1
Изобретение относится к устройствам для изготовления изделий из пенополистирола и может быть использовано преимущественно при изготовлении крупногабаритной тары в электронной, радиотехнической и других отраслях промышленности
Известно устройство для изготовления изделий из пенополис.тирола, содержащее автоклавы с формами, установленные на , неподвижный пресс с крышкой автоклава, механизмы выгрузки изделий из форм, питатели, средства для нагрева и охлаждения, в котором взаимодействие неподвижных механизмов с враш.аюшейся каруселью требует ее точной фиксации. Кроме того, частый цикл и тяжелые условия работы затвора ведут к выходу из строя уплотнений, что снижает его надежность и производительность 1.
Известно также устройство для изготовпения и.зделий из полимерных материалов, содержащее автоклавы с формами, пресс с крышкой автоклавов, механизмы выталкивания изделий из форм, питатели с шиберами, выполненными б виде кассеты с .отверстиями для загрузки пресс-материапом форм, средства для выгрузки готовых
изделий в виде вильчатого съемника, закрепленного на кассете, и средства для нагрева и охлаждения.
К недостаткам данного устройства следует отнести невозможность выгрузки изделий сложной формы, низкую производительность из-за последовательности проведения технологических операций 2|.
Целью изобретения является повышение производительности при изготовлении изделий сложной формы.
Указанная цель достигается тем, что в устройстве, содержащем формы, пресс с крышкой форм, питатели с шиберами, механизмы выталкивания и выгрузки готовых изделий из форм и средства для нагрева и охлаждения, пресс с крышкой форм и установленные по обеим сторонам пресса питатели смонтированы на траверсе, расположенной над формами с возможностью возвратно-поступательного перемещения, а механизм выгрузки готовых изделий выполнен в виде тележек, снабженных Г-образными направляющими и шарнирно прикрепленных к питателям.
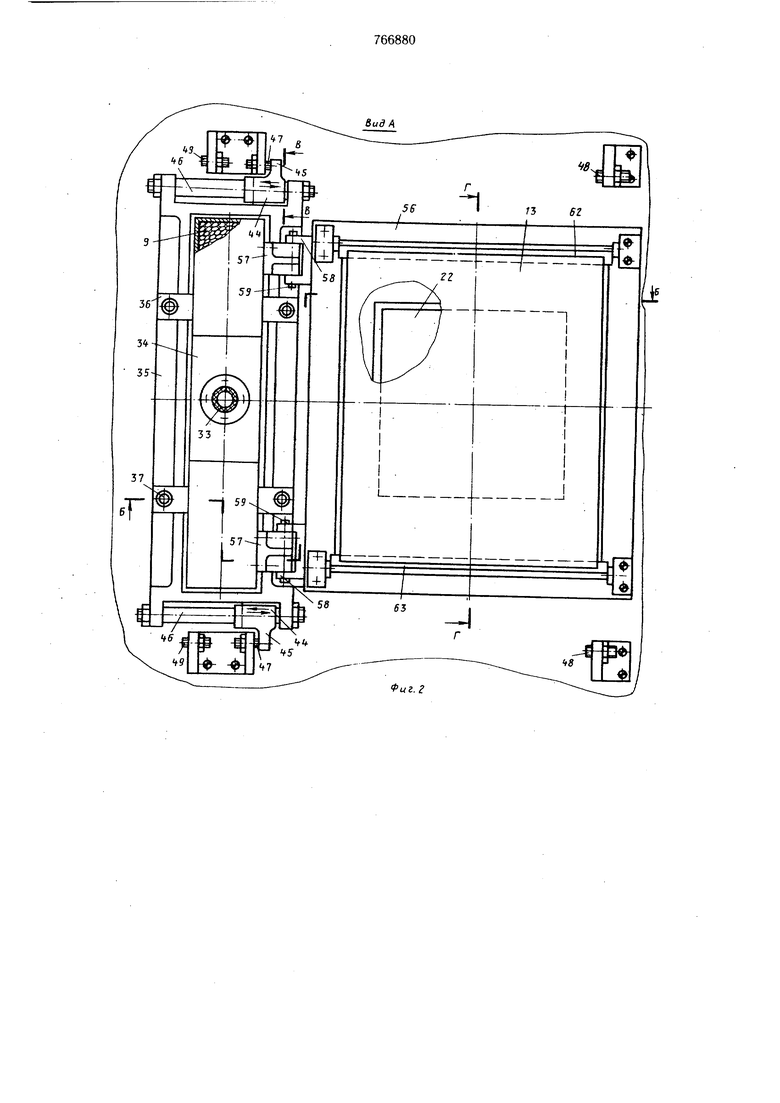
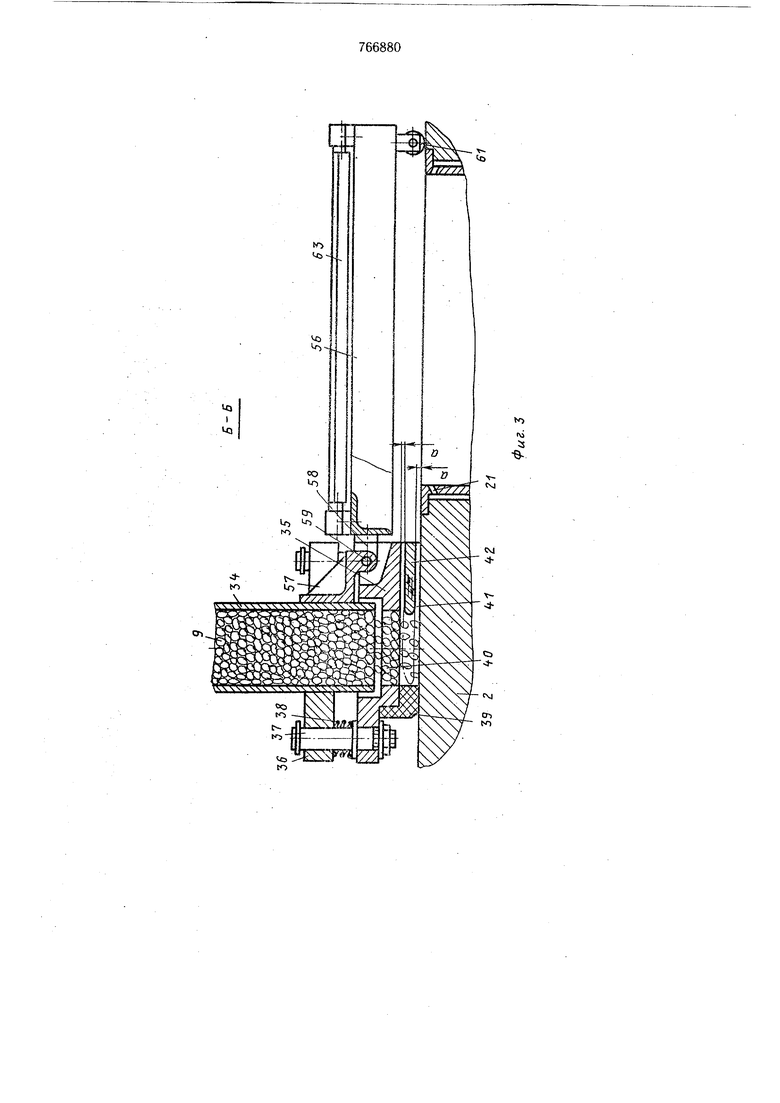
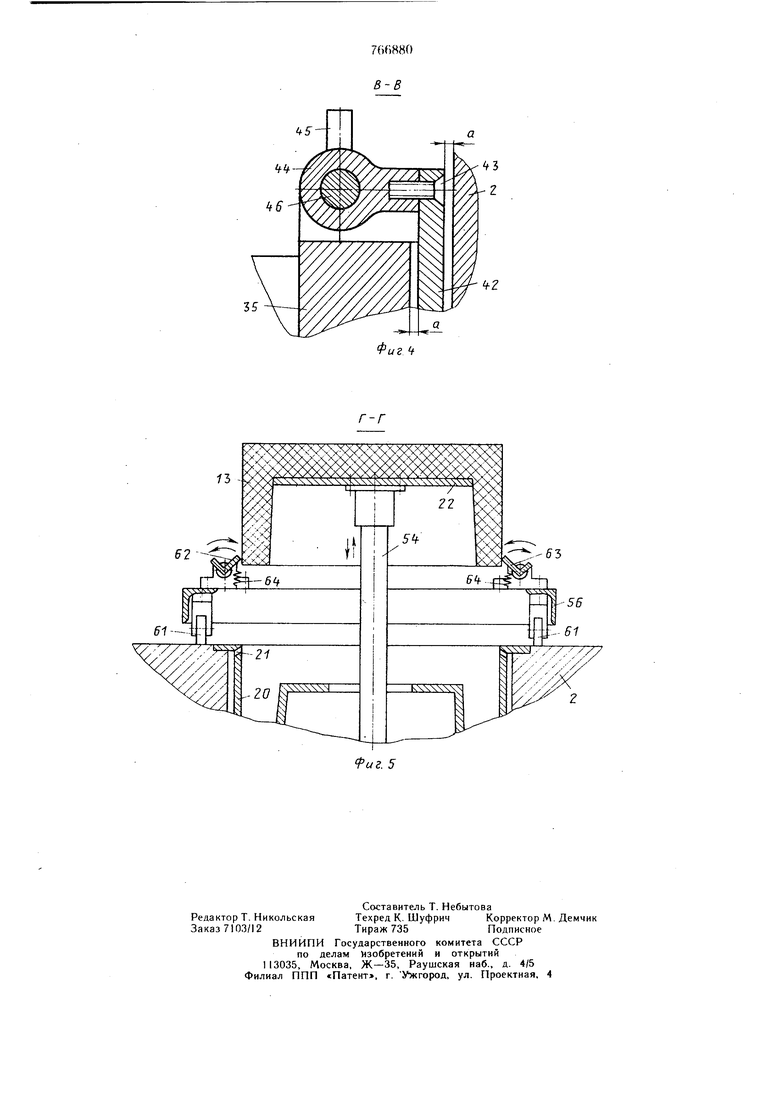
