Изобретение относится к обработке металлов давлением и используется преимущественно в авиастроении для изготовления панелей, применяемых в качестве элемента локального усиления.
Известно «Устройство для изготовления гофрированных полос» (авторское свидетельство RU №369962, М. кл. B21D 13/02, опубл. 15.11.1973), представляющее собой штамп, содержащий закрепленные на верхней плите формующий и калибрующий (прижимной) пуансоны и механизм подачи заготовки, установленную на нижней плите разъемную матрицу. Одна из частей матрицы расположена с возможностью перемещения в направлении подачи заготовки. Недостатком данной конструкции является сложность изготовления и настройки штампа и подающего механизма, а также низкая точность изготовления деталей в результате погрешностей накапливающихся при деформировании заготовки.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является «Штамп для изготовления гофрированных изделий» (авторское свидетельство RU №984568, М. кл. B21D 13/02, опубл. 30.12.1982). Штамп содержит установленные на верхней плите формующий и калибрующий пуансоны, основной и дополнительный подпружиненные прижимы, матрицу с 2 типами ручьев: одни ручьи имеют форму готового гофра, другие имеют волнообразную форму с радиусами закруглений, большими пяти толщин материала. Изготовление детали в данном штампе происходит путем последовательной подачи заготовки на величину шага гофра, где при первом ходе формующий пуансон предварительно формует волнообразный гофр с относительными радиусами закруглений, большими пяти толщин материала заготовки, при втором ходе формует второй волнообразный гофр. При последующих шагах происходит предварительная формовка гофра и калибровка ранее сформированного гофра. Для полной калибровки детали на известном штампе, по сравнению с предлагаемым изобретением, требуется дополнительно два предварительных хода штампа, при этом минимальное число гофр при изготовлении деталей равно двум. Использование данной конструкции не обеспечивает изготовление детали с широкими фланцами произвольной формы, а также требуемых параметров изготавливаемых деталей из-за невозможности расчета точной длины развертки предварительного гофра, что в процессе калибровки гофров ведет к перераспределению материала и короблению уже сформированного гофра.
Задачей изобретения является улучшение качества за счет повышения точности параметров изготавливаемых гофров; увеличение производительности за счет снижения числа вспомогательных ходов штампа; расширение номенклатуры за счет изготовления деталей с одним гофром и более, и деталей с произвольной формой фланца.
Предлагаемый штамп для формообразования гофрированных деталей из листовой заготовки состоит из верхней плиты, на которой закреплены формообразующий пуансон и подпружиненный прижим, матрицы с ручьями и калибрующего пуансона. В отличие от прототипа, штамп снабжен регулируемыми упорами, установленными на подпружиненном прижиме со стороны верхней плиты, которые обеспечивают необходимое усилие прижатия верхней плиты в конце рабочего хода. С одного из торцов матрицы, установлена направляющая планка, предназначенная для направления листовой заготовки. Подпружиненный прижим выполнен с плоской рабочей поверхностью, матрица выполнена с двумя ручьями. Формообразующий пуансон и ручьи матрицы выполнены по форме готового гофра, что позволяет формообразовать предварительный гофр по параметрам приближенным к готовому гофру. Калибрующий пуансон выполнен съемным с возможностью его жесткой фиксации в одном из ручьев матрицы поверх предварительно сформированного гофра. Использование в совокупности матрицы с данной формой ручьев и съемного калибрующего пуансона, дополнительно несущего функцию прижима, ведет к устранению образования излишков материала, вследствие чего, уменьшается коробление уже сформированного гофра готовой детали. Использование данного изобретения позволяет увеличить производительность, улучшить качество и расширить номенклатуру изготавливаемых деталей.
