(54) УСТАНОВК;А для НАПЛАВКИ КЛАПАНОВ ДВИГАТЕЛЕЙ
ВНУТРЕННЕГО СГОРАНИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки клапанов с кольцом перед наплавкой | 1986 |
|
SU1388250A1 |
| Автомат для наплавки клапанов двигателей внутреннего сгорания | 1987 |
|
SU1454629A1 |
| СГ.СОЮЗНАЙ [ Институт электросварки им. Е. О. Патока \, „ гг tsMiUKfljiri.ilb-T-J^i^''' ^^^'•^'-It - . .-^ -»- I- Lf л1_ | 1971 |
|
SU292400A1 |
| Автоматическая линия для обработки изделий | 1977 |
|
SU707773A1 |
| Устройство для сборки винтов с кольцами | 1980 |
|
SU973288A1 |
| Вакуумная установка для наплавки инструмента | 1985 |
|
SU1252034A1 |
| Загрузочно-ориентирующее устройство | 1986 |
|
SU1404254A1 |
| АВТОМАТ ДЛЯ ЖАРКИ ПОНЧИКОВ ВО ФРИТЮРЕ | 2004 |
|
RU2259157C1 |
| УСТАНОВКА ДЛЯ ЖАРКИ ПОНЧИКОВ ВО ФРИТЮРЕ | 2004 |
|
RU2264778C1 |
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1668064A1 |

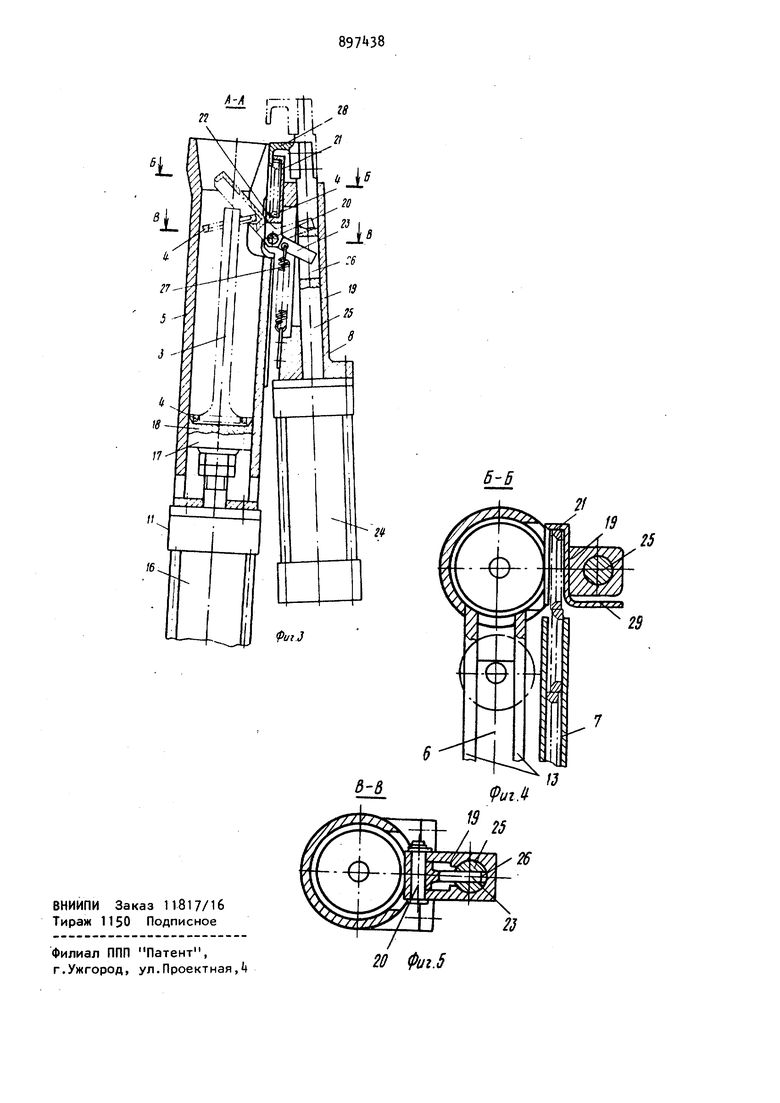
Изобретение относится к конструкции устройств для сварки путем индукционного нагрева с предварительно установкой деталей в положение сварки и может быть использовано для наплавки клапанов двигателей внутрен него сгорания путем оплавления колец из жаростойких сплавов на их рабочие поверхности. Известна установка для наплавки клапанов двигателей внутреннего сгорания, содержащая приспособление для сборки заготовки клапана с наплавляемым кольцом, выполненное в виде вертикально установленного трубчатого корпуса и примыкающих к нему наклонных склизов, служащих для подачи к указанному корпусу заготовок клапа нов и наплавляемых колец. На указанной установке сборка заготовки .клапана с кольцом производится путем использования сил их собственного fteca l . Эта установка недостаточно надеж на в работе. Необходим постоянный контроль за ее работой, поскольку возможны случаи падения кольца мимо стержня клапана или падения самого клапана в момент его установки под индуктор. Известна таюче установка для наплавки клапанов двигателей внутреннего сгорания, содержащая вертикально установленный трубчатый корпус с наклонными склизами для подачи заготовок клапанов и колец, приемник кольца, служащий также для подачи кольца на стержень заготовки клапана, нагреватель и механизм подачи клапана с кольцом в нагреватель. Для подачи колец внутрь трубчатого корпуса в стенке последнего выполнена щель, к которой примыкает склиз для подачи наплавляемых колец, а приемник колец выполнен в виде имеющей форму пластины шторки, введенной в прорезь, расположенную ниже указанной щели. 389 и связанной с приводом ее реверсивно го перемещения. Кроме того, для обес печения подачи кольца заданной стороной возможно наличие второй шторки , выведенной в прорезь, выполненную выше указанной щели 2. Несмотря на достигнутую надежност в работе описанное устройство имеет относительно сложную конструкцию и дает недостаточную производитель ноет Сложность конструкции заключается в необходимости механической, обработ ки трубчатого корпуса, т.е. в выполнении щелей, и прорезей, в сложной |форме выполнения изогнутого в про;Странстве склиза для подачи наплавля емых колец и в дополнительном привод управления шторками, кроме отсекател колец, включенном в цепь управления устройством. В свою очередь, сложность конструкции обусловливает недостаточную производительность. Так, согласно циклу работы устрой ства после подачи заготовки клапана внутрь трубчатого корпуса необходиМО время на ввод шторок внутрь корпу са, на срабатывание отсекателя колец на прохождение кольца по склизу к трубчатому корпусу и вновь на вывод шторок из трубчатого корпуса. Сумма затрат времени на указанные действия и