Изобретение относится к технологии производства очковых оправ и предназначено для фрезерования наружного контура раыкн целлулоидной очковой онравы.
Известно устройство для фрезерования деталей сложной конфигурации по наружному контуру, содержащее механизм подачи заготовок, поворотный стол с зажимами, копировальную фрезерную головку и съемник готовых изделий.
Предлагаемое устройство отличается от известного тем, что привод поворотного стола выполнен в виде мальтийского механизма, водило которого кииематически связано с кулачковым распределительным валом, взаимодействующим с рычажными системами механизмов подачи заготовок, фиксации их в зажимах поворотного стола и съема готовых изделий. Это повышает пронзводптельиость устройства.
Для повыщення точности обработки и увеличения срока службы ири фрезеровании очковой оправы копир фрезерной головки выполнен по контуру растянутого профиля рамки очковой оправы.
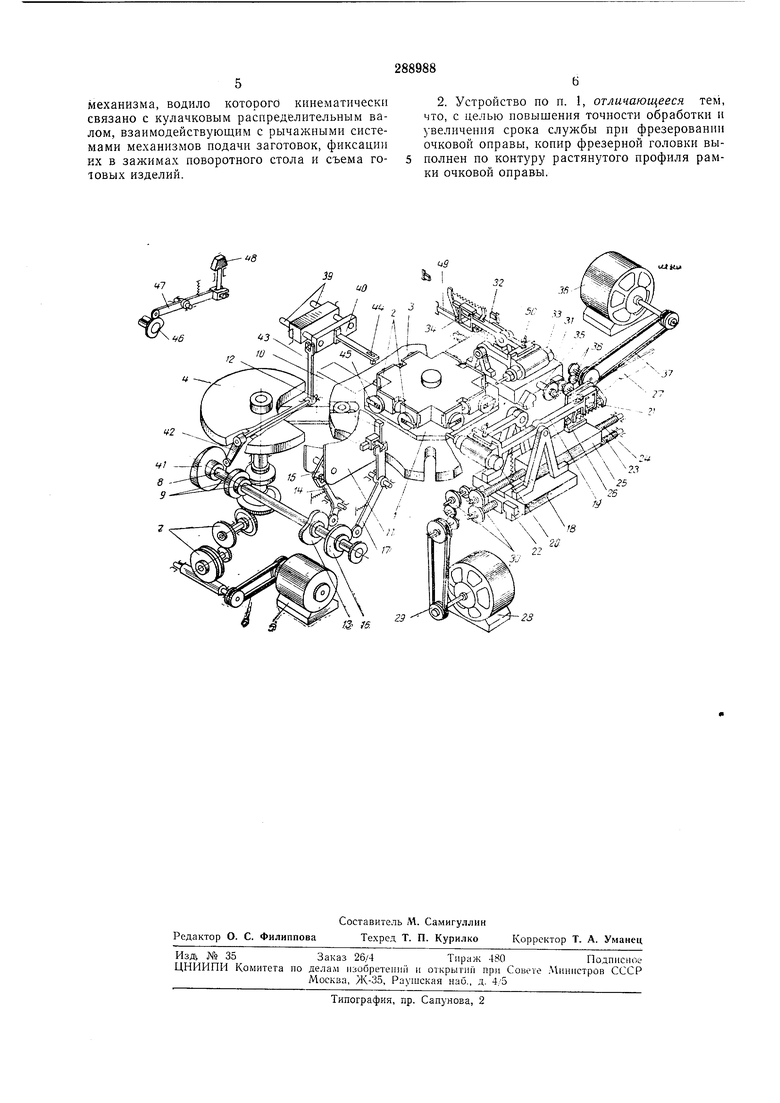
На чертеже изображена кинематическая схема устройства.
