Изобретение относится к обработке металлов давлением.
По основному авт. св. № 893330 известен штамп для обрезки кромок полых деталей, содержащий матрицу, прижим, режущий инструмент, приводимый в движение с помощью клина и выполненный в виде разрезного упругого кольца. Концы разрезного упругого кольца соединены внахлестку 1.
Недостатком известного устройства являются ограниченные технологические возможности.
Цель изобретения - расщирение т,ехнологических возможностей путем увеличения диапазона типоразмеров обрабатываемых деталей.
Указанная цель достигается тем, что в штампе для обрезки кромок полых деталей режущий инструмент снабжен дополнительными разрезными упругими кольцами, образующими совместно с ним набор концентрично установленных колец, матрица выполнена в виде набора концентрично расположенных разрезных упругих колец, все кольца выполнены одинаковой высоты с режущими кромками по обоим торцам и со ступенчатой наружной поверхностью при протяженности ступеней меньшего диаметра в пределах половины высоты колец и одинаковой толщине участков по ступеням меньшей и большей толщины, а наружный диаметр каждого кольца по ступени большей толщины равен внутреннему диаметру смежного с ним кольца, при этом кольца режущего инструмента и матрицы, образующие плоскость резания, обращены ступенями больщей толщины к ползуну.
Остальные кольца наборов режущего инструмента и м-атрицы обращены ступенями большей толщины к плоскости резания.
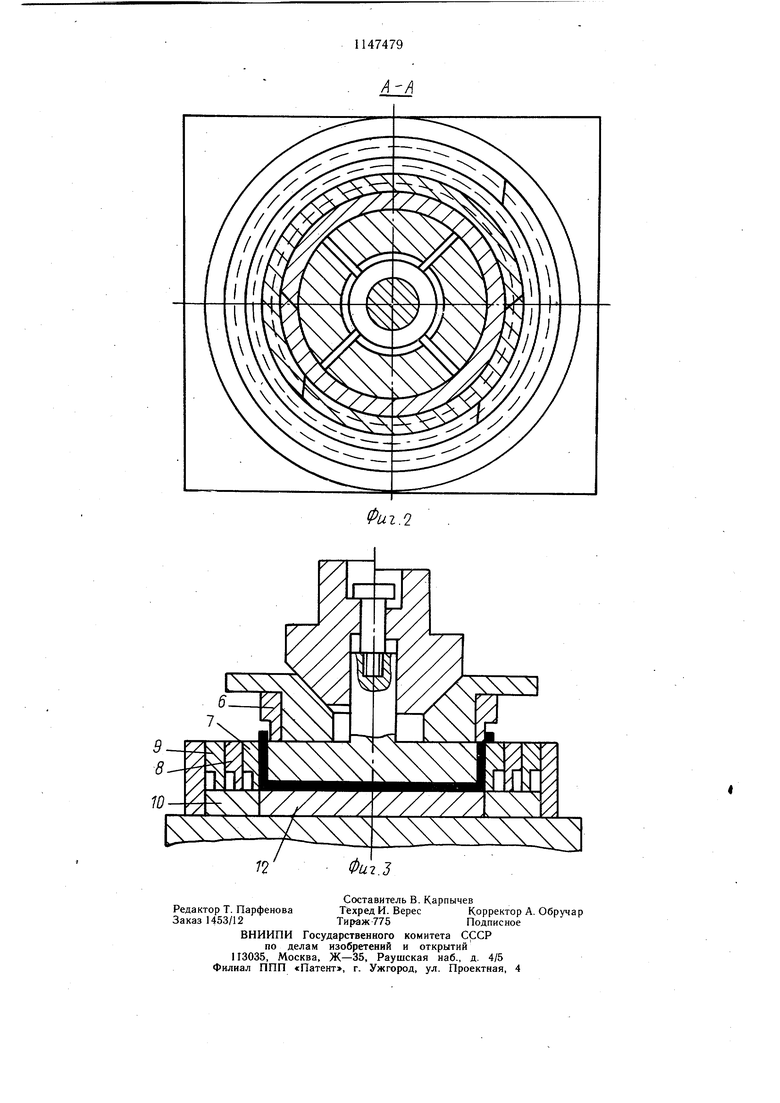
На фиг. 1 изображен штамп, поперечное сечение; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вариант перестройки штампа.
Штамп для обрезки кромок полых деталей состоит из ползуна 1, клина 2 в виде секций, прижима 3 и матрицедержателя 4, закрепленного на плите 5. На клине 2 закреплен пуансон в виде набора разрезных упругих колец 6 и 7.
