«
Изобретение относится к металлорежущим станкам, а именно для обработки поршней двигателей внутреннего сгорания и других кривошипно-ша- тунных механизмов, например поршней автокомпрессоров.
Целью изобретения является повышение качества обработки отверстий в поршнях под поршневой палец за счет ориентации одновременно обоих обрабатываемых отверстий относительно инструмента.
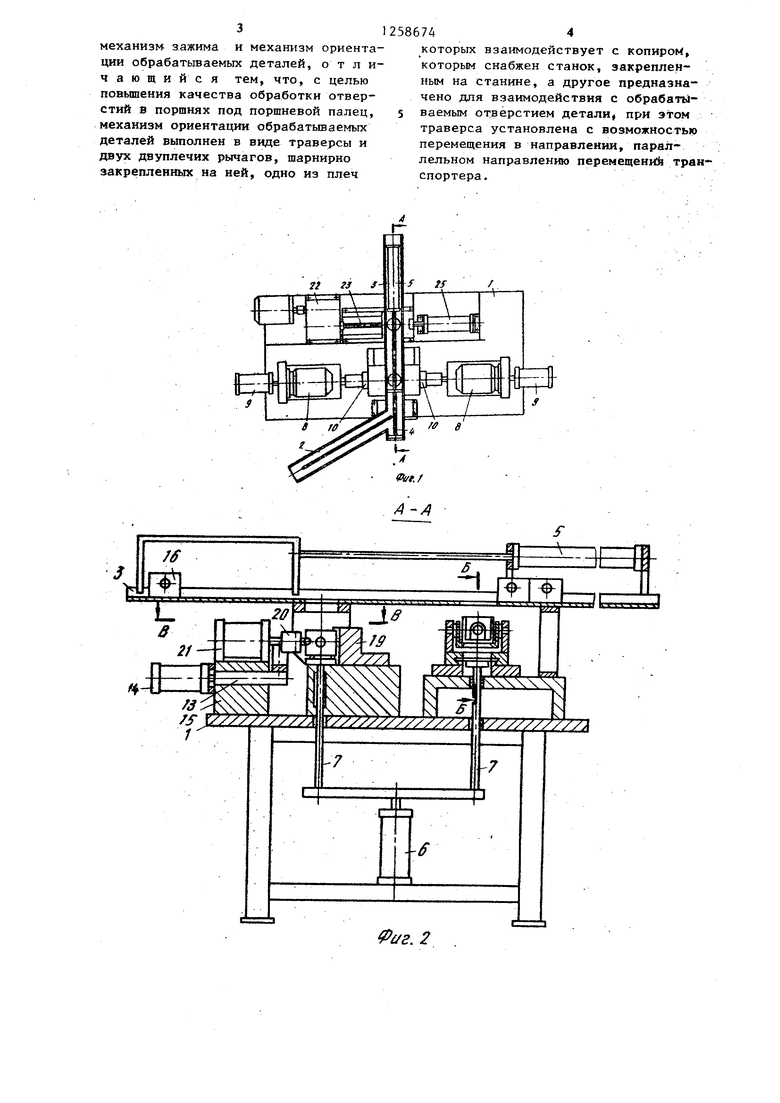
На фиг. 1 изображен станок, общий вид; на фиг. 2 - сечение А-А на фиг. I; на фиг. 3 - сечение Б-Б на
фиг. 2; на фиг, 4 - сечение В-В на. фиг. 2; на фиг. 5 - сечение Г-Г на фиг. 3.
Станок содержичь станину 1 (фиг,1) на которой размещены подающее устройство 2 и транспортер, состоящий из направляющей 3 механизма 4 шаговой подачи с приводом от пневмоци- линдра 5 (фиг. 1 и 2), механизм 6 подъема и опускания со штоками 7 (,фиг.2| на двух рабочих позициях. На первой рабочей позиции размещены две зеркально расположенные шпиндельные головки 8 (фиг.1) с приводами 9 и патронами Ш, в которых закреплены резцы 1 (ФИГ.А), механизм ориентации деталей, вьтолненный в виде двух двуплечих рычагов 12, шарнирно закрепленных На траверсе 13, установленной с возможностью перемещения от г привода 4 в корпусе 15, в направлении, параллельном направлению перемещения транспортера, одно плечо которых имеет возможность входить в отверстие детали 16, например поршня а на втором плече расположен ролик 17, находящийся в криволинейном пазу 18 станины 1, а также механизм зажима, выполненный в виде неподвижной призмы 19 и подвижной призмы 20, имеющей привод 21.