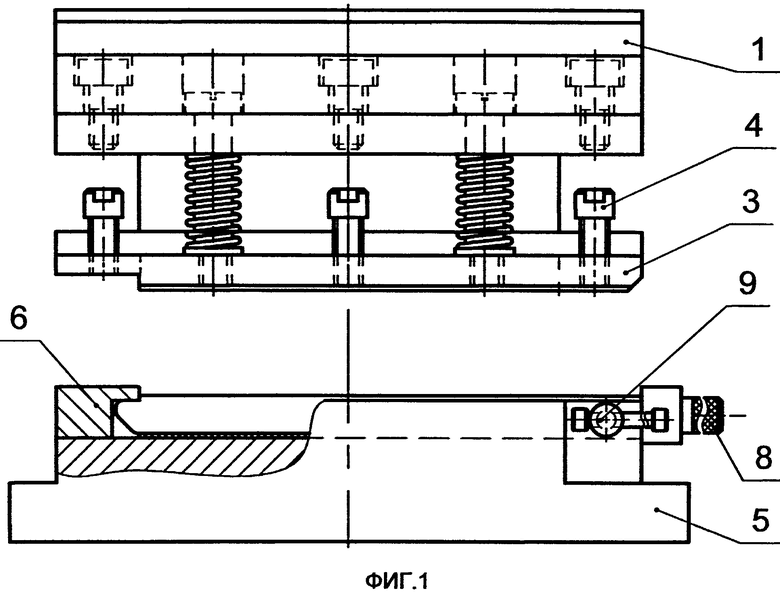
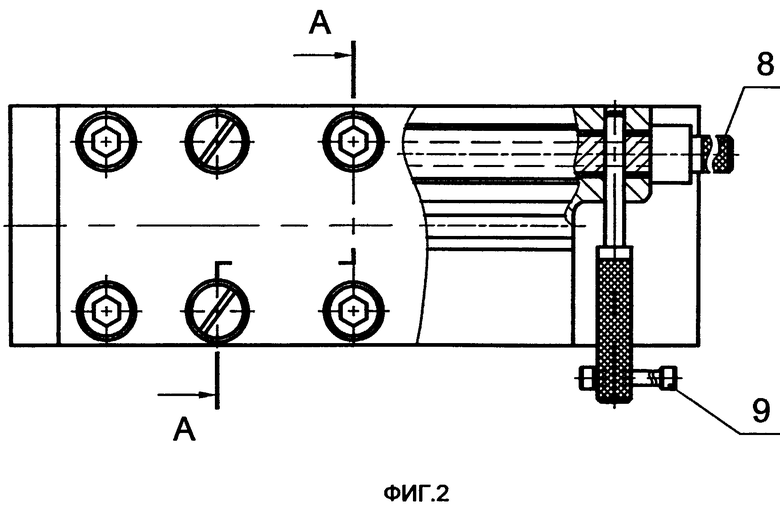
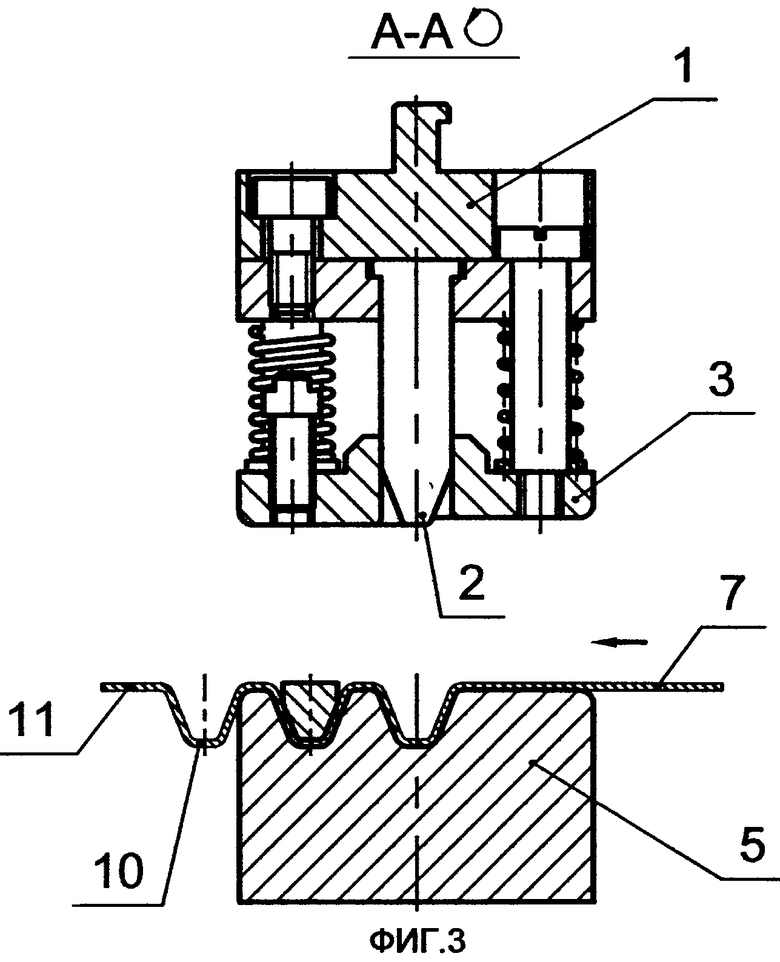
Предлагаемое изобретение поясняется графическими материалами. На фиг.1 изображен основной вид штампа с местным разрезом под замковую часть направляющей планки; на фиг.2 - вид штампа сверху, с местным разрезом, демонстрирующим установку быстросъемного фиксатора; на фиг.3 - штамп в разрезе.