Матрица аналогично пуансону содержит набор разрезных упругих колец 8 и 9, установленных на подкладке 10 в матрицедержатель 4. Разрезные упругие кольца пуансона и матрицы одинаковы по высоте и выполнены со ступенчатой наружной поверхностью. Протяженность ступеней не превышает половины высоты кольца, разность толщин участков по ступеням не менее толщины материала технологического припуска обрезаемой детали. Кольца наборов пуансона и матрицы установлены таким образом, что ступени меньшей толщины обращены в сторону, противоположную плоскости реза, кроме внешнего кольца 7 набора пуансона, которое обращено ступенью меньшей толщины к плоскости реза, 5 образуя при этом полость для припуска обрезаемой детали. Стыки разрезов упругих колец выполнены внахлестку и расположены таким образом, что разрезы колец в пуансоне и матрице не совпадают между собой. Режущая кромка пуансона образована
поверхностью ступени меньшей толщины и торцом кольца, а у матрицы - внутренней поверхностью и плоскостью кольца. Наружный диаметр и высота набора колец пуансона соответствуют внутреннему диаметру и
5 высоте набора колец матрицы. Ползун 1 и прижим 3 соединены между собой винтом 11. Внутри полости матрицедержателя 4 расположена подкладка 12.
Штамп работает следующим образом. В исходном положении ползуна 1 кольца
0 6 и 7 пуансона, сжимаясь за счет упругих сил, имеют наименьший диаметр.
Во время рабочего хода прижим 3, опускаясь, фиксирует деталь, при этом технологический припуск входит в полость проточки, образуемой ступенями, кольца 7 пуансона. При дальнейшем ходе ползуна 1 секции клина 2 разжимают кольца 6 и 7 пуансона в радиальном направлении, и наружное кольцо 7 пуансона своей режущей кромкой производит обрезку технологического
0 припуска по всему периметру одновременно. Для предотвращения поломки проточенной части кольца 7 пуансона кольцо 6 установлено ступенью меньцГей толщины в сторону, противоположную плоскости, резания и выполняет роль технологической подкладки.
Кольцо 8 является режущим элементом матрицы, а кольцо 9 выполняет роль технологической подкладки, образуя при этом совместно с матрицедержателем 4 сборную жесткую матрицу. При переналадке штампа на обработку изделия из группы деталей, например, меньщего диаметра и высоты кольцо 7 пуансона устанавливается в матрицу аналогично кольцам 8 и 9, а кольцо
