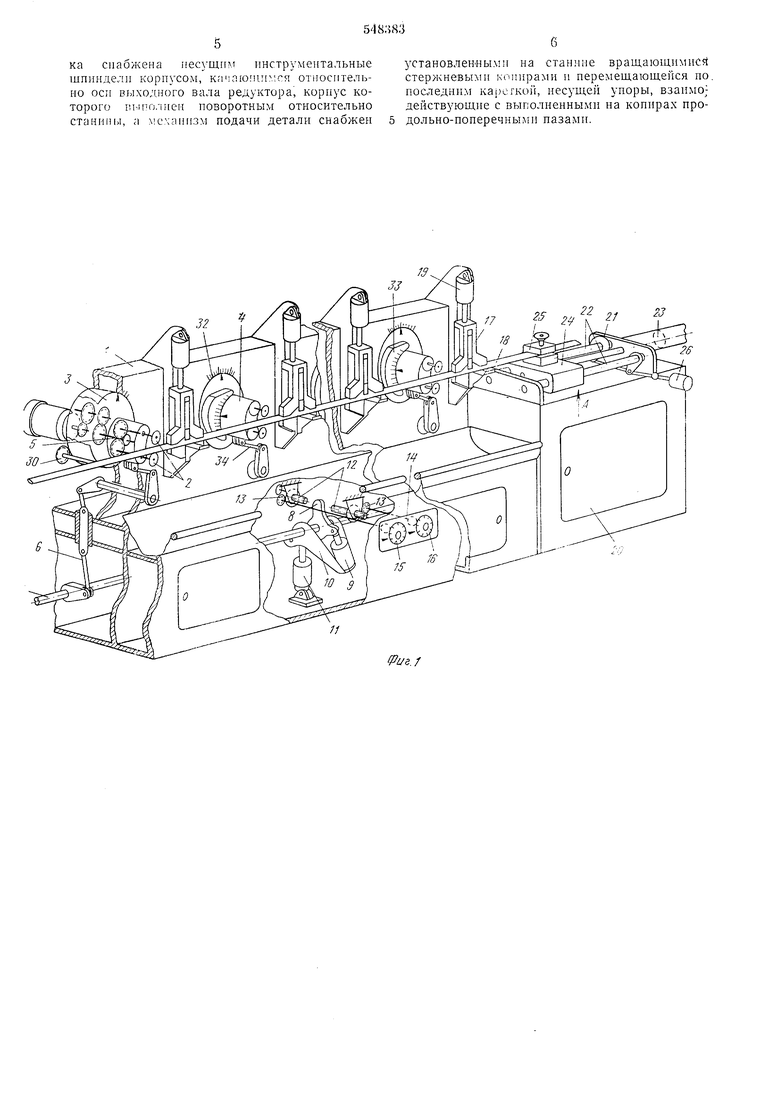
встроенных в механизмы 17 зажима (не показаны), от гндроцнлиндров 19, от этих же гидроцнлнндров осуществляют зажим детали. Справа на станине расположены насосная станция 20 н механнзм 21 подачи детали. Последний состонт нз двух вращающихся стерж невых коннров 22, но которым с помощью гндроцилиндра 23 перемещается каретка 24, снабженная захватом 25 для фиксации обрабатываемой деталн. Поворот копиров 22 осуществляется с помощью гидроцилнпдра 26. Нанравляющне копнры 22 в нилсней части снабжены продольно-поперечными пазами расстояние / между коленамн которых определяет шаг между вентиляционны.мн отверстиями в одной группе вентиляционных каналов катушки (группа состоит из шести каналов). С понеречными пазами копиров 22 взаимодействуют упоры 27 корпуса 28, соединенного нодвнжно с кареткой 24. На каретке 24 расположен микропереключатель 29, взанмодействующий с корпусом 28 в момент упора упоров 27 в стенкн пазов. Мпкропереключатель 29 дает команду на отключение гндроцилнндра 23. Дальнейшее перемещение кареткн 24 возможно только после того, «ак копиры 22 будут повернуты с помощью гидроцилиндра 26, и пазы на копирах 22 дадут возможность переместиться каретке еще на один щаг и т. д. Так как угол наклона вентиляционных каналов завнснт от тииа турбогенератора и меняется от 24 до 46°, то для настройки фрезерных головок на заданный угол фрезерования необходим поворот на расчетный угол цилиндрнческнх корпусов редукторов 3 фрезерных головок относительно станинь 1 полуавтомата. Даниую онерацию осуществляют с помощью шестерен 30, размещенных на станине 1 и входящнх в зацепление с секторами 31, закрепленными на цилиндрических корпусах редукторов 3. Для контроля углов поворота корпусов редукторов 3 предусмотрены щкалы 32 на станине полуавтомата. Для контроля углов поворота качающнхся корпусов 4 относительно оси вращения (точка О), совпадающей с осью вращения выходного вала редуктора (см. фиг. 2), предусмотрены щкалы 33 (фиг. I), расположенные на торцовых поверхностях корпусов редукторов 3. Стрелкамн о (фиг. 2) показаны новороты корпуса 4 относительно точки О. При повороте корпуса редуктора 3 (во время настройки) относительно станины 1 полуавтомата происходит смещенне качающегося корпуса 4 от своего нулевого положення на шкале 33, поэтому для возврата его в исходное положение предусмотрено изменение длнны тяги 34. Глубиной врезания фрез 2 в деталь 18 обусловлен наклон поверхностей 35 н 36 отверстия, а длина последнего задана поворотом корпуса редуктора 3. Полуавтомат работает следующим образом. После иастройки фрезерного полуавтомата загружают об)аба1ываемую деталь 18 (фиг. 1) в рабочую зону полуавтомата, ; афнксироБа его конец в зажиме механизма 21 пол.