1
Изобретение отнсится к обработке металлов давлением и может быть использовано при изготовлении изделий повышенной точности с фланцем из листовой заготовки.
Известен штамп для формовки изделий с фланцем из листовой заготовки, содержаш,ий верхнюю плиту с формообразуюндим инструментом, нижнюю плиту с пуансоном, а также матрицу и размещенную между упомянутыми плитами подпружиненную нлиту.
Однако известный штамп не обеспечивает достаточной точности штамповки и сложен по конструкции.
Цель изобретения - повышение точности формовки и упрошение конструкции предлагаемого штампа.
Для этого матрица предлагаемого штампа смонтирована на подпружиненной плите и выполнена в виде рамы прямоугольного сечения с высотой проема, равной высоте формуемой детали и имеюш,ей отверстия для прохода формообразующего инструмента и пуансона.
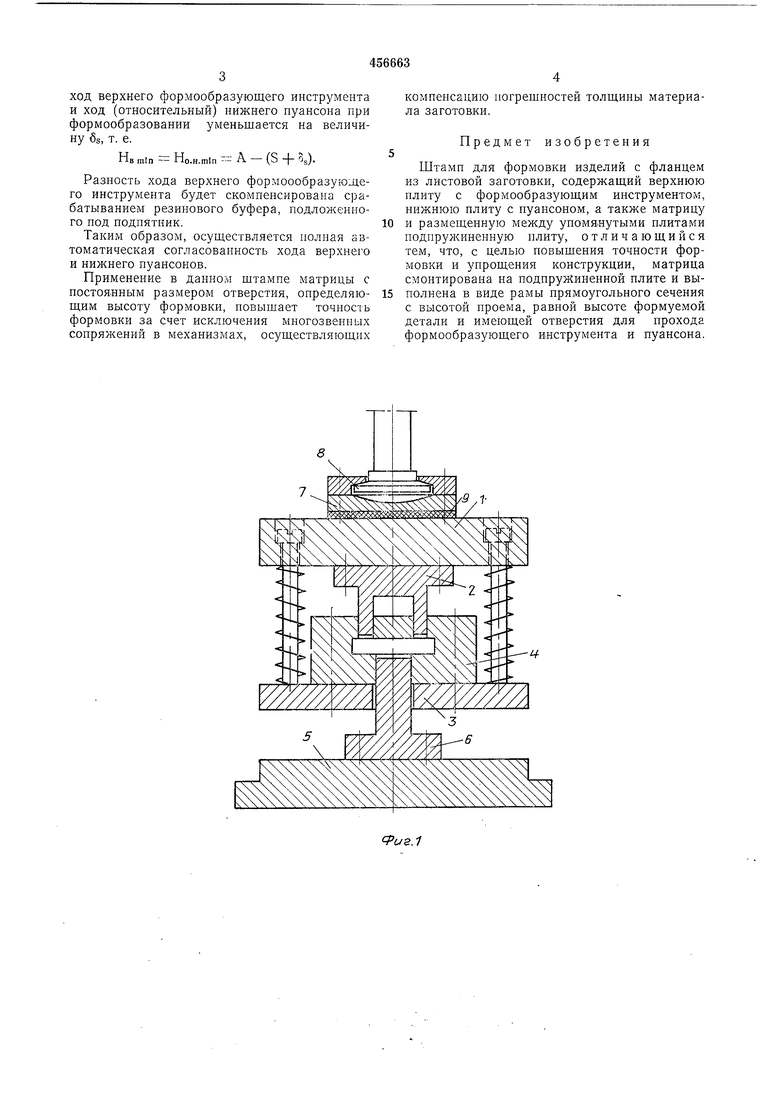
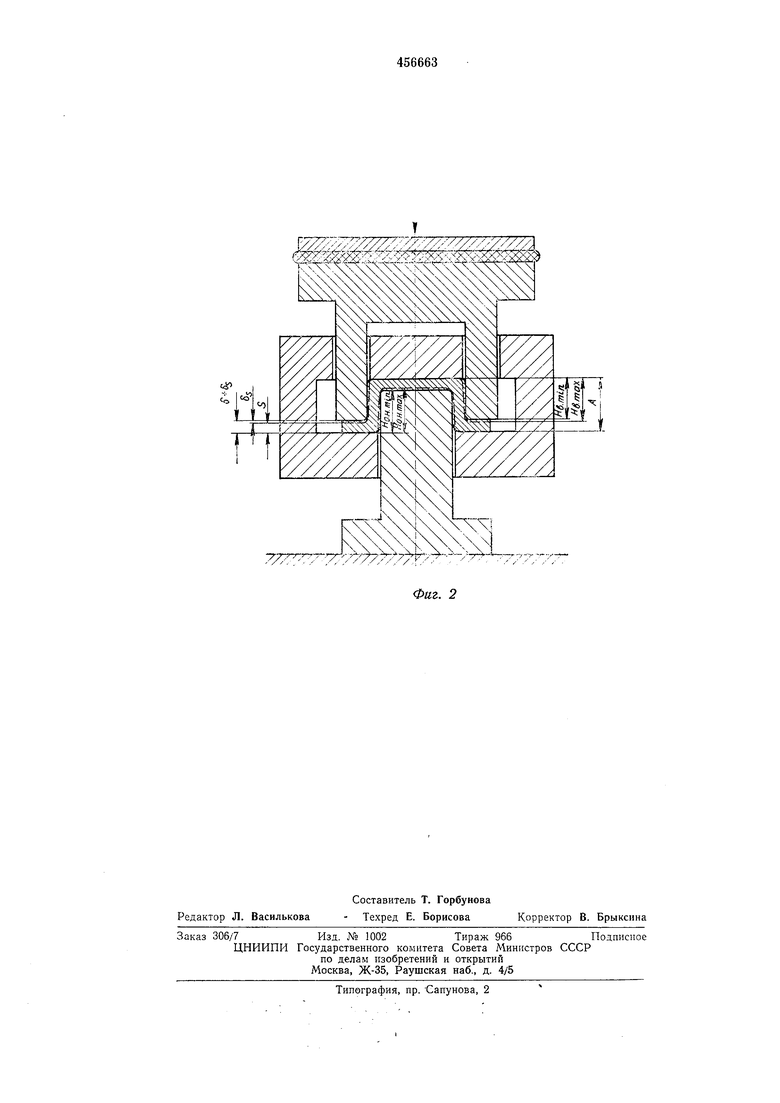
На фиг. 1 представлен предлагаемый штамп, общий вид; на фиг. 2 - рабочие инструменты в конечном рабочем положении при формовке детали из заготовки с максимальной и минимальной толщинами материала.
На верхней плите 1 закреплен формообразующий инструмент 2, на средней подпружиненной плите 3 - матрица 4, на нижней плите 5 - пуансон 6. Под подпятпик 7 хвостовика 8 подложен резиновый буфер 9. Штамп работает следующим образом.
При движении по направляющим колоннам (на чертеже не показаны) верхней нлиты 1 с формообразующим инструментом 2 и средней плиты 3 с матрицей 4 вниз пуансон 6 прижимает загогонку к верхней илоскости
прямоугольного отверстия матрицы 4 и фиксирует среднее основание с матрицей в данном положении, а формообразующий инструмент 2 при дальнейшем движении вниз до настроечного размера, определяемого ходом
пресса, производит формовку детали. Сформованная деталь из отверстия матрицы выталкивается выталкивателем (на чертеже не 1Юказан).
Ход пресса настраивается по нижнему предельному размеру А формуемого материала.
При этом Нв max Но.н.тах А - S
где Hnmax - ХОД верхнего формообразующего инструмента, Но.п.тах - ХОД (относительный) нижнего