На фиг. . 1 представлено предлагаемое устройство, общий вид; на фиг. 2 - вид А 1 на питатель с тележкой; на фиг. -разрез Б-Б на фиг. 2; фиг. 3 фиг. 4 -разрез В-В на фиг. на фиг. 5 - разрез на фиг. 2. Устройство для изготовления изделий из пенополистирола представляет собой двухпозиционный автомат периодического действия с одновременным протеканием рабочих процессов на обеих позициях - формования и выгрузки сформованных изделий. Автомат (см. фиг. I) содержит каркас 1, неподвижную плиту 2, автоклавы 3 и 4, формы 5 и 6. питатели 7 и 8 для загрузки в формы гранул 9 пенополнстирола, траверсу 10, пресс 11 с крышкой 12 автоклава, механизмы выгрузки(не обозначено) сформованных изделий 13 и средства для подачи пара и охлаждающей воды (на фигурах не показаны). Автоклавы 3 и 4 закреплены на неподвижной плите с уплотнением 14. В автоклавах кроме форм 5 и 6 размещен коллектор 15 с патрубками 16 и 17 для подвода пара и воды к стенкам формы. Днище автоклава снабжено патрубками 18 и 19 для подачи пара и воды и слива воды. Патрубок 19 соединеп с коллектором 15. Каждая форма состоит из закрепленного в плите 2 корпуса 20 с окнами 21 и подвижного днища 22. Крышка 23 формы жестко закреплена на KpiiiujKe 12 автоклава, которая имеет отверстия 24, снабжена уплотнением 25 и соединена со штоком 26 пресса 11. Пресс выполнен в виде гидроцилиндра и смонтирован на трат верее 10, соверщаютей по двум направляющим 27 под действием телескопического гидроцилиндра 28 возвратно-поступательное движение над автоклавами 3и 4. Для фиксации траверсы в крайних положениях предусмотрены упоры 29 и 30, размещенные попарно на двух балках 31 в верхней, части каркаса 1. Питатели 7 и 8 смонтированы на траверсе 10 и гибкими трубопроводами 32 и 33 соединены с расходными бункерами (на чертежах не показаны). Каждый из питателей содержит (см. фиг. 2 и 3) корпус 34, установленный в подвижной обойме 35 с четырьмя бобьпиками 36. В бобышках размещены пальцы 37, жестко закрепленные в подвижной обойме 35 и снабженные пружинами 38, которые прижимают обойму с уплотнением 39 к плите 2. В обойме 35 имеется отверстие 40 для загрузки форм гранулами 9 пенополистирола. Между обоймой 