Известны установки для автоматической загрузки заготовок в стан холодной прокатки труб, включающие приемный стол, отсекатель, регулируемые упоры, рычажную передачу, устанавливающую заготовку в устройство со смазочными головками, конечные выключатели, патрон гильзы с электрической системой управления и сервоцилиндр.
Особенность описываемой установки состоит в том, что она снабжена дополнительной подвижной смазочной головкой, укрепленной на ползуне, жестко связанном со щтоком сервоцилиндра и взаимодействующим с конечными вык.тючателями патрона гильзы.
Такая конструкция установки предусматривает подачу смазки перед прокаткой с обоих ториов в полость труб различной длины.
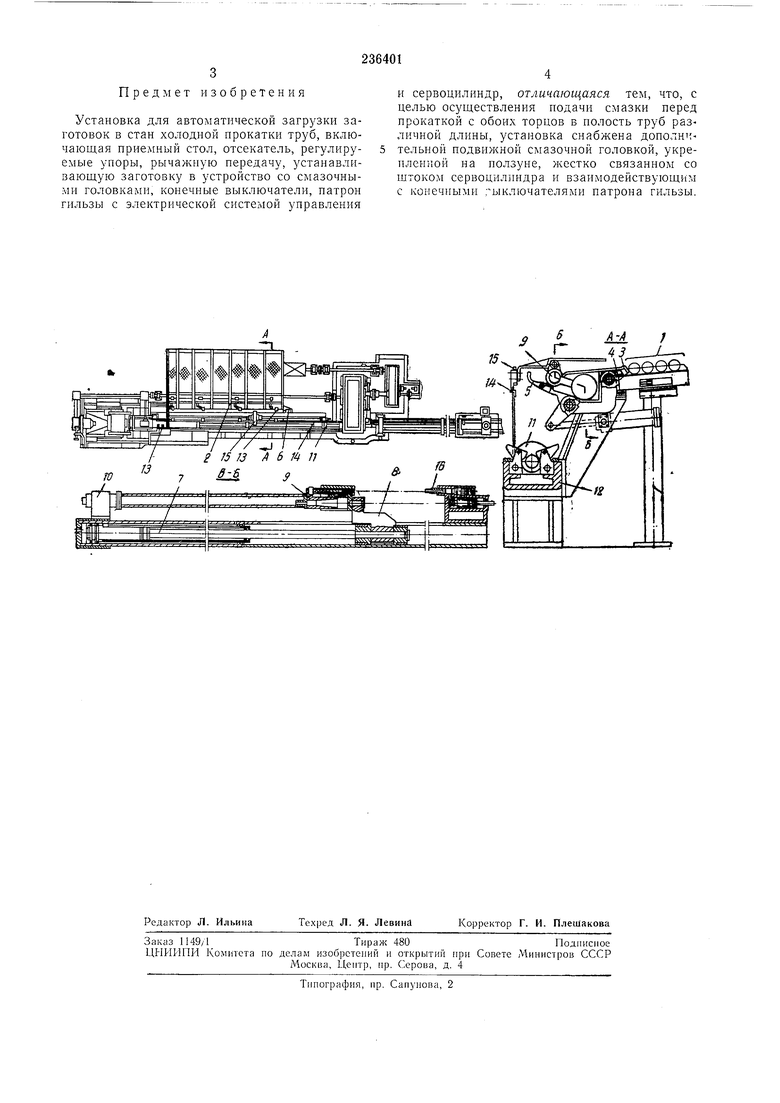
На чертеже схематически изображена описываемая установка, общий вид и разрезы по А-А и Б-Б.
Описываемая установка предназначена для
пакета; смазки ее отделения заготовки от перед прокаткой; внутренней поверхности остановка патрона гильзы при его отходе непосредственно за задним торцом загружаемой заготовки; загрузки заготовки на «ось прокатки.
ребрасывается через регулируемые упоры 4 и скатывается в рычаг 5. Верхнее положение клапана 3 фиксируется командоаппаратом 6, подающим импульс на включение гидроцилиндра 7. На конце штока этого гидроцилиндра укреплен ползун-толкатель 8 с перегрузочной смазочной головкой 9. Толкатель досылает заготовку до переднего буфера W, фиксируя ее задний конец, и перегружает технологическую смазку из головки 9 в полость заготовки /. При прокатке патрон гильзы // периодически подает заготовку в очаг деформации, перемещаясь по направляющим рамы люнетов 12, и в крайнем переднем положении
нажимает на конечный выключатель 13, подавая команду на остановку рабочей клети стана, отвод оправки (на чертеже не показана) и патрона гильзы 11. Патрон при ускоренном отводе нажимает линейкой 14 на конечный
выключатель 15 и останавливается. Так как конечный выключатель закреплен на смазочной голоЕке 9, дож мающей заготовки до буфера 10, то остановка патрона гильзы // происходит непосредственно за торцом загружаемой заготовки вне зависимости от ее длины.
При возврате в крайнее положение головка 9 нажимает на лоток загрузочного устройства 16 и технологическая смазка перегружается в нее.
Предмет изобретения
Установка для автоматической загрузки заготовок в стан холодной прокатки труб, включающая приемный стол, отсекатель, регулируемые упоры, рычажную передачу, устанавливающую заготовку в устройство со смазочными головками, конечные выключатели, патрон гильзы с электрической системой управления
и сервоцилиндр, отличающаяся тем, что, с целью осуществления подачи смазки перед прокаткой с обоих торцов в полость труб различной длины, установка снабжена дополнительной подвижной смазочной головкой, укрепленной на ползуне, жестко связанном со штоком сервоцилнндра и взаимодействующим с конечными выключателями патрона гнльзы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ ЗАГОТОВОК В РАБОЧУЮ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ С БОКОВОЙ ЗАГРУЗКОЙ | 2011 |
|
RU2482934C9 |
| УСТРОЙСТВО для ЗАГРУЗКИ ШТУЧНЫХ ЗАГОТОВОК | 1972 |
|
SU335076A1 |
| Автомат для мерной резки труб | 1980 |
|
SU882708A1 |
| Навивочное устройство автомата для изготовления спиральных пружин | 1977 |
|
SU657894A1 |
| Автомат для нарезания резьбы в круглых шлицевых гайках | 1977 |
|
SU707763A1 |
| Автоматическая линия поперечно-клиновой прокатки | 1986 |
|
SU1407647A1 |
| ЛЮНЕТ ДЛЯ ЗАГОТОВКИ | 1965 |
|
SU167479A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Задний стол прошивного стана | 1978 |
|
SU749468A1 |
| Загрузочное устройство | 1979 |
|
SU895619A1 |