Известен штамп для формовки из листовой заготовки изделий с фланцем, содержащий смонтированный на верхней плите формообразующий инструмент и закрепленные на нижней плите матрицу и пуансон.
Описываемый штамп отличается от известного тем, что в нижней плите и пуансоне выполнены сквозные, горизонтальные, соосно расположенные отверстия, в которых размещены шарнирно соединенные своими концами в центре отверстия пуансона рычаги, опирающиеся на смонтированные в нижней плите тела качения и выступающие за пределы плиты свободными концами, взаимодействующими с укрепленными в верхней плите вертикальными тягами, сообщающими осевое перемещение пуансону в соответствии с движением формообразующего инструмента в зависимости от толщины материала заготовки.
Такое конструктивное выполнение устройства позволяет улучшать качество изделий.
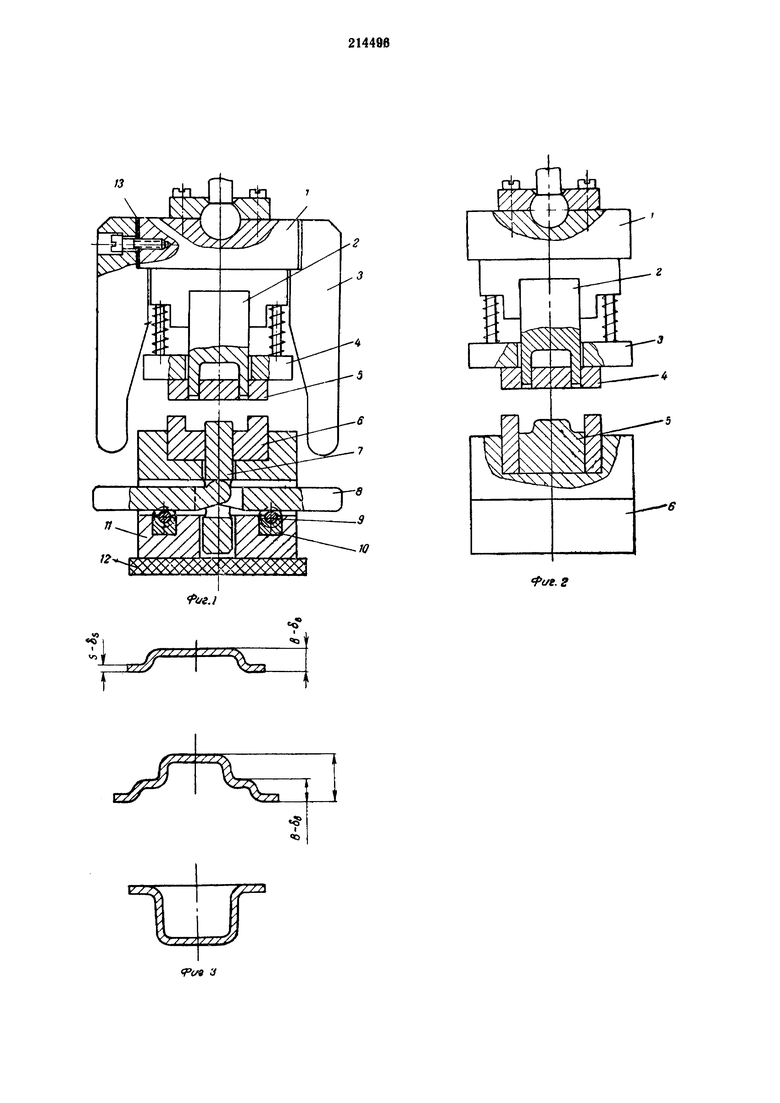
На фиг. 1 и 2 схематически изображен описываемый пуансон; на фиг. 3 - эскиз изделия.
На верхней плите 1 закреплены неподвижно формообразующий инструмент 2 и тяги 3, а на средней подпружиненной плите 4 - прижим 5.
Формующая матрица 6, пуансон 7, в отверстии которого размещены качающиеся рычаги 8, опорные ролики 9 и подкладки 10, установлены на нижней плите штампа 11. Под нижнюю плиту штампа подложен резиновый буфер 12. Тяги 3 закрепляются через регулировочные прокладки 13.
Штамп настраивается на размер детали В-δв по нижнему предельному размеру материала S-δs. При этом ход верхнего пуансона при формообразовании детали равен Hв=(B-S)+δs.
Настройка штампа производится таким образом, чтобы ход нижнего пуансона был равен ходу верхнего. При увеличении толщины исходного материала до δs (верхний предельный размер) ход верхнего пуансона уменьшается на величину допуска толщины материала δs, т.е. Hв=B-S.
При этом ход нижнего пуансона автоматически уменьшается на величину δs.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для формовки изделий с фланцем | 1971 |
|
SU456663A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЯ С ОСЕСИММЕТРИЧНЫМ ФЛАНЦЕМ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2014 |
|
RU2572686C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ, ФОРМОВКИ И ПРАВКИ ДЕТАЛИ С РЕБРАМИ ЖЕСТКОСТИ (ВАРИАНТЫ) | 2013 |
|
RU2545875C2 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 2000 |
|
RU2207929C2 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ГОФРИРОВАННЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2012 |
|
RU2516322C2 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
| Штамп совмещенного действия | 1991 |
|
SU1799653A1 |
Штамп для формовки изделий с фланцем из листовой заготовки, содержащий смонтированный на верхней плите формообразующий инструмент и закрепленные на нижней плите матрицу и пуансон, отличающийся тем, что, с целью улучшения качества изделий, в нижней плите и пуансоне выполнены сквозные, горизонтальные, соосно расположенные отверстия, в которых размещены шарнирно соединенные своими концами в центре отверстия пуансона рычаги, опирающиеся на смонтированные в нижней плите тела качения и выступающие за пределы плиты свободными концами, взаимодействующими с вертикальными укрепленными в верхней плите тягами, сообщающими осевое перемещение пуансону в соответствии с движением формообразующего инструмента в зависимости от толщины материала заготовки.