ачи детали. После включения иолуавтомата механизмы 17ориентации и зажнма ориентируют деталь 18но оси фрезерования и зажимают ее. Под действие.м гидроцилиндра 9 через распределительный вал 7 и систему рычагов 6 верхние шпиидели качающегося корпуса 4 всех фрезерных головок одновременно начинают опускаться, совершая рабочийход. Фрезы врезаются в деталь сверху на заданную глубину, ограниченную регулируемым уиором 12 и упором 8. По команде от концевого переключателя щток гидроцилиндра 9 быстро возвращается в исходное положение, а вместе с ним и щииндели с фрезами. Сразу же начннается рабочий ход нижних щпинделей от гндроцилиндра 11, который воздействует на серьгу 10 через гндроцилиндр 9, упор 8, распределительный вал 7 н систему рычагов 6, подводя к детали нижние шииидели с фрезами снизу. Глубина врезания нижних фрез также ограничена регулируемым унором 12. Пр1 нажатии на него упором 8 срабатывает концевой переключатель и шток гидроцилиндра 11 быстро возвращается в исходное положение, вернув тем самым н корнус 4 в нулевое иоложение по щкале 33. В этот же момент механизмы 17 зажима освобождают деталь 18, а механнзм 21 подачи детали под действием гидроцнлиндра 23 перемещает обрабатываемую деталь на однн Hjar /, соответствующий длине наза на копирах 22. Пока все механизмы срабатывают вновь в той же последовательностн, как указано выше, копиры 22 поворачиваются под действием гидроцилиндра 26 на некоторый угол, обеспечивающий дальнейшее продвижение каретки 24 с обрабатываемой деталью еще на однн шаг, н т. д. (всего шесть раз), что соответствует изготовлению одной фрезерной головкой шести аклонных отверстий, входящих в одну групу. Затем механизмы иолуавтомата возвращатся в исходное положение. После этого деталь необходимо вынуть нз абочей зоны нолуавтомата, повернуть на 180° округ его нродольной осн и снова заложить рабочую зону нолуавтомата для фрезероваия наклонных отверстий второго ряда, котоые должны быть наклонены иод углом 180°-а. Фор м у л а изобретения Фрезерный полуавтомат с установленными а станнне двухшпиндельнымн фрезерными оловками, в привод которых включен редукор, и механизмом нодачн деталн, отличащийся тем, что, с п,елью обеспечения возожности фрезерования косых вентиляционых отверстий в проводниках роторной обмоти турбогенераторов, каждая фрезерная головка сиаожена несущим инструментальные шпиндели корпусом, кгиююиир.оя относительно осп выходного вала редуктора, корпус которого г.мполяен поворотным относительно станппы, а механизм подачи детали снаожеи 5
установлеННымп на станине вращающимнсй стержневымп коппрами и перемещающейся по. последнпм каре ГКОii, несущей упоры, взапмо; действующие с выполненными на копирах иродольно-поперечными пазами.

| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРОКОПИРОВАЛБНЫЙ ПОЛУАВТОМАТНИЯ РЕБЕР | 1969 |
|
SU240454A1 |
| БАРАБАННО-ФРЕЗЕРНЫЙ ПОЛУАВТОМАТ | 1968 |
|
SU212713A1 |
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
| Устройство для изготовления деталей двойной кривизны | 1979 |
|
SU872054A1 |
| АГРЕГАТНЫЙ ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU397313A1 |
| Полуавтоматический гидрокопировально-фрезерный станок для обработки лопастей воздушных винтов | 1959 |
|
SU133351A1 |
| ГИДРОКОПИРОВАЛЬНЫЙ ФРЕЗЕРНЫЙ ПОЛУАВТОМАТ | 1972 |
|
SU329961A1 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2015 |
|
RU2616395C1 |
| ПОЛУАВТОМАТ ДЛЯ ФРЕЗЕРОВКИ СЕКРЕТОВ КЛЮЧЕЙ ДИСКОВОГО ЗАМКА | 2001 |
|
RU2207225C2 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
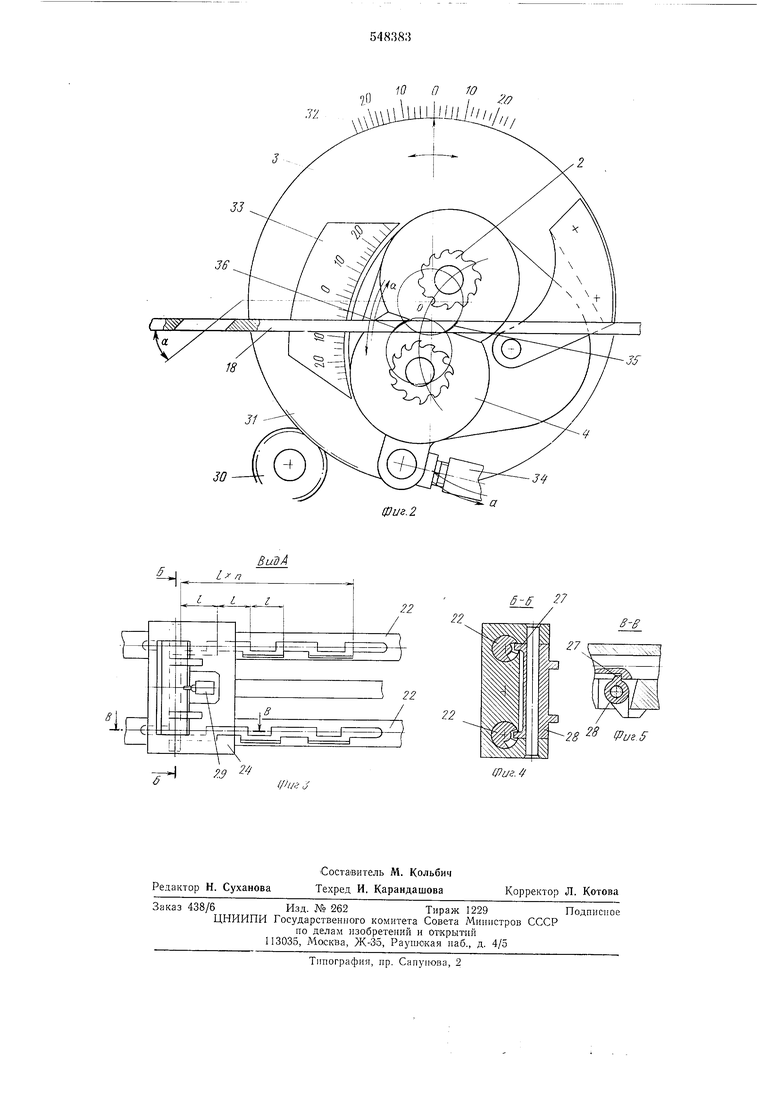
фиг. 2 B-f 27 28 Vue.S
