Известны трубогибочные станки, содержащие станину, смонтированные на станине гибочную головку с роликом-шаблоном и нажимным роликом, каретку подачи заготовки, а также систему управления станков с программоносителями барабанного типа, имеют ряд недостатков. На этих станках изготовление многоколенных трубопроводов из заготовок, длина которых превышает величину рабочего хода подачи станка, невозможно. Формообразование производится наматыванием, обкаткой или гибкой-прокаткой. Цель изобретения - осушествление деформирования труб неограниченной длины как способом гибки-орокатки, так и обкаткой Это достигается тем, что на станке дополнительно установлено устройство для трубы, выполненное в виде трехкулачкового патрона, зажимные элементы которого с помощью, налример, пневматического цилиндра, связаны с программоносителем, а нажимной ролик гибочной головки расположен на поворотной каретке, также связанной с программоносителем.
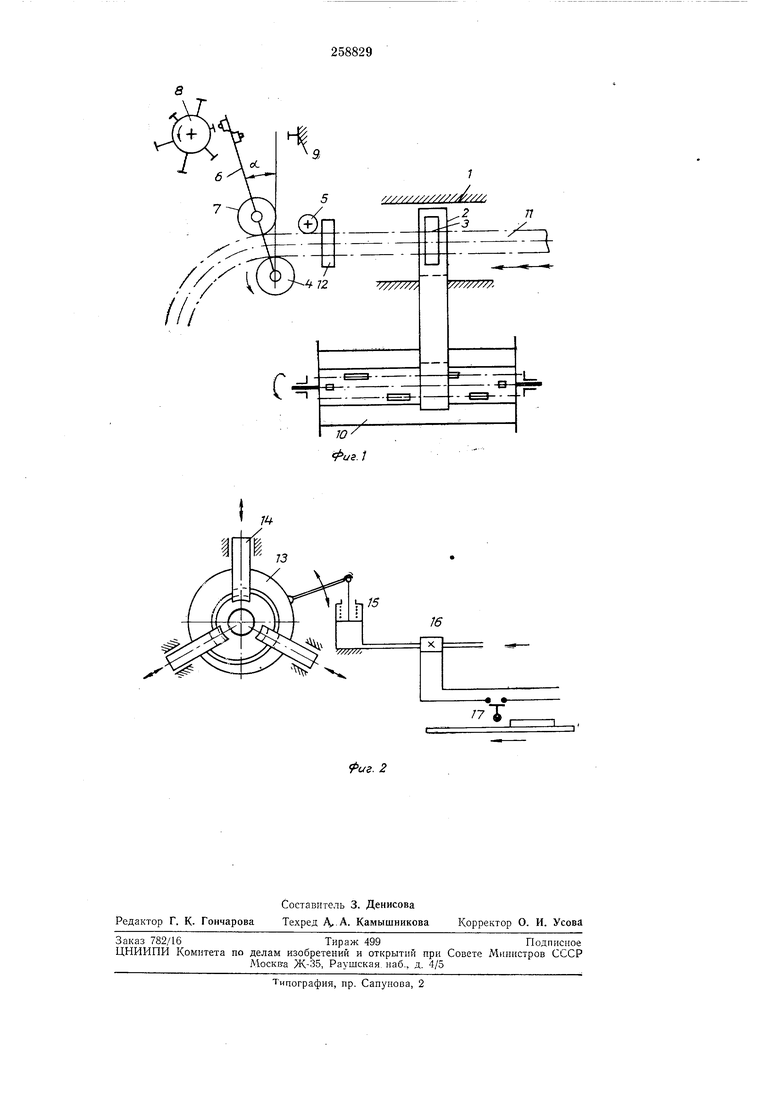
На фиг. 1 дана схема предложенного станка; на фиг. 2 - схема дополнительного зажимного устройства.
не установлена гиоочная головка, состоящая из ролика-шаблона 4, упорного ролика 5 и поворотной траверсы 6 с нажимным роликом 7. Программоноситель-револьверный барабан 8 с настроенными упорами (на чертеже не показаны) обеспечивает автоматический выход траверсы на заданный угол а. Неподвижный упор 9 предназначен для остановки траверсы при движении ее в исходное положение.
На станине станка установлен также второй сменный револьверный барабан 10 с настроенными упорами, обеспечивающими автоматическое выполнение параметров рабочих движений: начало и конец движения подачи, начало поворота траверсы и начало ее отхода в исходное положение.
Концевые выключатели (на чертеже не показаны), взаимодействующие с упорами барабана 8 и неподвижным упором 9, располол ены на траверсе 6, а концевые выключатели, взаимодействующие с-упорами барабана 10 - на сзппорте 2.
Перед началом процесса трубу-заготовку 11 устанавливают в зажиме каретки подачи 3. Заготовка свободно проходит через дополнительное зажимное устройство 12, которое .представляет собой трехкулачковый .патрон 13 (см. фиг. 2, губки которого имеют автоматическое управление через пневматический цилнндр 15 и электроклапан 16 и связаны с общей схемой управления подачи трусы с помощью коицевого выключателя 17 и упоров барабана 10.
Работает устройство следующим образом.
После установки заготовки и сменных револьверных барабанов с заранее настроенными упорами включается электродвигатель каретки подачи 3 редуктора поворота траверсы 6, но рабочих движений подачи и поворота травер сы пока не происходит, так как отключены соответствующие муфты сцепления. В этот момент включается зажим каретки подачи ,5, и последовательно включается муфта сцепления с ходовым винтом - начинается движение подачи заготовки. Устройство 12 остается выключенным в течении всего прямого ход оодачи.