35 и плитой 2 имеется паз 41, в котором размещен щибер 42 с зазором а относительно обоймы и плиты. С помощью винтов 43 (см. фиг. 4) шибер 4Р соединен с подвижными втулками 44, снабженными выступами 45. на на 2; Втулки свободно перемещаются по направляющим 46, установленным в обойме 35. Для управления шибером 42 питателя 8 на пути движения выступов 45 (см. фиг. 2) с обеих сторон питателя размещены две пары упоров 47 и 48, а для управления шибером питателя 7 - две пары упоров 49 и 50 (см. также фиг. 1). Механизмы выгрузки изделий из форм состоит (см. фиг. I) из гидроцилиндров 51 и 52 со штоками 53 и 54 и тележек 55 и 56. Штоки 53 и 54 жестко связаны с соответствующим подвижным днищем 22 форм, а тележки шарнирно прикреплены к питателям с помощью кронштейнов 57 и 58 и осей 59 (см. также фиг. 2 и 3). Тележки 55 и 56 снабжены роликами 60 и 61 и Г-образными направляюпдими 62, 63 с пружинами 64 (см. фиг. 5) для приема готовых изделий 13. Справа и слева от плиты 2 закреплены ролики 65, служащие для опоры тележек 55 и 56 в наклонном положении при выгрузке готовых изделий 13 в тару (на фигурах не показана). Средства для подачи пара и охлаждаюцхей воды состоят из трубопроводов, запорных и проходных вентилей и контрольно-измерительной аппаратуры (на фигурах не показаны). Все элементы автоматики и гидропривода размещены в пульте управления (на чертежах не показан). Автомат работает следующим образом. Автомат работает следующим образом. Предположим, в исходном положении траверсса 10 с прессом II, крышкой 12 автоклавов находится в крайнем правом положении над формой 6. Питатель 7 с тележкой 55 находится в среднем положении, питатель 8 с тележкой 56 - в крайнем правом положении, крышка 12 автоклава с крышкой 23 форм в верхнем положении, а штоки 53 и 54 с днищем 22 - в нижнем положении. При этом- выходное отверстие 40 питателя 8 закрыто шибером 42 (на фиг. 3 это положение шибера показано штрих-пунктирными линиями), а питателя 7 - открыто. После пуска автомата гидроцилиндр 28 перемещает траверсу 10 в крайнее левое положение (см. фиг. 1). Во время перемещения траверсы пенополистирол