Устройство включает станину, карусель кулачкового вала с приводом, механизм загрузки, механизм обработки нижнего контура, механизм обработки верхнего контура и механизм съема деталей. Карусель / смонтирована на верхней плите статнщы и представляет собой восьмиграниик, жестко закрепленный на вертикальном валу, вращающемся в нодшииниках. На верхней части восьмигранника иахохдятся четыре пары носителей 2, на которые базируется заготовка. Носнтели нмеют возможность регулировки на необходимое межцентровое расстоянне. Карусель движется прерывисто благодаря четырехпазовому мальти скому механизму 3, жестко закрепленному на одной оси с восьмигранником карусели. Привод иа водило 4 мальти1 1ского механизма осуществляется от э.чекгродвигателя 5 через клнноременную передачу 6 н зубчатый редуктор 7. С вала водила снимается вращение на кулачковый вал cS через винтовую пару 9.
Механизм загрузкн, смоптированный на верхней плите станины, состоит из бункера Ю и расположеппого под IHIM сектора //, па котором укреплены захватываюн и1е губкп }2. Сектор (подача заготовки к носптелем 1) поворачпвается от кулачка 13 через рычаг М и рычаг 15. Подача губок 12 с заготовками для базирования их на нос 1телях 2 осуществ.тяется от кулачка 16 через рычаг 17.
Механизм обработки нижнего контура установлен иа aepXHeii плнте станины и содержит стол 18, на котором укреплена ось рычага 19, несунд.его фрезерную головку 20 и щуп 21,
Стол перемещается вдоль заготовки по направляющим 22 от ходового винта 23. На столе 18 по направляющим от ходового випта 24 перемещается копирпый столик 25, несущий на себе кронштейн 26 с укрепленным па нем копиром 27.
Привод продольного движения столов осуществляется от электродвигателя 28 через ременную передачу 29 и двухступенчатый редуктор 30, имеющий гитару сменных колес. Механизм обработки верхнего контура, установленный на верхней плите станины, включает стол 31, на котором укреплена ось рычага 32, несущего фрезерную головку 33 и щуп 34, к привод продольного перемещения стола. Привод осуществляется от ходового вннта 35, вращение на который передается от электродвигателя 36 через ременную передачу 37 п двухступенчатый редуктор 3S, имеющий гитару сменных колес.
Механизм съема детали представляет собой два толкателя 39, связанных между собой поперечной планкой 40 и получающих возвратно-поступательное движение от торцового кулачка 41 через рычаги 42 и 43. К планке 40 крепится подпружиненная собачка 44, стаскивающая деталь с носителей 2 при ходе толкателей назад.
Устройство работает следующим образом.
В бункер 10 горизонтально укладываются заготовки с предварительно обработанным внутренним контуром. Расположепный под бункером сектор 11 при повороте захватывает две заготовки и выносит их на познцию загрузки. Губкн 12, работающие в цикле последовательно с поворотным сектором //, выносят заготовки и насаживают их на носители 2, находящиеся на карусели и имеющие скошенный подпрул иненный зуб 45, удерлсивающий заготовки при отходе губок и повороте карусели. Заготовки подаются и базируются на носителях в период выстоя карусели. Перед поворотом карусели от кулачка 46 рычаг 47 срабатывает фиксатор 48, отпускает карусель и мальтийский механизм поворачивает ее на /4 оборота, вынося заготовки к позиции обработки нижнего контура рамки.
По окончании поворота карусели от кулачка срабатывает воздухораспределитель и подает воздух в цилиндры зажима заготовок. Заготовки зажимаются на позициях обработки. Также по окончании поворота карусели подается команда на электродвигатель 28 продольного движения механизма подачи. Пачинается черновая обработка детали, которая ведется методом встречного фрезерования. Обработка ведется по копиру 27, профиль которого представляет из себя растянутый в два раза по длине профиль обрабатываемой оправы. Это значительно уменьщает углы давления на копире и, как следствие, увеличивает срок слулсбы копира и щупа.
