Известные штампы для обработки деталей из древесины, пенопласта и подобных материалов, включающие пуансон с несколькими ступенчато расположенными режущими кромками, матрицу и съемник, не обеспечивают получения качественной поверхности при штамповке заготовок за один ход ползуна пресса простого действия.
В предлагаемом штампе между смежными ступенчато расположенными режущими кромками пуансона образованы полости, предназначенные для отвода от кромок и сбора отделяющихся при срезании припуска отходов. Причем полости соединены с воздуховодом высокого давления посредством каналов в теле пуансона, что необходимо для удаления отходов по окончании штамповки.
Такое исполнение штампа обеспечивает получение качественной поверхности среза деталей.
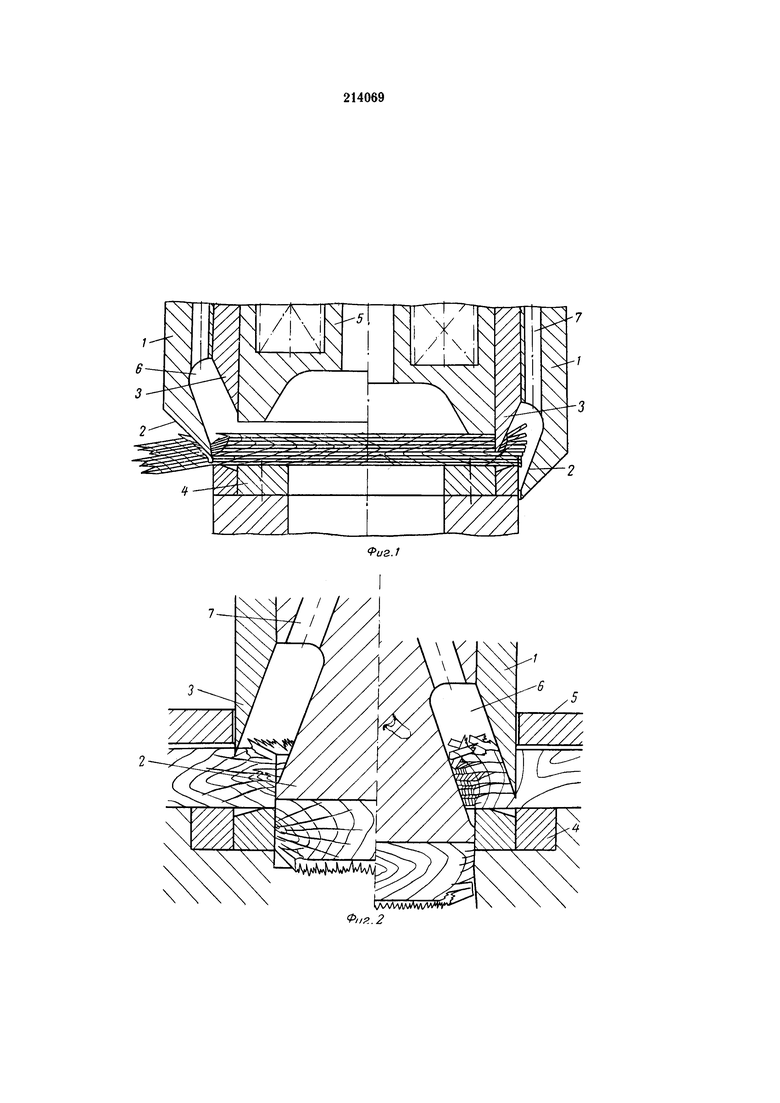
.На фиг. 1 изображен описываемый штамп для изготовления деталей, в данном случае из фанерной заготовки, с одновременной зачисткой наружной поверхности; на фиг. 2 - вариант выполнения штампа для пробивки отверстий в деревянных заготовках.
Оба штампа показаны в двух положениях: левая половина - конечная фаза обеспечения чернового контура, правая - окончание зачистки.
Предлагаемый штамп включает пуансон 1 со ступенчато расположенными режущими кромками 2 и 3, матрицу 4 и съемник 5 (подпружиненный - на фиг. 1 и неподпружиненный - на фиг. 2).
Между смежными ступенчато расположенными режущими кромками пуансона 1 образованы полости 6, предназначенные для отвода от кромок и сбора получающихся от срезания припуска отходов в виде кусков материала, кромки, стружки и т.п. Объем полости 6 определяют с таким расчетом, чтобы предотвратить спрессовывание отходов по мере внедрения пуансона 1 в обрабатываемый материал и исключить их влияние на процесс зачистки. Это дает возможность получить качество поверхности среза.
Таким образом, с помощью предлагаемого штампа, устанавливаемого на универсальные прессы простого действия, представляется возможным за один ход ползуна штамповать из древесины, пенопласта и подобных материалов разнообразные детали любой конфигурации, различных габаритов и толщины, обеспечивая высокое качество как наружных обрабатываемых поверхностей, так и стенок пробиваемых в заготовках отверстий произвольной формы.
Для удаления собранных отходов при подъеме пуансона 1 по окончании обработки полости 6, соединенные с воздуховодом высокого давления посредством каналов 7 в теле пуансона 1, продувают воздушной струей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Штамп для обрезки кромок полых деталей | 1983 |
|
SU1147479A2 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Штамп для вытяжки и обрезки | 1990 |
|
SU1784351A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ПАЗОВ В ЛИСТОВЫХ ДЕТАЛЯХ | 1971 |
|
SU426731A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| СПОСОБ ЗАЧИСТКИ ОТВЕРСТИЙ В ТВЕРДОМ МАТЕРИАЛЕ | 1994 |
|
RU2054342C1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ПОЛУПАТРУБКОВ ИЗ ПОЛОСЫ | 1991 |
|
RU2043179C1 |
| Способ изготовления деталей и устройство для его осуществления | 1987 |
|
SU1548062A1 |
1. Штамп для изготовления деталей из древесины, пенопласта и подобных материалов, включающий пуансон с несколькими ступенчато расположенными режущими кромками, матрицу и съемник, отличающийся тем, что, с целью получения качественной поверхности среза за один ход ползуна пресса простого действия, между смежными ступенчато расположенными режущими кромками пуансона образованы полости, предназначенные для отвода от кромок и сбора отделяющихся при срезании припуска отходов.
2. Штамп по п. 1, отличающийся тем, что, с целью удаления отходов по окончании обработки, полости соединены с воздуховодом высокого давления посредством каналов в теле пуансона.