из питателя 7 заполняет форму 5, а форма б не заполняется, так как выходное отверстие питателя 8 перекрыто шибером 42 (см. фиг. 3). Когда траверса 10 дойдет до упора 29, питатель 8 займет среднее положение, а питатель 7 - крайнее левое положение. При это под действием упоров 47 (см. фиг. 2) переместится шибер 42 (см. фиг. 3), который откроет выходное отверстие 40 питателя 8, а шибер (на чертежах не показан) питателя 7 (см. фиг. 1) под действием упоров 50 перекроет его выходное отверстие (на чертеже не показано). Тележка 55, перемещаясь по ролику 65, займет наклонное положение. После этого включается пресс II. Шток 26 с крышкой 12 автоклава опускается, крышка 23 формы входит внутрь корпуса 20 формы 5 и подпрессовывает гранулы 9 пенополистирола. При этом уплотнение 25 крышки 12 автоклава прижимается к плоскости плиты 2, герметизируя тем самым внутреннее пространство автоклава. Затем подается пар в патрубок 19 автоклава 3. Через коллектор 5(, патрубки 16 и 17 пар поступает к стенкам формы Бив крышку 12 автоклава через окна 21. При достижении в автоклаве определенного давления, необходимого для спекания изделий, пар начинает стравливаться из автоклава 3 и крышки 12 через отверстия 24. После выдержки пар отключается и в 3 подается вода патрубок 19 автоклава Процесс заполдля охлаждения изделия нения автоклава водой при охлаждении аналогичен подаче и движению пара при спекании изделия. После охлаждения подача воды прекращается и вода сливается из крышки 12 и автоклава 3 через патрубок 18. Одновременно с процессом формования изделия в форме 5 из формы 6 выгружается ранее изготовленное изделие 13. Для этого включается гидроцилиндр 52 и шток 54 с подвижным днищем 22 формы 6 (см. фиг. 5), перемещаясь вверх, выталкивает изделие 13 из формы. Изделие при движении вверх упирается в направляющие 62 и 63, поворачивая их вокруг своей оси до тех пор, пока они не выйпосле чего дут из зацепления с ним 64 возвращанаправляющие пружинами ются в исходное положение. При обратном ходе щтока 54 изделие остается на направляющих. Шток 54 с днищем 22 возвращаются в исходное положение. После