Изобретение относится к области обработки давлением, в частности к вырезке деталей из губчатых неметаллических материалов, например пенопластов, и может быть использовано в приборостроении, машиностроении, радиоэлектронике для изготовления прокладок, обеспечивающих герметичность внутренней полости ответственных изделий и приборов.
Целью изобретения является обеспечение возможности обработки мягких пористых полимерных материалов.
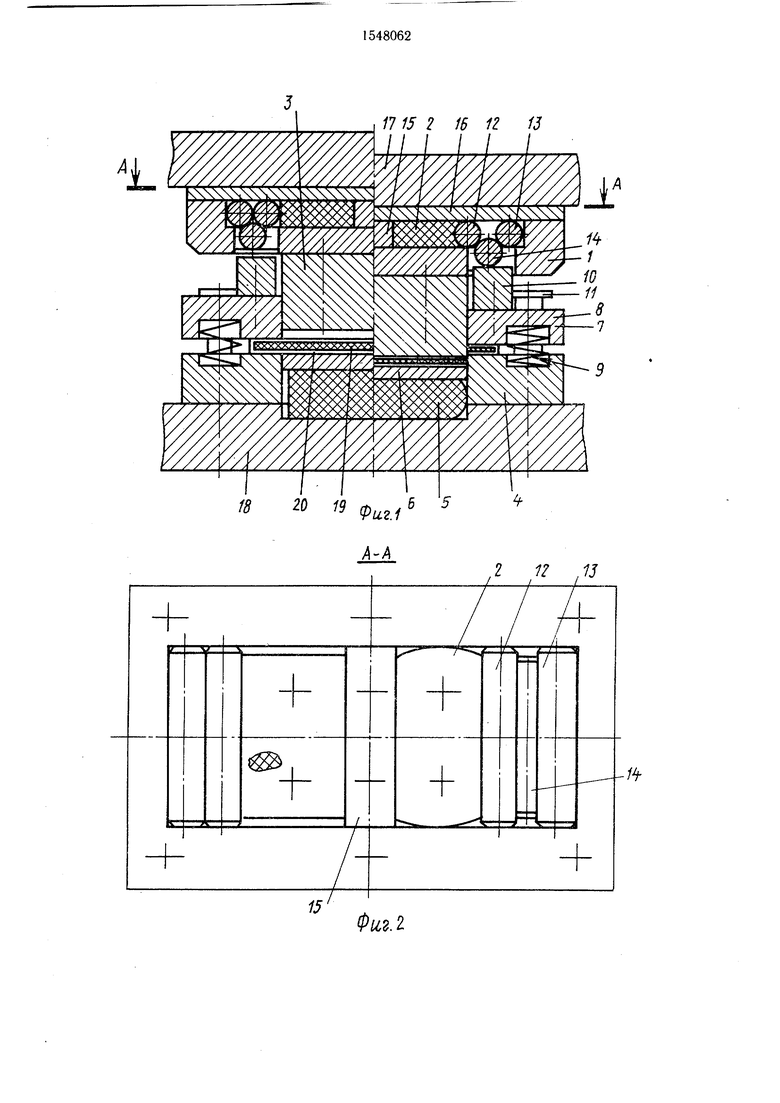
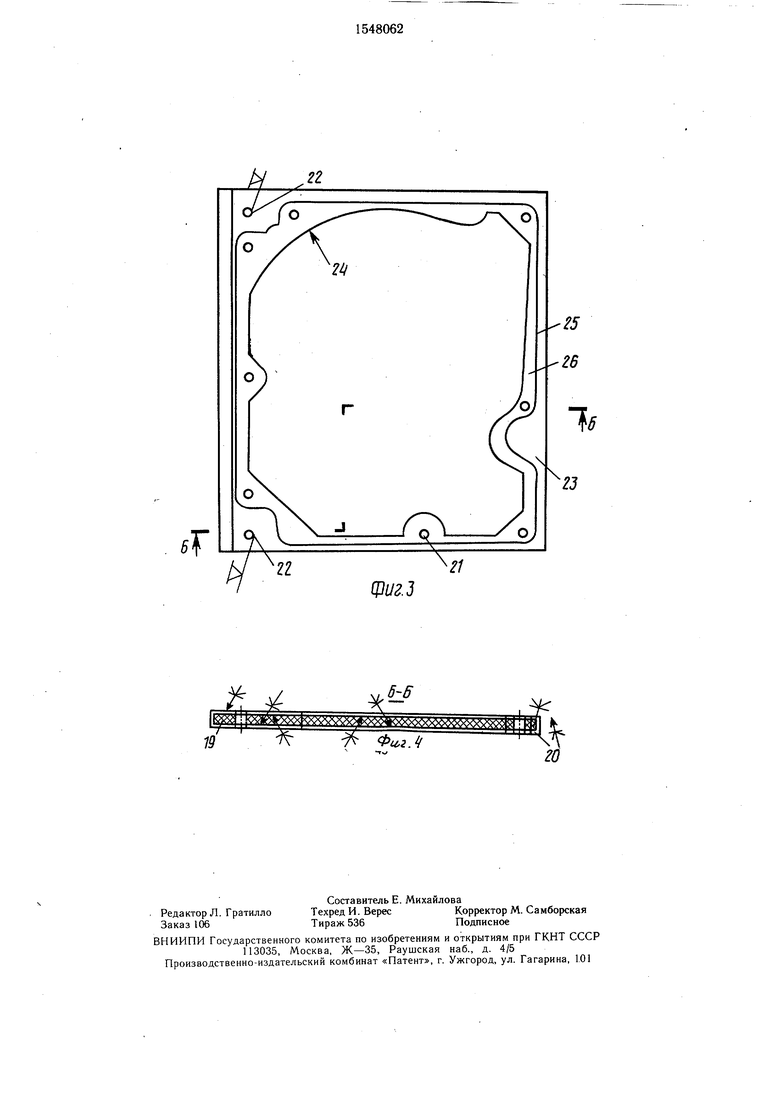
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - заготовка детали в полой емкости; на фиг. 4 - сечение Б-Б на фиг 3.
Устройство содержит пуансонодержатель 1 с установленным на нем на пружинном элементе - упругой пластине 2, пуансоном 3. Под ними размещена матрица 4,
подпружиненный упругим элементом 5 выталкиватель 5 и прижим-съемник 7 с плитой 8, подпружиненный пружиной 9 и плоскими кулачками 10 и связанный с матрицей 4 пилонами 11.
В полости пуансонодержателя 1 установлен роликовый механизм, который выполнен в виде по меньшей мере двух комплектов роликов, состоящих из верхних роликов 12 и 13 и нижнего ролика 14
Упругая пластина 2 упирается в неподвижный сухарь 15, смонтированный в центре устройства под опорной плитой 16 верхней плиты 17 Все устройство установлено на нижней плите 18.
Сущность предложенного способа реализована в работе устройства В начале заготовку 19 из мягкого пористого полимерного материала помещают в полую емкость 20 (контейнер-спутник) из плотной
сд
4
00
О
о to
Штамповка отдельными ,,ер.дами позволяет решить вопрос зажима не только детали, но и отхода с расчетным усилием без увеличения габаритов штампа посредством применения роликовых механизмов прижима, что предотвращает затяжку мягкого материала в зазор режущими кромками деталей штампа и обеспечивает качество резки.