При набегании закрепленного на суппорте 2 концевого выключателя, включающего привод поворота траверсы 6, на соответствующий упор барабана 10 начинается поворот траверсы до заданного положения, ограниченного упором барабана 8. При взаимодействии упора 8 с концевым выключателем на траверсе привод поворота траверсы отключается.
При дальнейшем безостановочном движении суплорта закрапленный на нем концевой выключатель отвода траверсы набегает на упор барабана 10, в результате этого включается привод отвода траверсы в исходное лоложение, ограниченное неподвижным упором 9. Контакт концевого выключателя траверсы с упором 9 отключает привод отвода траверсы.
Движение суппорта вперед ограничивается положением левого крайнего упора барабана 10, который при взаимодействии с концевым выключателем, установленным на суппорте, отключает движение суппорта. В этот момент зажим -каретки -подачи 3 выключается, но включается устройство 12, препятствующее изменению положения заготовки относительно гибочной головки нри обратном ходе каретки подачи. После переключения зажимов начинается обратный ход каретки подачи, величина которого ограничивается правым крайним упором барабана 10, переключающим тризод каретки подачи вновь на прямой ход. Но само движение .ирямого хода становится возможным лишь После отключения дополнительного зажимного устройства и включения зажима
каретки :подачи. В конце обратного хода суипорта происходит иоворот револьверных барабанов па один угловой шаг для подготовки нового цикла процесса. После перехвата заготовки и поворота барабанов вновь происходит поступательное перемещение «аретки, подающей новый участок заготовки в зону гибочной головки.
Предмет изобретения
Станок для гибки труб с программным управлением, содержащий станину и смонтированные на ней гибочную головку с роликомшаблоном и нажимным роликом, каретку подачи заготовКи, а также систему управления с |Программоносителями барабанного типа, снабженными переставными упорами, отличающийся тем, что, с целью осуществления деформирования труб неограниченной длины как способом гибкинпрокатки, так и обкаткой, в нем дополнительно установлено устройство для зажима трубы, выполненное в виде трехкулачкового патрона, зажимные элементы которого с помощью, например, пневматического цилиндра, связаны с программоносителем, а нажимной ролик гибочной головки расположен на поворотной каретке, также связаиной
с -программоносителем.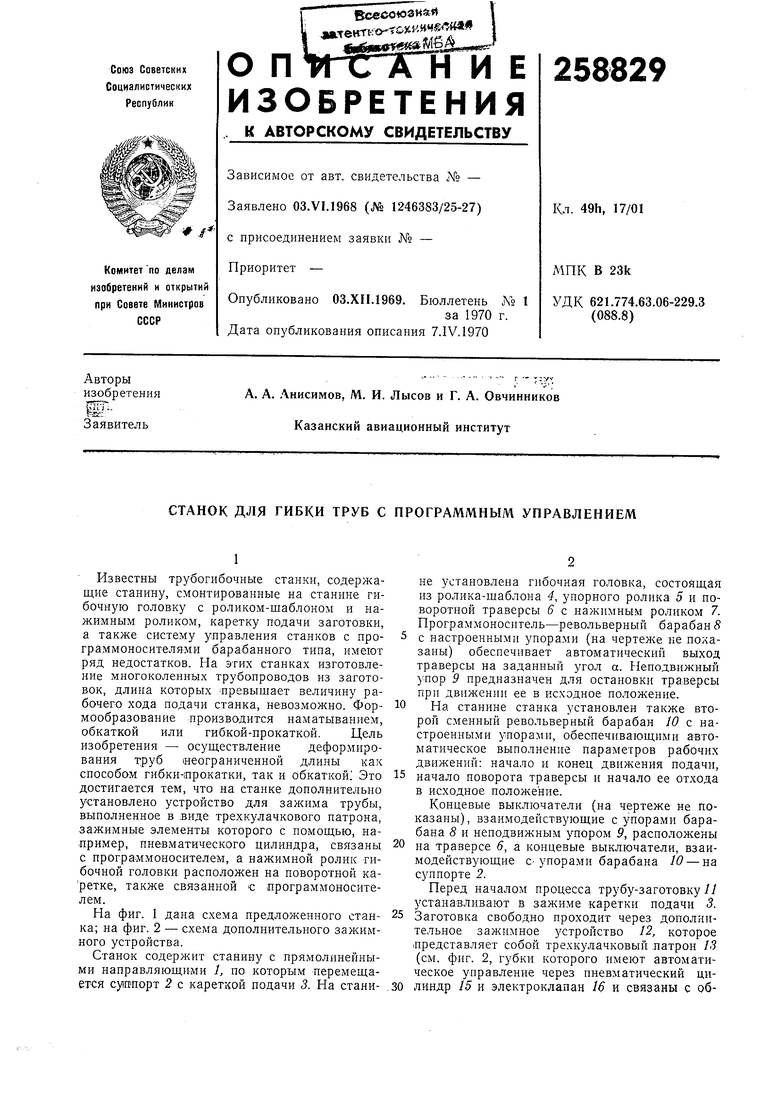
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок для одновременной обработки концов труб и валов | 1990 |
|
SU1798038A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| Устройство для определения углов поворота гибочного шаблона | 1975 |
|
SU517355A1 |
| Станок для гибки металла с ручным приводом | 2021 |
|
RU2757170C1 |
| Трубогибочный станок | 1965 |
|
SU456661A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| ГИБОЧНО-РАСТЯЖНОЙ СТАНОК | 1970 |
|
SU282276A1 |
| СУППОРТ ТОКАРНО-РЕВОЛЬВЕРНОГО АВТОМАТА | 1973 |
|
SU405646A1 |