На второй рабочей позиции размещены привод 22 с инструментом 23 для развертьшания отверстия в детали 16 и подвижная каретка 24 с приводом от пневмоцилиндра 25, на которой установлен шарнирно закрепленный плаваю- йрйй стакан 26 для обрабатьшаемой детали 16.
Станок работает следующим образом
Предварительно ориентированные детали 16 загружают в подающее устройство 2, которое передвигает их
58674
поштучно на направляющую 3 транспор тера. Далее механизм 4 шаговой подачи транспортера посредством пневмоцилиндра 5 перемещает деталь 16 на
5 первую позицию. После зтого деталь опускается в рабочую зону штоком 7 механизма 6 подъема и опускания. Вслед за этим происходит ориентация и поджим детали 16 к неподвижной приtO зме 19 двуплечими рычагами 12 при перемещении их вперед от привода 14 через траверсу 13. Причем концы рычагов 12, совершая сложное движение, за счет криволинейных пазов 18 в кор5 пусе 15, в которых размещены ролики 17, установленные на втором плече рычагов 12, входят в отверстия поршня 16. После поджима и ориентации поршня 16 рычагами 12 происходит
20 зажим его подвижной призмы 20 от привода 21. Затем рычаги J2 выводятся из отверстий и происходит подача птиндельных головок 8 с патронами 10 от приводов 9, Производится проточка
25 канавок под замковое кольцо и снятие фасок в отверстиях под поршневой палец с двух сторон фасонными резцами 11. После окончания обработки и отвода головок 8 происходит разжим
30 детали 16 н подъем ее механизмом 6 подъема и опускания до уровня направляющей 3..Далее деталь перемещается механизмом 4 шаговой подачи на вторую позицию, где также производится
35 опускание детали 16 штоком 7 в плавающий стакан 26, установленный на подвижной каретке 24, Пневмоцилиндр 25 подает каретку 24 с деталью 1 6 на инструмент 23, вращающийся от при40 вода 22 и происходит развертьшание отверстия под поршневой палец в поршне 16, после чего каретка 24 возвращается в исходное положение, деталь 16 поднимается штоком 7 до уров45 ня н аправляющей 3. После перемещения механизмом 4 шаговой подачи цикл работы повторяется. Обработка поршня 16 на первой и второй позициях производится одновременно.
50
Формула изобретения
Многопозициоиный станок, содержащий станину, на которой установлен транспортер с возможностью перемещения вдоль позиций обработки, шпиндельные головки, расположенные по обе стороны от указанных позиций.