дового винта 23. На столе 18 от винта 24 перемещается копирный столик 25 с укрепленным па нем копиром 27. Этот движется навстречу основному столу 18. Таким образом,
за счет относительного движения навстречу копира и фрезерной головки, копируемый профиль «сжимается, и на обрабатываемой детали получается требуемый профиль оправы. По окончании хода в одну сторону стол 18 нажимает на конечный выключатель, который дает команду на реверс элекгродвигателя 28 продольпого движения стола, и начинается движение в обратную сторону. Прн обратном ходе производится чистовая обработка контура методом попутного фрезерования. Опускание фрезерной головки на величину припуска производится за счет мехаиизма щупа, опускающегося или поднимающегося в конце хода при наталкивании клинового толкателя на упоры. В конце обратного хода стол нажимает на конечный выключатель, даюнип команду на останов двигателя нодачн. Происходит отпускание фиксатора и механизмов зажима деталей и следом поворот каруселп. Деталь попадает
на позицию обработки верхиего контура рамки и зал :имается, как иа предыдущей позиции, нневмоцилиндром.
Обработка верхнего контура рамкн ведется по копиру 49. Принцип работы механизма обработки верхнего контура почти аналогичен прннцнпу работы механизма обработки нижнего контура. Разница в том, что на этой позиции масштаб копирования 1:1, так как профиль прост, нет больших углов давления, т. е.
профиль копира точно соответствует ирофилю обрабатываемого контура. Вследствие этого копир 49 закрепляется неподвижно, а стол 31, несущий себе рычаг 32 с головкой 33 и щупом 34, получает продольное вдоль
профиля копира 49 и детали. По окончании обработки верхнего контура карусель поворачивается и переносит детали на позицию разгрузки. Собачка 44, закрепленная на поперечной планке 40, проходит вперед под действиега кулачка 41 и рычагов 42 н 43 н заскакивает за детали. При обратном ходе толкателей 39 собачка стлск 1вает детали с носителей 2, и детали попадают в загрузочный лоток. В процессе работы происходит износ режущего инструмента и щупа, что сказывается на точности обработки детали. Для компенсации износа фрезерные головки 20 и 33 соединяются с рычагами 19 и 32 через механизм, позволяющий с иомощью винта 50 перемещать головку по ее иаправляющим иа величину износа.
Предмет изобретения
1. Устройство для фрезерования деталей слолаюй конфигурации по парул ному контуру,
содержащее механизм подачп заготовок, поворотный стол с зал имами, копировальную фрезерную головку и съемник готовых изделий, отличающееся тем, что, с целью повышения производительности устройства, привод новомеханизма, водило которого кинематически связано с кулачковым распределительным валом, взаимодействующим с рычажными системами механизмов подачи заготовок, фиксации их в зажимах поворотного стола и съема готовых изделий. 2. Устройство по п. 1, отличающееся тем, что, с целью повышения точности обработки и увеличения срока службы при фрезеровании очковой оправы, копир фрезерной головки выполнен по контуру растянутого профиля рамки очковой оиравы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ СЛОЖНОЙ | 1971 |
|
SU295676A1 |
| УСТРОЙСТВО для КОПИРОВАНИЯ по ЭТАЛОНУ | 1970 |
|
SU279033A1 |
| Устройство для фрезерования шарниров очковых оправ из профильного проката | 1983 |
|
SU1117146A1 |
| ФАСОННО-ФРЕЗЕРНЫЙ ПОЛУАВТОМАТ | 1967 |
|
SU206280A1 |
| Станок для изготовления шарнира очковых оправ | 1985 |
|
SU1338932A1 |
| Фрезерный станок для обработки деревянных заготовок | 1988 |
|
SU1630884A1 |
| Многопозиционный автомат | 1980 |
|
SU933388A1 |
| Многопозиционный станок | 1980 |
|
SU944832A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Устройство для обработки рамок очковых оправ по наружному контуру | 1983 |
|
SU1168434A1 |