Штамповка отдельными переходами пребумаги, соединяют неподвижно, например, клеем в местах отходов, после этого выдерживают под нагрузкой до высыхания клея.
После этого пробивают отверстия 21, в том числе базовые отверстия 2, расположенные в отходе 23. Затем емкость 20 (контейнер-спутник) с заготовкой 19 вводят в рабочую зону штампа при помощи средств механизации, например шибера (не показан)
для чего используют базовые отверстия 22 10 Дусматривает расчленение конфигурации при помощи которых фиксируют положениедетали на простые элементы, что упрощает
заготовки 19 и вырубают внутренний контуроснастку и увеличивает ее долговечность.
24. При опускании ползуна пресса внизПрименение контейнера-спутника предо(не показан) верхняя плита 17, несущаяхраняет пористый полимерный материал при
рабочие органы штампа, опускается и ниж- 15 обработке от загрязнений, масляных пятен, ний ролик 14 входит в контакт с кулачком 10 прижима 7 Роликовый механизм развивает усилие на два порядка выше, чем усилие пружин 9, поэтому прижим 7 опускается и сжимает заготовку 19 вместе с контейнером 1 с расчетным усилием. Это усилие 20 элементом и осуществляют совместную проявляется как часть силового потока уси- штамповку, отличающийся тем, что, с целью лия пресса при внедрении нижнего ролика обеспечения возможности обработки мяг- 14 между роликами 12 и 13, последний ких пористых полимерных материалов, из которых взаимодействует с полиурета- в качестве накладного элемента исполь- новой Упругой пластиной 2. Пуансон 3 2g зуют полую емкость из плотной бумаги, ,, которой размещают заготовку, скрепление емкости заготовки осуществляют в местах отходов, а перед штамповкой заготовку уплотняют.
