Известные станы для закрутки ребристых труб содержащие станину, головки для закрутки и зажима трубы с приводом и индуктор.
С целью увеличения производительности, стан снабжен механизмом подачи, включающим вращающийся барабан с пазами, размещенные под ним, направляющий лоток и толкатель, который связан ходовым винтом с отдельным приводом, и охладительным устройством, расположенным рядом с индуктором.
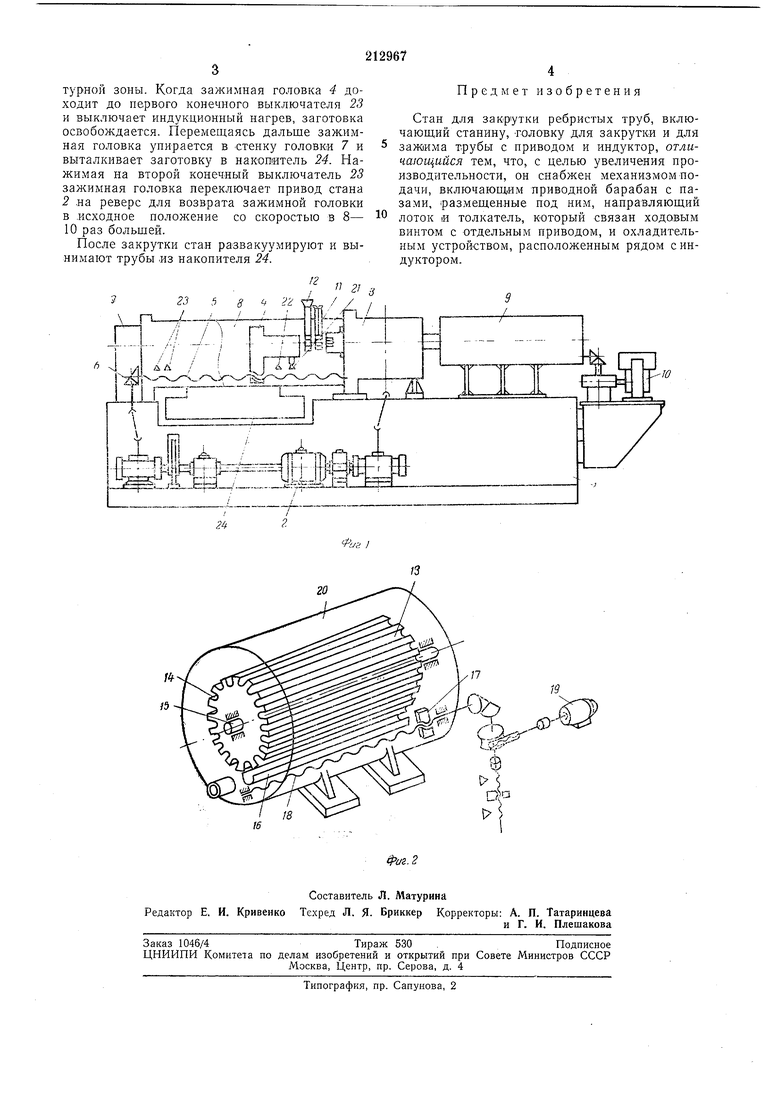
На фиг. 1 изображен стан в общем вяде; на фиг. 2 - механизм подачи.
На станине / установлен привод 2 с двумя червячным.и редукторами, тормозом и двумя магнитными муфтами, позволяющими раздельно приводить в движение закруточную головку 3 и зажимную головку 4.
Зал имная головка перемещается от привода 2 через ходовой винт 5 .и коническую пару шестерен 6 размещенную в головке 7. Головка 7 и закруточная головка соединены цилиндрической рабочей камерой 8, которая вакуумируется. Закруточная головка в свою очередь связана с .механизмом подачи заготовок Рис приводом подающего устройства 10.