обусловливает недостаточную производительность указанного устройства Цель изобретения - упрощение конструкции и повышение производительности. Поставленная цель достигается тем что в установке для наплавки клапанов двигателей внутреннего сгорания приемник кольца выполнен в виде приводного поворотного лотка, снабженно го буртом для удержания кольца и раз мещенного в месте примыкания склиза для подачи колец к трубчатому корпуПри этом привод поворота лотка выполнен в виде силового цилиндра, в штоке которого выполнен сквозной паз, поворотный лоток снабжен подпру жиненным относительно корпуса силового цилиндра упором, закрепленным на оси поворота лотка и размещенным в пазу штока, а свободный торец штока снабжен П-образным упором,закрепленным с возможностью взаимодействия с поворотным лотком. Поворотный лоток снабжен пластино закрепленной на нем с возможностью перекрытия склиза в момент подачи кольца на стержень заготовки клапана. На фиг. 1 схематически изображено устройство для наплавки клапанов двигателей внутреннего сгорания, общий вид с частичным разрезом, на фиг. 2то же, вид сверху без индуктора и патрона, на фиг. 3 - вариант взаимосвязи поворотного кармана с приводом, разрез А-А на фиг.1 (в увеличенном масштабе); на фиг. - разрез Б-Б на фиг.З, на фиг. 5 - разрез В-В на фиг.Зо Устройство для наплавки клапанов двигателей внутреннего сгорания (фиг. 1) содержит станину 1, На станине 1 (фиг. 1 и 2) смонтировано приспособление 2 для сборки заготовки клапана 3 с наплавляемым кольцом 4, {включающее вертикально установленный трубчатый корпус 5 примыкающие к нему наклонные склизы 6 и 7 соответственно для подачи заготовок клапанов и колец, приемник 8 кольца, служащий для приема и подачи кольца на стержень клапана. Кроме того, у верхней части трубчатого корпуса 5 установлен упор 9. На станине 1 также смонтированы нагреватель в виде высокочастотного индуктора 10 и механизм 11 подачи клапана в нагреватель и механизм 12 фиксации клапана в нагревателе. Склиз 6 образован двумя параллельными направляющими пластинами 13„ расположенными под углом к трубчатому корпусу 5, достаточным для перемещения клапанов под действием их собственного веса. На склизе 6 смонтировано приспособление 1 для отделения одного клапана из ряда, образованного клапанами. Приспособление 1 представляет собой известный в технике отсекатель, содержащий установленное на оси коромысло 15, связанное с приводом (не показан). Склиз 7 имеет коробчатую форму, v вытянутую в сечении в вертикальном направлении по форме кольца 4, установленного на ребре. Для качения колец под действием собственного веса склиз 7 имеет общий наклон к горизонтали. Возле трубчатого корпуса 5 склиз 7 примыкает к приемнику 8 кольца. Механизм 11 подачи клапана в нагреватель (фиг. 1 и 3) выполнен в виде толкателя, имеющего пневмоцилиндр 16, на штоке которого установлена платформа 17 с кольцевым коническим бур том 18. Платформа 17 введена в труб чатый корпус 5 и предназначена для приема подаваемого головкой вниз клапана. Механизм фиксации клапана выполнен в виде кулачкового патрона 12 (фиг. 1). Приемник 8 (фиг.) кольца смон тирован в корпусе 19, который примы кает к трубчатому корпусу 5. Приемник 8 кольца выполнен в вид установленного в верхней части труб чатого корпуса 5 на оси 20 вращения поворотного лотка 21, имеющего, по крайней мере в нижней части бурт 22 Под углом к .поворотному лотку 21 прикреплена планка 23. На корпусе 19 смонтирован привод поворотного лотка в виде пневмоцилиндра 24, в штоке 25 которого выпо нен паз 2б. В паз 2б свободно введе конец планки 23, связанный пружиной с корпусом 19 таким образом, что в исходном состоянии планка 23 находится на расстоянии от нижней сторо ны паза 26. К верхему концу штока 2 прикреплен наконечник 28 П-образной формы.