2. Устройство для изготовления деталей,
посторонних включений.
Формула изобретения
1. Способ изготовления деталей, при котором заготовку скрепляют с накладным
также сжимает заготовку 19 с емкостью 20 в зоне отхода при взаимодействии с выталкивателем 6, подпружиненным упругим элементом 5, размещенным между выталкивателем 6 и нижней плитой 18. Таким образом предотвращается возможность затяжки Зо содержащее пуансонодержатель с установ- материала в зону резки. Причем отход запрессовывают обратно, чтобы на последующем переходе сохранить уже обработанные размеры заготовки без искажения. На следующем переходе вырубают, например, наружный контур 25 в таком же поряд- 35 мерных материалов, оно снабжено ролике, после чего готовую деталь 26 извлекают ковьш механизмом, установленным в выпол- и очищают от остатков контейнера-спутника. ненной в пуансонодержателе полости, и
закрепленными на верхней поверхности
Качество обработанной поверхности по-прижима-съемника плоскими кулачками,
лимерного пористого материала обеспечи- 40 ПРИ этом РОЛИКОВЫЙ механизм выполнен
виде по меньшей мере двух комплектов роликов, состоящих из верхних роликов для сжатия в плоскости, перпендикулярной поверхности заготовки, пружинного элемента, выполненного в виде упругой пластанные размеры детали без искажения 45 тины, и нижнего ролика для взаимодей- (фиг. 4).ствия с плоскими кулачками.
ленными в нем пружинным элементом и пуансоном, матрицу, подпружиненный выталкиватель и прижим-съемник, отличающееся тем, что, с целью обеспечения возможности обработки мягких пористых поливается тем, что при помощи контейнера- спутника обработку детали сложной конфигурации можно вести отдельными переходами, поскольку применение жесткого контейнера позволяет сохранить уже обрабоШтамповка отдельными ,,ер.дами позволяет решить вопрос зажима не только детали, но и отхода с расчетным усилием без увеличения габаритов штампа посредством применения роликовых механизмов прижима, что предотвращает затяжку мягкого материала в зазор режущими кромками деталей штампа и обеспечивает качество резки.
Штамповка отдельными переходами преДусматривает расчленение конфигурации детали на простые элементы, что упрощает
обработке от загрязнений, масляных пятен, элементом и осуществляют совместную штамповку, отличающийся тем, что, с целью обеспечения возможности обработки мяг- ких пористых полимерных материалов, в качестве накладного элемента исполь- зуют полую емкость из плотной бумаги, которой размещают заготовку, скреплепосторонних включений.
Формула изобретения
1. Способ изготовления деталей, при котором заготовку скрепляют с накладным
содержащее пуансонодержатель с установ- мерных материалов, оно снабжено роликовьш механизмом, установленным в выпол- ненной в пуансонодержателе полости, и
ленными в нем пружинным элементом и пуансоном, матрицу, подпружиненный выталкиватель и прижим-съемник, отличающееся тем, что, с целью обеспечения возможности обработки мягких пористых полиг Щ
SL
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПРОБИВКИ И ВЫРУБКИ | 1973 |
|
SU368908A1 |
| Устройство для вырубки и установки в собираемый узел детали из тонкополосового материала | 1984 |
|
SU1286322A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1973 |
|
SU505469A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Комбинированный штамп для вытяжки и обрезки в ленте | 1979 |
|
SU871905A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1973 |
|
SU395150A1 |
| Штамп для получения деталей из листового материала вырубкой по контуру | 1975 |
|
SU558738A1 |
Изобретение касается обработки давлением, вырезки деталей штамповкой из пористых материалов, например пенопластов. Цель - обеспечение возможности обработки мягких пористых полимерных материалов. Для этого заготовку размещают в полой емкости и скрепляют с ней в местах отходов. Перед штамповкой заготовку уплотняют. Деталь получают на устройстве, которое снабжено роликовым механизмом, установленным в выполненной в пуансонодержателе полости, и плоскими кулачками на прижиме-съемнике. Верхние ролики механизма сжимают в плоскости, перпендикулярной поверхности заготовки, пружинный элемент, а нижний ролик взаимодействует с кулачками. 2 с.п. ф-лы, 4 ил.
L
и и i
Јt U 91 Z Si U
v-v
S908frSl
#
бГ
5-ff
| Абсорбционный холодильный аппарат | 1926 |
|
SU10976A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Тихомиров Р А , Николаев В | |||
| И | |||
| Механическая обработка пластмасс | |||
| Л.: Машиностроение, 1975, с | |||
| Затвор для дверей холодильных камер | 1920 |
|
SU182A1 |