дуктор // для нагрева труб и охладительное устройство 12. Механизм подачи заготовок включает барабан 13 с пазами 14, вращающийся на оси 15. Под барабаном рас:юлол ен
направляющий лоток 16, ось которого совпадает с осью стана. В нрорези лотка ходит толкатель 17, перемещаемый ходовым винтом 18 от отдельного привода 19. Л1еханизм подачи помещен в вакуумную камеру 20. Работа устройства. Заготовка-труба с продольными ребрами подается лазом 14 вращающегося барабана 13 в лоток 16. Толкатель 17 перемещает трубу через закруточную головку 3, индуктор 11 и
охладительное устройство 12 к зажимной головке 4. Зал имная головка 4 перемещается приводом 2, до взаимодействия с конечным выключателем 21, который отключает привод 2. Одновременно конечный выключатель 22 через реле времени включает индуктор //. И снова включается привод 2, который приводит во вращение закруточную головку 3. Происходит закрутка ребристой трубы со скоростью, обеспечивающей горогрев заготовки, проходящей через индуктор. После индуктора заготовка охлаждается в охладительном устройстве 12, .при этом исключается образование по длине заготовки переходной темпера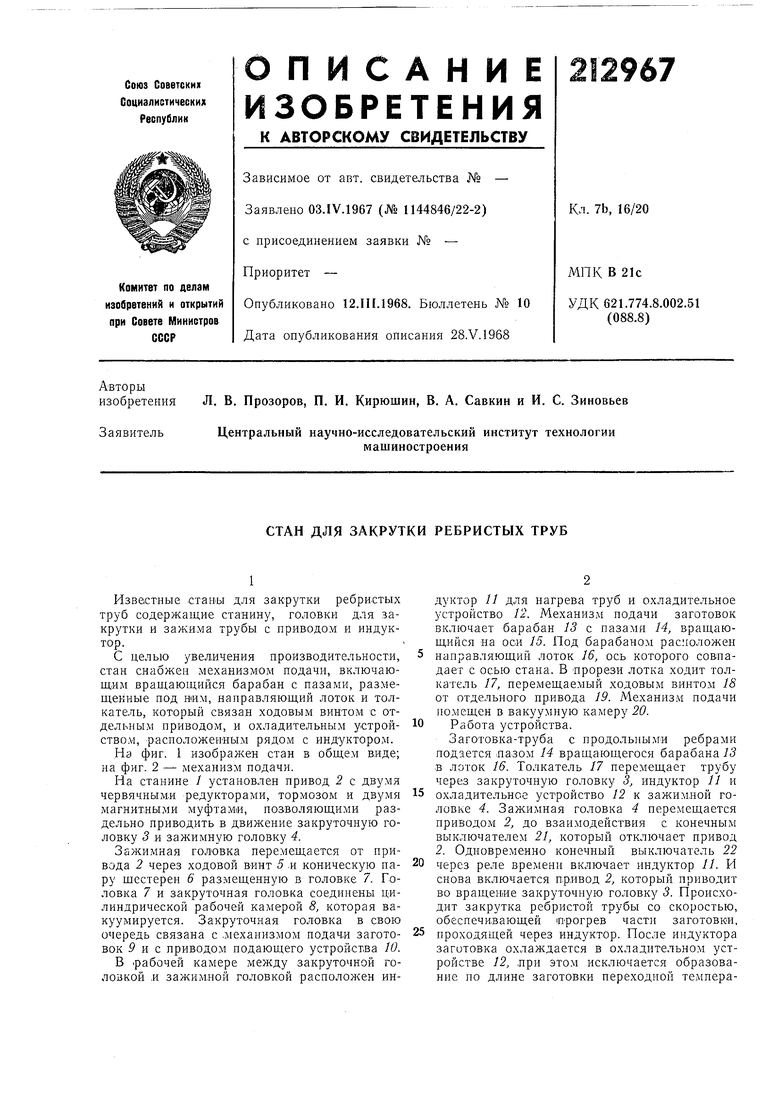
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1971 |
|
SU288988A1 |
| Устройство для поперечной подачиСТЕРжНЕОбРАзНыХ зАгОТОВОК | 1979 |
|
SU846446A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU435295A1 |
| УСТАНОВКА ДЛЯ НАПЛАВКИ КЛАПАНОВ | 1971 |
|
SU297460A1 |
| Установка для наплавки клапанов двигателей внутреннего сгорания | 1977 |
|
SU897438A1 |
| АВТОМАТ РОТОРНОГО ТИПА ДЛЯ ПОДРЕЗКИ КРУГЛЫХЗАГОТОВОК | 1969 |
|
SU251402A1 |
| СТАНОК ДЛЯ ГИБКИ 1РУБ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 1970 |
|
SU258829A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ ЗАГОТОВОК В СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1969 |
|
SU236401A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1971 |
|
SU290832A1 |