пуансона,
А - высота формуемой детали, S - толщина исходного материала. При увеличении толщины исходного материала до S+6s (верхний предельпый размер)
ход верхнего формообразующего инструмента и ход (относительный) нижнего пуансона при формообразовании уменьшается на величину 6s, т. е.
HB min Ho.H.min А - (S - s)Разность хода верхнего формоообразующего инструмента будет скомпенсирована срабатыванием резинового буфера, подложенного под подпятник.
Таким образом, осуществляется полная автоматическая согласованность хода верхнего и нижнего пуансонов.
Применение в данном штампе матрицы с постоянным размером отверстия, определяющим высоту формовки, повышает точность формовки за счет исключения многозвенных сопряжений в механизмах, осуществляющих
компенсацию погрешностей толщины материала заготовки.
Предмет изобретения
Штамп для формовки изделий с фланцем из листовой заготовки, содержащий верхнюю плиту с формообразующим инструментом, нижнюю плиту с пуансоном, а также матрицу
и размещенную между упомянутыми плитами подпружиненную плиту, отличающийся тем, что, с целью повышения точности формовки и упрощения конструкции, матрица смонтирована на поднружиненной плите и выполнена в виде рамы прямоугольного сечения с высотой проема, равной высоте формуемой детали и имеющей отверстия для прохода формообразующего инструмента и пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ФОРМОВКИ ИЗДЕЛИЙ С ФЛАНЦЕМ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 1967 |
|
SU214496A1 |
| Штамп совмещенного действия "Викост | 1987 |
|
SU1496871A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Способ изготовления цилиндрических втулок с фланцем из листового материала и устройство для его осуществления | 1987 |
|
SU1430137A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 2000 |
|
RU2207929C2 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ГОФРИРОВАННЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2012 |
|
RU2516322C2 |
| Штамп | 1988 |
|
SU1655617A1 |
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
8