окончания формования изделия в форме 5 пресс 11 выводит крыщку 23 формы из корпуса 20 формы, а гидроцилиндр 28 перемещает траверсу 10 в крайнее правое положение. При перемещении траверсы форма 6 заполняется пенополистиролом из питателя 8, а в форму 5 пенополистирол не попадает, вследствие того, что выходное отверстие питателя 7 перекрыто щибером. Когда траверса 10 .дойдет до упора 30, питатель 7 займет среднее положение, при этом под действием упоров 49 (см. фиг. 2) шибер переместится и откроется выходное отверстие питателя 7. Одновременно с этим питатель 8 займет крайнее правое положение и упоры 48 переместят шибер 42 (см. фиг. 2), который перекроет выходное отверстие 40 питателя 8 (на фиг. 3 это положение шибера показано щтрих-пунктирными линиями). Тележка 56 с изделием 13 займет наклонное положение, после чего изделие под действием силы тяжести соскользнет в приемную тару (на чертежах не показана), и цикл работы автомата повторяется. Упрощение конструкции устройства путем размещения пресса над неподвижным автоклавом и уменьшение количества механизмов (отсутствует индивидуальный привод тележки и чашеобразный затвор с приводом) повысило надежность работы устройства и его производительность. Формула изобретения 1.Устройство для изготовления изделий формы. пенополистирола, содержащее пресс с крышкой форм, питатели с шиберами, механизмы выталкивания и выгрузки готовых изделий из форм и средства для нагрева и охлаждения, отличающееся тем, что, с целью повышения производительности при изготовлении изделий сложной формы, пресс с крышкой форм и установленные по обеим сторонам пресса питатели смонтированы на траверсе, расположенной над формами с возможностью возвратно-поступательного перемещения. 2.Устройство по п. 1, отличающееся тем, что механизм выгрузки готовых изделий выполнен в виде тележек, снабженных Г-образными направляющими и шарнирно прикрепленных к питателям. Источники информации, принятые во внимание при экспертизе . Авторское свидетельство СССР № 339426, кл. В 29 D 27/00, 1967. 2. Авторское свидетельство СССР № 279029, кл. В 29 В 5/04, 1969 (прототип).