механизм зажима и механизм ориентации обрабатьгоаемых деталей, о т л и- ч а ю щ и и с я тем, что, с целью повьшения качества обработки отверстий в поршиях под поршневой палец, механизм ориентации обрабатьшаемых деталей выполнен в виде траверсы и двух двуплечих рычагов, шарнирно закрепленных на ней, одно из плеч
586744
которых взаимодействует с копиром, KOTopbtM снабжен станок, закрепленным на станине, а другое предназначено для взаимодействия с обрабатЫ- 5 ваемым отверстием детали при этом траверса установлена с возможностыр перемещения в направления, параллельном направлению перемещенгй транспортера.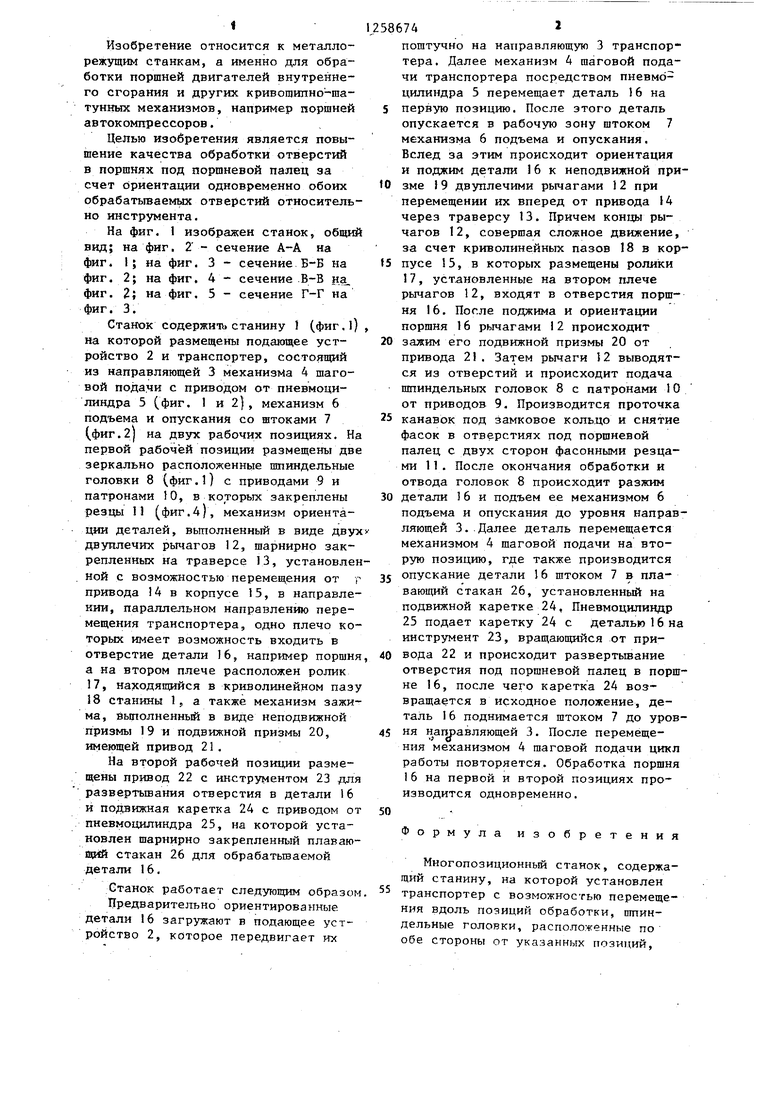
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство для поршней | 1984 |
|
SU1164034A1 |
| Станок для расточки отверстия под палец в поршнях | 1973 |
|
SU452440A1 |
| Станок для расточки отверстия под палец в поршнях | 1977 |
|
SU745599A1 |
| Металлорежущий станок | 1990 |
|
SU1830333A1 |
| Способ чистовой обработки поршней и аналогичных деталей и станок для его осуществления | 1987 |
|
SU1834750A3 |
| Автоматическая линия | 1978 |
|
SU747692A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| УСТАНОВКА ДЛЯ ЗАПОЛНЕНИЯ БАЛЛОНОВ ЖИДКОЙ УГЛЕКИСЛОТОЙ | 1966 |
|
SU184700A1 |
| Автоматическая установка для электрохимической многоместной обработки деталей | 1984 |
|
SU1234082A1 |
| Установка для сварки электрозаклепками | 1987 |
|
SU1609600A1 |

Изобретение относится к оборудо- ваншо для механической обработки поршней внутреннего сгорания и других криветлипно-шатунных механизмов. Станок позволяет повысить качество oбpaбotки отверстий поршней под поршневые пальцы за счет ориентации отверстий поршней непосредственно перед обработкой. Это достигается за счет выполнения механизма ориентации в виде траверсы 13, двух двуплечих рычагов 12, шарнирно закрепленных на траверсе 13, и привода 14, .расположенного на позиции обработки так, что направление перемещения совпадает с направлением транспортирования поршня 16. Одно плечо каждого двуплечего рычага 12 несет ролик 17, взаимодействукяций с копиром 8, закрепленным на станине 1, а второе предназначено для взаимодействия с ориентируемым отверстием поршня 16. 5 ип. а
Фс/г.2
.З
2
E
ТТЛ
Редактор т. Волкова
Составитель Э. Комаров Техред М.Ходанич
Заказ 5073/17Тираж 826Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
tfZ.
Корректор М. ffiapODH
| Многопозиционный сверлильный автомат | 1977 |
|
SU663499A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ()ГОПОЗИЦИОННЫЙ СТАНОК | |||
