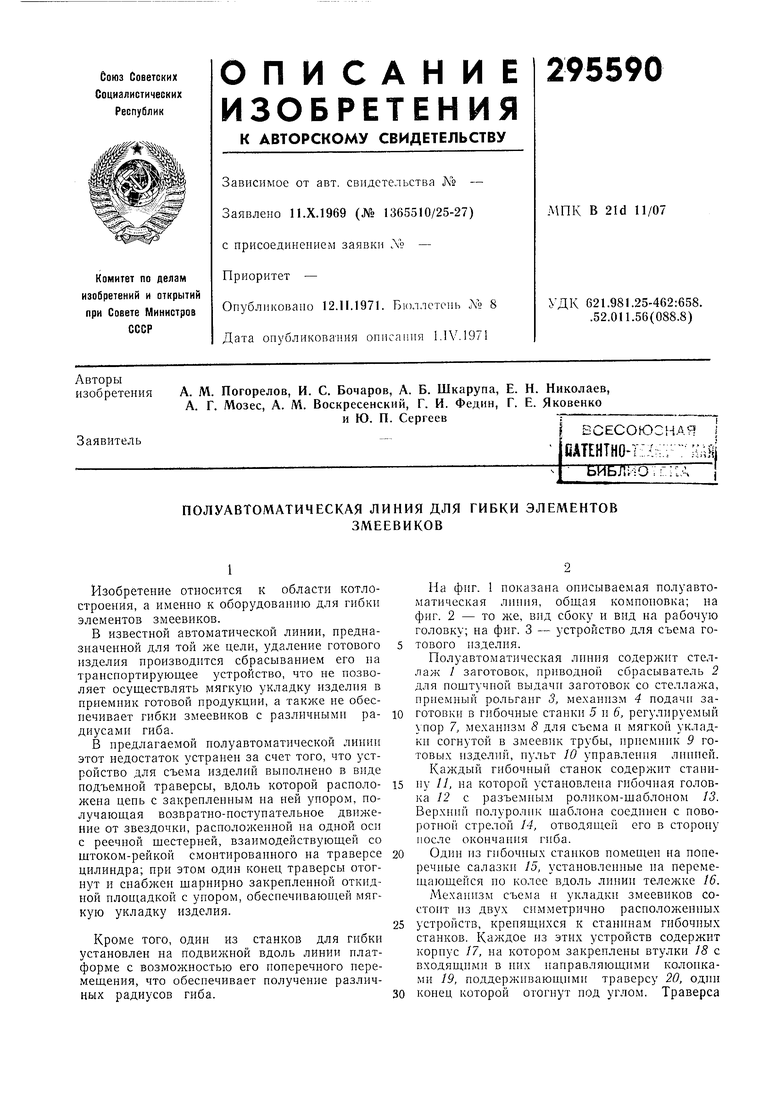
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| Автоматическая линия для изготовления змеевиков | 1974 |
|
SU504588A1 |
| СТАНОК ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБ | 1966 |
|
SU186260A1 |
| Станок для гибки змеевиков | 1979 |
|
SU854507A1 |
| Линия для изготовления змеевиков | 1979 |
|
SU961816A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| СТАНОК ДЛЯ СГИБАНИЯ ФИГУРНЫХ ИЗДЕЛИЙ | 1969 |
|
SU242109A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОБРАБОТАННЫХ ЛИСТОВЫХ | 1973 |
|
SU368075A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Установка для изготовления пакетов экономайзеров | 1988 |
|
SU1590298A1 |