Известны агрегаты для пайки различных изделий, состоящие из печи для предварительного подогрева соляной ванны с электрическим нагревом расплава солей, приспособления для удаления флюса и конвейера для транспортировки изделия.
Однако известные устройства для пайки не обеспечивают получения равномерной температуры расплавленного флюса ло всему объему ванны, имеет место большой унос флюсов с изделием.
Цель изобретения-повысить качество пайки и производительность агрегата. Достигается это тем, что в предложенном агрегате для пайки изделий, например алюминиевых радиаторОВ, соляная ванна снабжена горелками для дополнительного газового подогрева расплава солей и системой дымоходов для отвода продуктов сгорания газа. Горелхи установлены в кладке ванны.
Приспособление для удаления флюса, расположенное над ванной и открытое со стороны зеркала ванны, выполнено в виде печи проходного типа, снабженной электронагревателями.
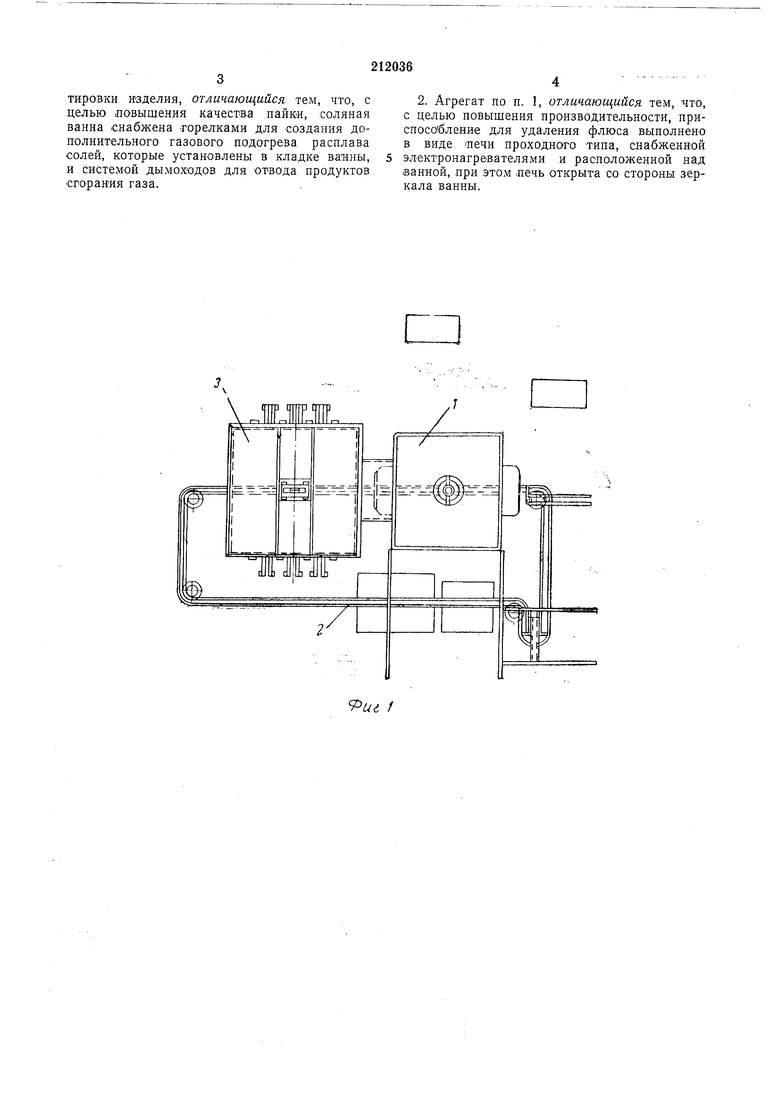
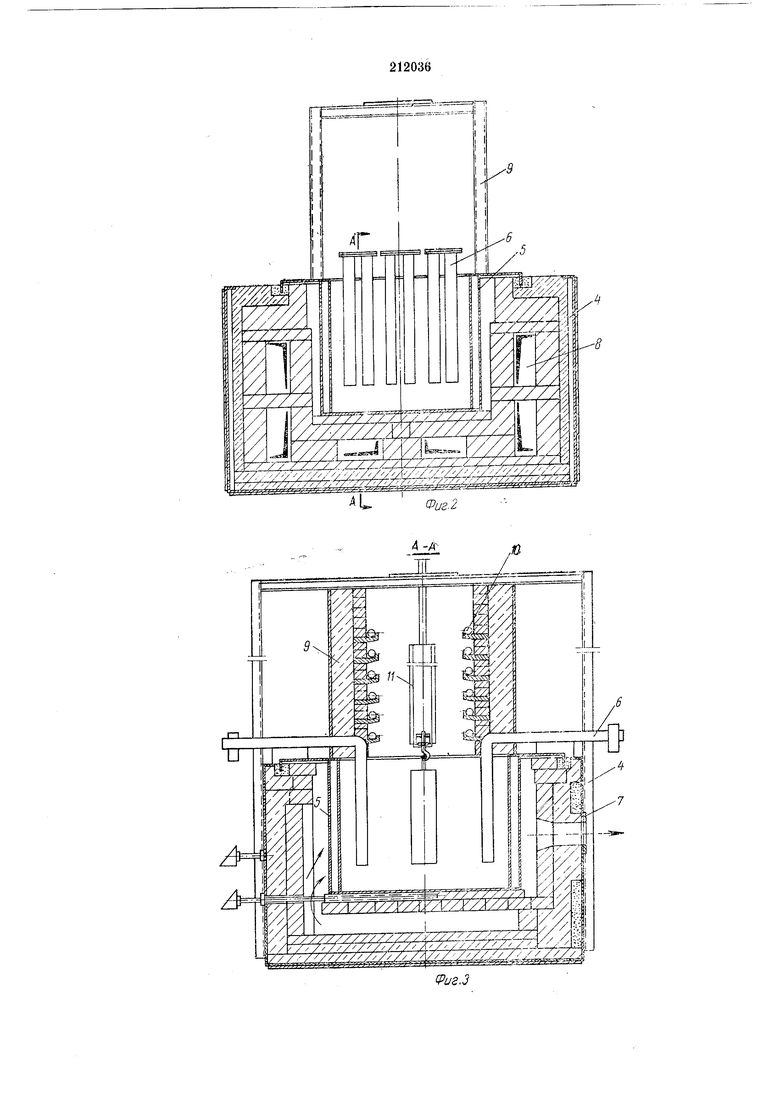
На фиг. 1 дан общий вид агрегата для пайки изделий; на фиг. 2 - электродно-газовая соляная ванна, па фиг. 3 - разрез А-А на фиг. 2.
предварительного подогрева до температуры 500-600°С. Затем по транспортеру 2 изделие подается в электрогазовую соляную ванну 3.
Соляная ванна представляет собой металлический каркас 4, футерованный внутри слоем шамотного огнеупорного кирпича. Внутри кладки расположен тигель 5 для расплавленног-о -флюса, снабженный электродами 6.
В «ладке ванны с двух сторон установлены горелки 7, а также специальные дымоотводящие каналы 8, проходя по которым, продукты сгорания газа равномерно прогревают стенки тигля.