6пуансона устанавливается в рабочее положение, при этом регулировка высоты матрицы производится соответствующим подбором поднладок 10 и 12. В случае увеличения габаритов обрабатываемых деталей коЛьца
7и 8 матрицы переустанавливаются на пуансон. Компенсация, высоты набора колец
0 при переточках производится при помощи подкладки 10.
Изобретение по сравнению с базовым объектом, в качестве которого принят прототип, обеспечивает расширение технологических возможностей путем увеличения диапазона типоразмеров обрабатываемых деталей.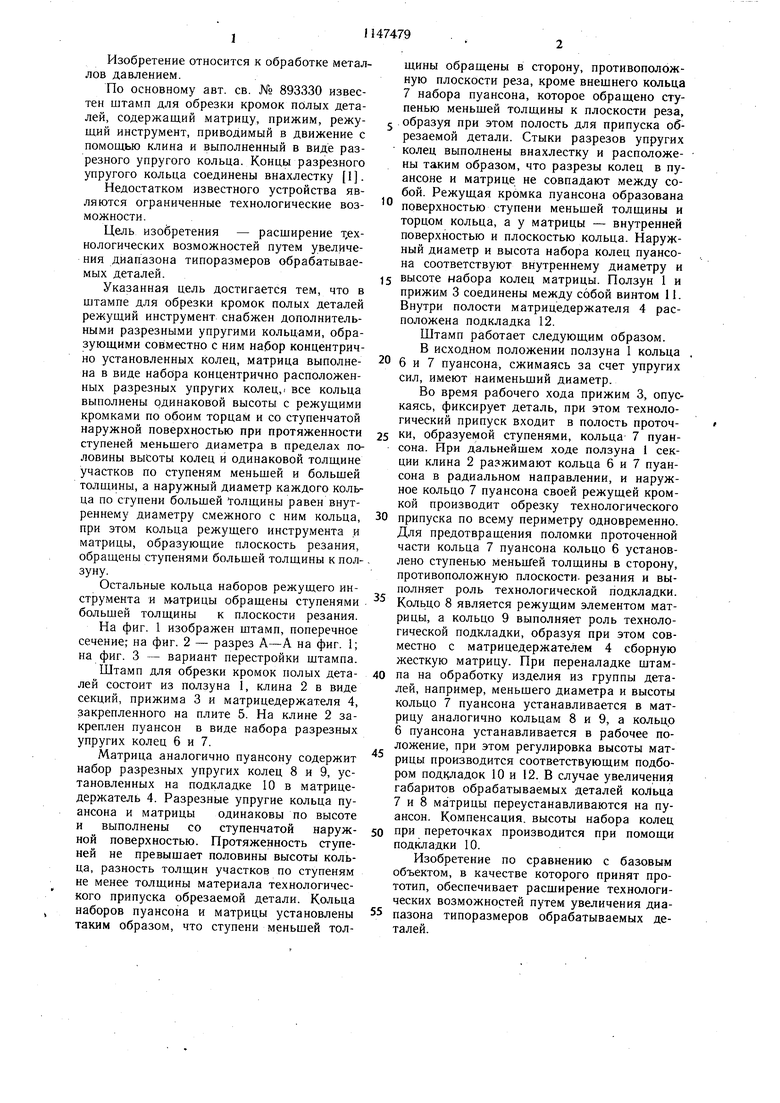
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
| Штамп для обрезки кромок полых деталей | 1980 |
|
SU893330A1 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп для вытяжки и обрезки края | 1980 |
|
SU884796A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| Штамп для обрезки полых изделий | 1977 |
|
SU662208A1 |
| Штамп для вытяжки и обрезки | 1990 |
|
SU1784351A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
1. ШТАМП ДЛЯ ОБРЕЗКИ КРОМОК ПОЛЫХ ДЕТАЛЕЙ по авт. св. № 893330, отличающийся тем, что, с целью расширения технологических возможностей путем увеличения диапазона типоразмеров обрабатываемых деталей, режущий инструмент снабжен дополнительными разрезными упругими кольцами, образующими совместно с ним набор концентрично установленных колец, матрица выполнена в виде 5 Ш набора концентрично расположенных разрезных упругих колец, все кольца выполнены одинаковой высоты с режущими кромками по обоим торцам и со ступенчатой на 2ужной поверхностью при протяженности ступеней меньщего диаметра в пределах по ловины высоты колец и одинаковой толщине участков по ступеням меньщей и больщей толщины, а наружный диаметр каждого кольца-по ступени больщей толщины равен внутреннему диаметру смежного с ним кольца, при этом кольца режущего инструмента и матрицы, образующие плоскость резания, обращены ступенями больщей толщины к ползуну. 2. Штамп по п. 1, отличающийся тем, что, с целью повыщения надежности работы, осi тальные кольца наборов режущего инструмента и матрицы, обращены ступенями боль(О щей толщины к плоскости резания. иг.1 У 1 й |5о| И :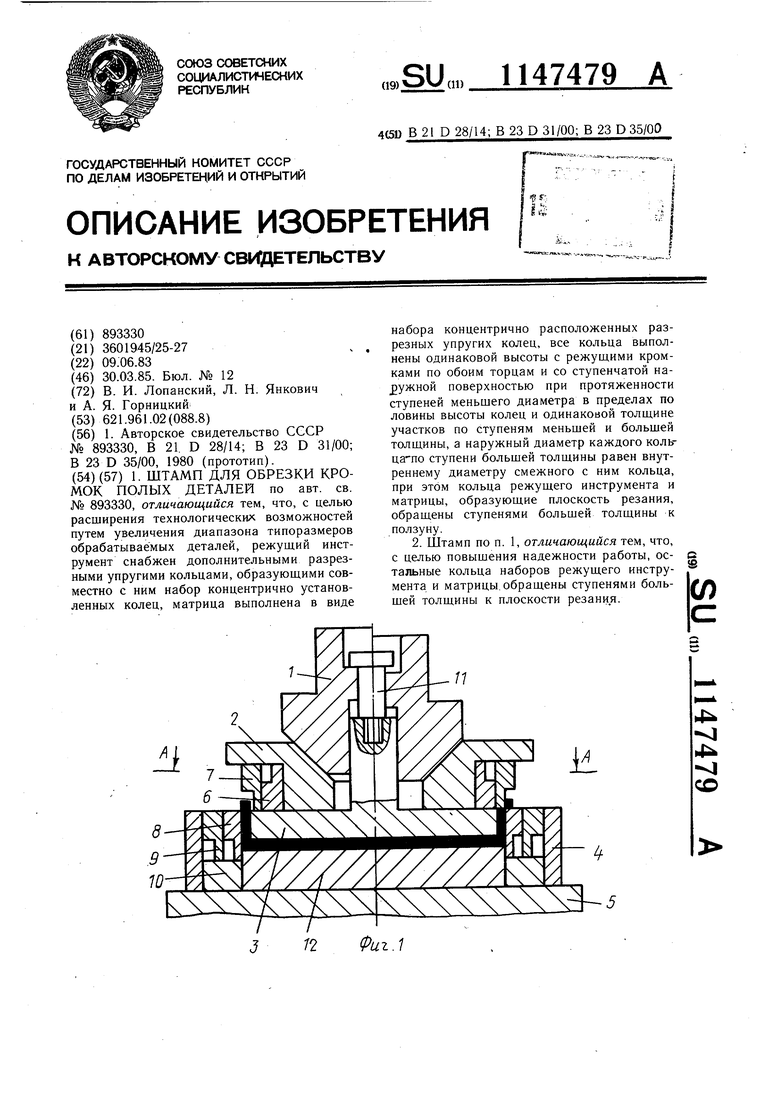
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для обрезки кромок полых деталей | 1980 |
|
SU893330A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