К торцу поворотного лотка 21 по существу перпендикулярно склизу 7 для подачи колец прикреплена пластина 29 (фиг. 2 и ), служащая для перекрытия склиза 7 в момент подачи кольца на стержень клапана. Устройство снабжено системой управления (не показана), которая обеспечивает работу в автоматическом режиме. Устройство работает следующим образом. Дается команда на выдачу одного клапана. Коромысло 15, совершая качательное движение, одним плечом отпускает удерживаемый клапан, а другим перекрывает.склиз 6, препятст вуя движению следующих клапанов. Под действием силы собственного веса клапан 3 перемещается по склизу 6 к трубчатому корпусу 5. Достигнув трубчатого корпуса 5 и ударяясь стержнем об упор 9, клапан 3 ориентируется головкой вниз и падает внутрь трубчатого корпуса 5. Внутри трубчаУого корпуса клапан 3, опираяс головкой на платформу 17, занимает вертикальное положение. Дается команда на надевание наплавляемого кольца на стержень клапана. Срабатывает пневмоцилиндр , шток 25 перемещается вверх. В начальный момент движения штока 25 наконечник 28, поднимаясь вверх, открывает верхнюю часть поворотного лотка 21. Затем нижняя сторона паза 26 достигает планки 23 и шток 25, преодолевая усилие пружины 27, поворачивает лоток 21. Находящееся в поворотном кармане кольцо , падая внутрь трубчатого корпуса 5, надевается на стержень клапана 3. Укладываясь на головке клапана 3, наплавляемое кольцо k наплавляется коническим буртом 18 платформы 17 для занятия положения, при котором оно оплавляется одновременно с подачей кольца, т.е. при повороте лотка 21 пластина 29, перекрывая i склиз 7, запирает его. При перемещении штока 25 вниз поворотный лоток 21 возвращается под действием пружины 2 в исходное положение, а наконечник 28 опускается. При этом пластина 29 открывает склиз 7 и ряд колец перемещается по нему вниз. Следующее кольцо поступает в поворотный лоток 21 приемника 8, Дается команда на подачу собранных заготовок клапана и кольца в нагреватель. Срабатывает пневмоцилиндр 16. При этом платформа 17, установленная на штоке цилиндра 16 поднимаясь вверх, подает установлен- . ный на платформе клапан 3 с надетым наплавляемым кольцом Ц к индуктору 10 и зажимному патрону 12. По достижении концом стержня клапана отверстия зажимного патрона 12 и, соответственно, головкой клапана 3 отверстия индуктора конец стержня клапана на ; имает на конечный выключатель (не показан), расположенный в отверстии патрона 12. При этом согласно системе управления подаются команды на зажим и вращение патрона 12, на включение индуктора 10, на перемещение вниз платформы 17 пневмочилиндром 16. Расплавляемое в поле тока высокойчастоты кольцо из жаростойкого сплава наплавляется на головку клапана, приводимого во вращение для равномерного распределения на рабочей поверхности металла. С помощью системы управления осуществляется подача в трубчатый корпус следующих клапана и наплавляемого кольца.
По окончании наплавки предыдущего клапана дается команда на разжим патрона и на подачу следующего клапана в нагреватель.
Цикл повторяется в автоматическом режиме.
Таким образом, предложенное устройство просто по конструкции поскольку позволяет объединить функции отсекателя для поштучной выдачи колец и узла сборки кольца с клапаном с помощью одного привода. Описанное устройство отличается высокой надежностью, а сокращение затрат времени на подачу кольца в зону сборки интенсифицирует процесс.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