Штамп включает верхнюю плиту 1, с закрепленными на ней формообразующим пуансоном 2 и подпружиненным прижимом 3. На подпружиненном прижиме 3 установлены регулируемые упоры 4. Штамп включает также матрицу 5 с двумя ручьями, по форме соответствующими форме готового гофра, направляющую планку 6, установленную с одного из торцов матрицы 5 и предназначенную для направления листовой заготовке 7. Съемный калибрующий пуансон 8, выполнен с возможностью его жесткой фиксации в одном из ручьев матрицы 5, с одной стороны под направляющей планкой 6 в замок, с другой - посредством быстросъемного фиксатора 9. Из листовой заготовки 7 получают готовую деталь, включающую в себя гофр 10 и фланец 11.
Процесс формообразования предлагаемым штампом осуществляют следующим образом.
В рабочее пространство между матрицей 5 и формообразующим пуансоном 2, вдоль направляющей планки 6 подают заготовку 7 с необходимым для образования фланца 11 вылетом. Движением верхней плиты 1 посредством подпружиненного прижима 3 осуществляют предварительное прижатие заготовки 7 к матрице 5. После чего из подпружиненного прижима 3 выдвигают формообразующий пуансон 2 и происходит формообразование первого гофра 10. Затем верхнюю плиту 1 поднимают и листовую заготовку 7 сдвигают относительно прижимной планки 6 на один шаг. Съемный калибрующий пуансон 8 устанавливают во второй ручей матрицы 5 поверх предварительно сформированного гофра 10 и закрепляют с одной стороны в замок под направляющую планку 6, с другой стороны - быстросъемным фиксатором 9. Верхнюю плиту 1 опускают, из подпружиненного прижима 3 выдвигают формообразующий пуансон 2, при этом происходит предварительное формообразование второго гофра 10 и калибровка первого. Съемный калибрующий пуансон 8 обеспечивает дополнительное зажатие сформированного гофра 10 и препятствует его деформации, в результате чего происходит необходимое одностороннее подтягивание заготовки 7 из ее плоской части. Необходимое для калибровки гофра 10 усилие в нижней точке регулируют упорами 4. Для формирования готовой детали последовательность операций повторяют необходимое число раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гофрирования полосового материала | 1979 |
|
SU935165A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2617584C2 |
| Штамп для последовательной штамповки деталей из прутка | 1974 |
|
SU506456A1 |
| Устройство для изготовления гофрированных листов | 1991 |
|
SU1827307A1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| Штамп для изготовления гофрированных изделий | 1981 |
|
SU984568A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2011 |
|
RU2486025C1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| Штамп совмещенного действия | 1976 |
|
SU592489A1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |
Изобретение относится к обработке металлов давлением и используется преимущественно в авиастроении для изготовления панелей, применяемых в качестве элемента локального усиления. Штамп выполнен из верхней плиты с закрепленными на ней формообразующим пуансоном и подпружиненным прижимом с плоской рабочей поверхностью. На прижиме установлены регулируемые упоры. Матрица выполнена с двумя ручьями, по форме соответствующими форме готовой детали. С одного торца матрицы установлена направляющая планка. В один из ручьев матрицы, на втором и последующих переходах, поверх листовой заготовки устанавливают калибрующий пуансон. С одной стороны его закрепляют в замок, с другой - посредством быстросъемного фиксатора. Использование изобретения позволяет улучшить качество панелей за счет повышения точности изготавливаемых гофров, увеличить производительность за счет снижения числа вспомогательных ходов штампа, расширить номенклатуру изготавливаемых деталей, изготавливать детали с произвольной формой фланца. 3 ил.
Штамп для формообразования гофрированных деталей из листовой заготовки, содержащий верхнюю плиту, закрепленные на ней формообразующий пуансон и подпружиненный прижим, матрицу с ручьями и калибрующий пуансон, отличающийся тем, что он снабжен регулируемыми упорами, установленными на подпружиненном прижиме со стороны верхней плиты, направляющей планкой для направления листовой заготовки, установленной с одного из торцов матрицы, при этом подпружиненный прижим выполнен с плоской рабочей поверхностью, матрица выполнена с двумя ручьями, соответствующими форме готового гофра, а калибрующий пуансон выполнен съемным с возможностью его жесткой фиксации в одном из ручьев матрицы поверх предварительно сформированного гофра.
| SU 9884568 A1, 30.12.1982 | |||
| Штамп для формовки прерывистых рифтов на листовых заготовках | 1988 |
|
SU1599143A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2324561C2 |
| Устройство для раздачи корма рыбам | 1986 |
|
SU1364260A1 |