.После пайки в соляной ванне изделие поступает в печь 9 для выплавления остатков флюса. Печь проходного типа расположена над ванной и открыта со стороны зеркала ванны. Печь снабжена электронагревателями 10. Избыток флюса удаляется в печи путем наклона подвески 11 с изделием на 30°. Время выплавления флюса 1,5-2 мин. После выплавления готовое изделие передается на дальнейшую обработку.
Предмет изобретения
1. Агрегат для пайки изделий, состоящий из печи для предварительного подогрева, соляной ванны, содержащей электроды для электрич-еското нагрева расплава солей, приспособления для удаления флюса, .конвейера для транспортировки изделия, отличающийся тем, что, с целью .повышения качества пайки, соляная ванна снабжена -горел-ками для .создания дополнительного газового подогрева расплава солей, которые установлены в кладке ванны, и CHCTeiMOH дымоходов для отвода продуктов сгорания газа.
2. по п. 1, отличающийся тем, что, с целью повышения производительности, приспособление для удаления флюса выполнено в виде печи проходного типа, снабженной электронагревателями и расположенной над ванной, при этом лечь открыта со стороны зеркала ванны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки погружением | 1988 |
|
SU1547984A1 |
| Рекуперативная горшковая или ванная стекловаренная печь | 1949 |
|
SU89050A1 |
| СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1968 |
|
SU213910A1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЦИНКА ИЗ ГАРТЦИНКА И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2363747C1 |
| Линия пайки | 1988 |
|
SU1563906A1 |
| Раствор для кладки футеровки тепловых агрегатов | 1978 |
|
SU726056A1 |
| ПЕЧЬ ДЛЯ ХЛЕБА НАЦИОНАЛЬНЫХ СОРТОВ | 1969 |
|
SU254424A1 |
| ПЕЧЬ-ВАННА ДЛЯ НАНЕСЕНИЯ ЛЕГКОПЛАВКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ НАГРЕВА РАСПЛАВА | 2002 |
|
RU2221896C1 |
| УСТРОЙСТВО ДЛЯ ВЫПЛАВКИ МЕТАЛЛОВ ИЛИ СПЛАВОВ | 2005 |
|
RU2299911C1 |
| Печь для плавки металлической стружки | 1976 |
|
SU603686A2 |