ю
ivi
5
SВ-В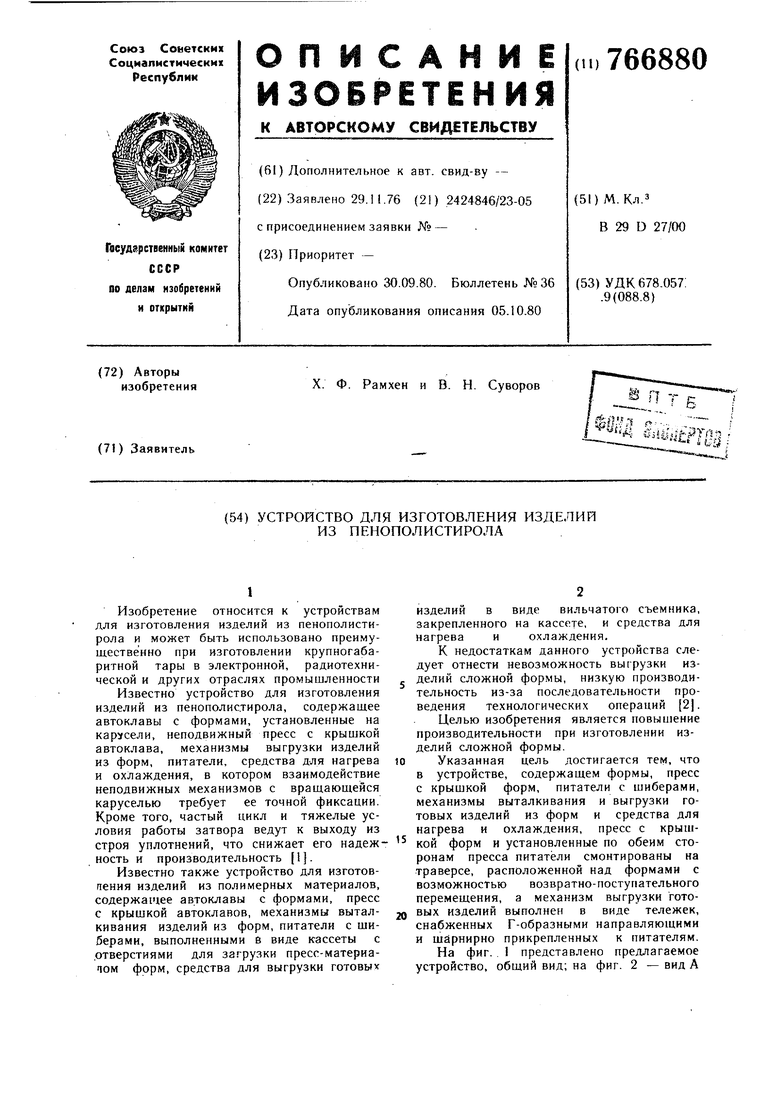
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления изделий из пенополистирола | 1974 |
|
SU562434A2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЕНОПОЛИСТИРОЛА | 1972 |
|
SU339426A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2018441C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Установка предварительного вспенивания пенополистирола | 1974 |
|
SU554166A1 |
| Автоклав для изготовления деталей из пенополистирола | 1986 |
|
SU1402372A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ КОМПАКТИРОВАНИЯ ТВЕРДЫХ ОТХОДОВ В БОЧКЕ И РАСПРЕССОВКИ ЗАПОЛНЕННОЙ БОЧКИ С КРЫШКОЙ В БРИКЕТ | 2010 |
|
RU2453437C2 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Модульная установка прессования | 2023 |
|
RU2817195C1 |
62
fuz. 5
